
苏ICP备112451047180号-6
基于PLC的L710拉床控制系统设计
摘 要
在以往的拉床生产过程中,主要为人工管理拉床的运行生产,自动化程度以及生产效率很低,经过PLC加以改造,这将会使拉床的工作更加简单,容易操作,还将会提高拉床的工作效率,提高生产水平,使拉床的工作过程的稳定性能大大提高,进一步提高了拉床的自动化水平。
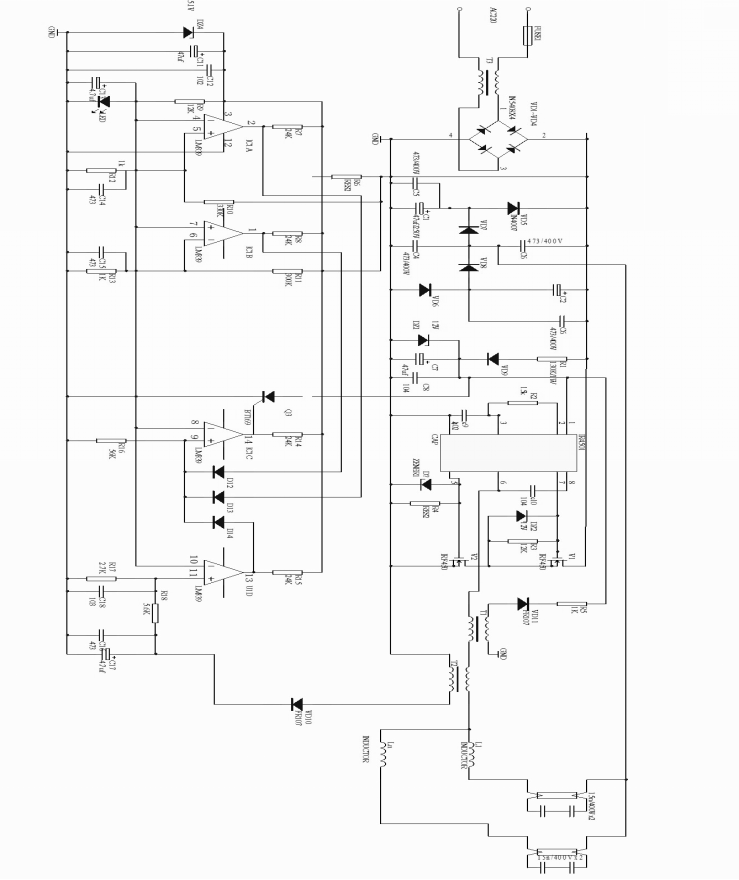
本设计主要是对L710卧式拉床进行PLC的改造,首先对拉床工作原理进行了解,该拉床由液压系统提供动力,通过对主要结构和运动形式的探究,画出了本设计的电路图,对硬件以及软件进行相关的设计,选择FX2N-32MR型号的PLC,对拉床的工作过程进行PLC的控制,来实现对拉床的改造。I/O地址分配表也相应列出,绘制了PLC的I/O接线图,编写了PLC控制程序的指令表以及梯形图,利用组态王这个软件设计出了组态画面。
最终通过设计实现了拉床的自动控制,提高了系统的实用性和自动化程度。
关键词:PLC L710拉床 组态王
Abstract
In previous broaching machine production process, mainly for artificial management broaching machine run production, automation and production efficiency is low, through the PLC are modified, it will make the broaching machine work more simple, easy to operate, it will improve the work efficiency of broaching machine, improve the level of production, make the stability of the working process of the broaching machine performance is greatly improved, to further improve the automation level of the broaching machine.
This design is mainly to L710 horizontal broaching machine PLC reform, first of all to understand of broaching machine working principle, the broaching machine by the hydraulic power system, through study of the main structure and motion form, draw the circuit diagram of this design, to the design of hardware and software related, select models of PLC FX2N - 32 Mr, the working process of PLC control of the broaching machine, to implement the transformation of broaching machine. I/O address allocation table accordingly, mapped the PLC I/O wiring diagram, write the PLC control program of instruction sheet and ladder diagram, using the kingview software to design the configuration screen.
Finally realized the automatic control of broaching machine by design, improve the practicality and automation of the system.
Key words:PLC L710 broaching machine Kingview
第1章 绪 论
1.1 课题研究的目的意义
在控制系统当中,运动动力来源于液压系统。用液压系统来支持拉刀的前进以及后退,以及控制溜板液压缸的前进及后退。液压系统可以调整拉削的速度。本设计只有冷却泵电动机、液压泵电动机。它可以来实现自动周期、普通周期、半周期、全周期等过程,并加以控制。本次设计应用的是PLC和拉床控制系统,用PLC的相关技术来控制本系统,I/O输入输出信号都是采用的光电隔离,使内电路和外电路之间得以实现电气隔离,它有很好的自诊断功能,只要电源或者其他的软件或硬件发生故障,都将会自动实施措施,来防止它的故障变大,结合传统的拉床与PLC控制技术的方法,在实际应用之中表现了很好的性能,自动化能力大大提高,优化梯形图或指令,使其变得更简洁明了,加工过程的可靠性大大提高等多个方面,用PLC有利的控制了传统的L710拉床代替了传统的拉床系统。
在目前的研究背景下,PLC发展很快,拉床的控制系统向完善发展,它的技术方面变得将会更加的成熟,对于基于PLC的L710拉床控制的系统研究,会带起更多领域的大力发展,带领科技的发展。拉床就是一种通过拉刀加工多种器件表面形状的一种机床,它属于简单的一种机床,在拉削的时候,拉床是线性操作,是简单的向导的移动。外部上的拉刀依赖于独特馈线结构应通过改变,可划为内外拉两种类型,是一个简单的结构,这样子可以确保加工准确。对于PLC控制的L710拉床的研究意义十分重要。
1.2 国内外研究现状
国内现状,PLC很多用在化工生产,轻纺制作,环境保护,汽车生产,交通运输,还包括娱乐文化等等很多行业中,拉床的工艺范围也由一般的孔径和平面拉削扩展到较复杂的型面加工,但因为拉床的形状位置以及尺寸加工要求精度很高,容易实现自动化,维修操作也非常方便,并且加工成本比较低,对于基于PLC的拉床控制系统的研究,我国开始的步伐相对来说较晚,即使近段时间发展的比较快,但和一些发达国家相比较依旧存在着一定的距离,所以,技术的创新我国一直都很重视,大力提高我国自主创新能力,这可以使我国在PLC的应用以及拉床生产当中,让我国的技术达到世界较高水平。
国外现状,产品设计在一些发达国家当中比较先进,具有较强的产品存储技术,总是会加快更新拉床的设计,计算方法先进,生产速度快,不易出错,提高了新产品开发进度和产品质量,拥有使用一代,研制一代,开发一代的长远战略目标,自行开发能力强。自主创新能力强,可以不断的研制出越来越完善的拉床系统。拉床的辅助装置,结构,通用配套等。其加工水平较高,拥有先进独立的技术设计,生产,售后服务技术的能力,不受数控,电气,液压,气动,冷却等配套元器件的制约,产品结构合理,热处理以及材料的使用也很对,也有完善的检测手段,大大提高了加工精度和拉床自身的几何精度。基于PLC的L710卧式拉床控制系统的研制较快,这些特点都提高了国外的技术。
国内现状,大多数的还是采用传统的拉床系统,还是利用人工来操控,精度不高,生产效率相对比较低,少数的才采用了PLC的程序来加以控制,但是技术方面还是与国外相差较大,我们应大力发展高新技术。
国外现状,相对科技发达的国家来说,拉床的发展相对较快,几乎可以说摆脱了人力控制的生产,大部分采用高科技技术来加以操控,只是要人力监察管理,效率大大提高,实现了自动生产。
1.3 论文研究内容
此设计是对L710拉床进行电气改造,应用PLC来加以对其改造,最终实现了自动化的目的。
通过查阅朱朝宽、张勇主编的《典型机床电气控制解析与PLC改造实例[M]》以及郁汉琪主编的《电气控制与可编程控制器应用技术[M]》等多个资料,利用传统拉床的液压系统提供动力,带动拉刀运动,通过PLC来加以编程控制,从而实现拉床工作的原理,实现了拉床的自动化工作。
主要包括下面这六章的内容:
第1章:主要是进行绪论的编写,对本设计进行开题研究,还有研究的目的以及研究的意义,国内当中,与国外当中的研究的现在的状况,还有研究的内容,对这些进行撰写。
第2章:本章主要是研究L710卧式拉床的原理及确定具体方案,绘制主电路原理图和控制电路原理图,并对其原理进行分析,说明是怎么工作的,怎样控制来让它动作的。
第3章:依据卧式拉床的基本工作原则,对电气元件进行选型,这些器件包括低压断路器、接触器、熔断器等,结合了论文实际要求进行器件的选型,让它里面器件的型号一目了然。
第4章:PLC设计,设计应贯彻最新国家标准,根据控制选择PLC型号,分配I/O端口,设计I/O电路,绘制电气控制系统图,梯形图,编写程序,还要对程序进行运行调试。
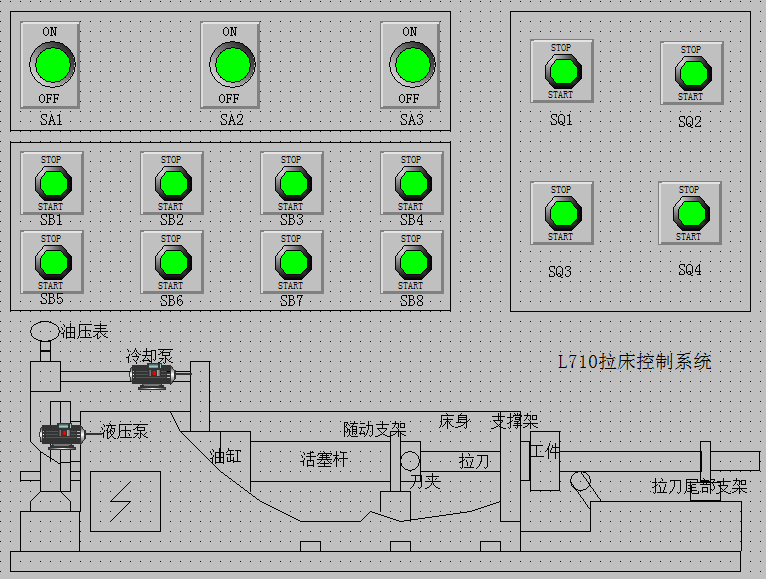
第5章:本章进行组态画面的显示,利用组态王来绘制拉床的组态画面图形。对其来加以监控。
第6章:对本次设计的结论进行总结,对最终达到的效果进行了说明。
结 论
在本设计系统当中,它的运动是由液压系统提供动力的。拉刀在液压系统的带动下,提供拉削需要的后退以及前进动力,也需要支持溜板液压缸的前进和后退控制运行。拉刀拉削的速度是由液压系统调整的。本设计当中只有液压泵电动机和冷却泵电动机两个电动机。它能够实现半周期、全周期、普通周期、自动周期等工作过程的控制。这次设计应用的是PLC拉床控制系统,它是通过PLC技术控制该系统,所有的I/O输入输出信号都是采用的光电隔离,使内电路与外电路之间实现电气上的隔离,它拥有很好的自行诊断功能,只要电源或者是其他硬件软件发生故障,都将会自动采取相关的有效措施,以此来防止故障变得更大。
由于毕业设计的时间比较仓促,可能对它的设计还不是特别的完善。本次设计结合了传统拉床与PLC控制的方法,在实际应用当中表现出了良好的性能,但是,还有许多的方面有待提高,比如再更加进一步提高自动化的能力,指令或者梯形图改善的更加优良,使其更加明了简洁,提高加工过程的可靠性等很多的方面,总的来说,最后设计出了通过基于PLC控制的L710拉床控制系统,L710拉床的电气控制部分用PLC得以实现,提高了拉床的自动化能力。
参考文献
[1] 朱朝宽、张勇.典型机床电气控制解析与PLC改造实例[M]. 机械工业出版社,2011.
[2] 方承远.工厂电气控制技术[M].机械工业出版社,2010.
[3] 胡寿松.自动控制原理(第六版)[M].科学出版社,2013.
[4] 郁汉琪.电气控制与可编程控制器应用技术[M].东南大学出版社,2009.
[5] 宫淑贞.可编程序控制器原理及应用[M].人民邮电出版社,2002.
[6] 陈立定.电气控制与可编程控制器的原理及应用[M].机械工业出版社,2004.
[7] 程子华.PLC原理与实例分析[M].国防工业出版社,2006.
[8] 三菱公司.三菱可编程序控制器应用100例.2003.
[9] 王善斌.组态软件应用指南[M].化学工业出版社,2011.
[10] 郑瑜平.可编程序控制器[M].航天航空大学出版社,2007.
[11] 崔亚军.可编程序控制器原理及程序设计[M].电子工业出版社,2007.
[12] 王也仿.可编程序控制器应用技术[M].机械工业出版社,2001.
[13] 李国厚、杨青杰、洪源. PLC原理与应用设计[M].化学工业出版社,2005.
[14] Mark Rosewell. Programming Logic Control [M]. Cambrige Press,2002.
[15] G.L.Batten. Programmabe Controllers: hardware.software and Application. New York: MC Graw
Hill,2008.
摘 要
在以往的拉床生产过程中,主要为人工管理拉床的运行生产,自动化程度以及生产效率很低,经过PLC加以改造,这将会使拉床的工作更加简单,容易操作,还将会提高拉床的工作效率,提高生产水平,使拉床的工作过程的稳定性能大大提高,进一步提高了拉床的自动化水平。
本设计主要是对L710卧式拉床进行PLC的改造,首先对拉床工作原理进行了解,该拉床由液压系统提供动力,通过对主要结构和运动形式的探究,画出了本设计的电路图,对硬件以及软件进行相关的设计,选择FX2N-32MR型号的PLC,对拉床的工作过程进行PLC的控制,来实现对拉床的改造。I/O地址分配表也相应列出,绘制了PLC的I/O接线图,编写了PLC控制程序的指令表以及梯形图,利用组态王这个软件设计出了组态画面。
最终通过设计实现了拉床的自动控制,提高了系统的实用性和自动化程度。
关键词:PLC L710拉床 组态王
Abstract
In previous broaching machine production process, mainly for artificial management broaching machine run production, automation and production efficiency is low, through the PLC are modified, it will make the broaching machine work more simple, easy to operate, it will improve the work efficiency of broaching machine, improve the level of production, make the stability of the working process of the broaching machine performance is greatly improved, to further improve the automation level of the broaching machine.
This design is mainly to L710 horizontal broaching machine PLC reform, first of all to understand of broaching machine working principle, the broaching machine by the hydraulic power system, through study of the main structure and motion form, draw the circuit diagram of this design, to the design of hardware and software related, select models of PLC FX2N - 32 Mr, the working process of PLC control of the broaching machine, to implement the transformation of broaching machine. I/O address allocation table accordingly, mapped the PLC I/O wiring diagram, write the PLC control program of instruction sheet and ladder diagram, using the kingview software to design the configuration screen.
Finally realized the automatic control of broaching machine by design, improve the practicality and automation of the system.
Key words:PLC L710 broaching machine Kingview
第1章 绪 论
1.1 课题研究的目的意义
在控制系统当中,运动动力来源于液压系统。用液压系统来支持拉刀的前进以及后退,以及控制溜板液压缸的前进及后退。液压系统可以调整拉削的速度。本设计只有冷却泵电动机、液压泵电动机。它可以来实现自动周期、普通周期、半周期、全周期等过程,并加以控制。本次设计应用的是PLC和拉床控制系统,用PLC的相关技术来控制本系统,I/O输入输出信号都是采用的光电隔离,使内电路和外电路之间得以实现电气隔离,它有很好的自诊断功能,只要电源或者其他的软件或硬件发生故障,都将会自动实施措施,来防止它的故障变大,结合传统的拉床与PLC控制技术的方法,在实际应用之中表现了很好的性能,自动化能力大大提高,优化梯形图或指令,使其变得更简洁明了,加工过程的可靠性大大提高等多个方面,用PLC有利的控制了传统的L710拉床代替了传统的拉床系统。
在目前的研究背景下,PLC发展很快,拉床的控制系统向完善发展,它的技术方面变得将会更加的成熟,对于基于PLC的L710拉床控制的系统研究,会带起更多领域的大力发展,带领科技的发展。拉床就是一种通过拉刀加工多种器件表面形状的一种机床,它属于简单的一种机床,在拉削的时候,拉床是线性操作,是简单的向导的移动。外部上的拉刀依赖于独特馈线结构应通过改变,可划为内外拉两种类型,是一个简单的结构,这样子可以确保加工准确。对于PLC控制的L710拉床的研究意义十分重要。
1.2 国内外研究现状
国内现状,PLC很多用在化工生产,轻纺制作,环境保护,汽车生产,交通运输,还包括娱乐文化等等很多行业中,拉床的工艺范围也由一般的孔径和平面拉削扩展到较复杂的型面加工,但因为拉床的形状位置以及尺寸加工要求精度很高,容易实现自动化,维修操作也非常方便,并且加工成本比较低,对于基于PLC的拉床控制系统的研究,我国开始的步伐相对来说较晚,即使近段时间发展的比较快,但和一些发达国家相比较依旧存在着一定的距离,所以,技术的创新我国一直都很重视,大力提高我国自主创新能力,这可以使我国在PLC的应用以及拉床生产当中,让我国的技术达到世界较高水平。
国外现状,产品设计在一些发达国家当中比较先进,具有较强的产品存储技术,总是会加快更新拉床的设计,计算方法先进,生产速度快,不易出错,提高了新产品开发进度和产品质量,拥有使用一代,研制一代,开发一代的长远战略目标,自行开发能力强。自主创新能力强,可以不断的研制出越来越完善的拉床系统。拉床的辅助装置,结构,通用配套等。其加工水平较高,拥有先进独立的技术设计,生产,售后服务技术的能力,不受数控,电气,液压,气动,冷却等配套元器件的制约,产品结构合理,热处理以及材料的使用也很对,也有完善的检测手段,大大提高了加工精度和拉床自身的几何精度。基于PLC的L710卧式拉床控制系统的研制较快,这些特点都提高了国外的技术。
国内现状,大多数的还是采用传统的拉床系统,还是利用人工来操控,精度不高,生产效率相对比较低,少数的才采用了PLC的程序来加以控制,但是技术方面还是与国外相差较大,我们应大力发展高新技术。
国外现状,相对科技发达的国家来说,拉床的发展相对较快,几乎可以说摆脱了人力控制的生产,大部分采用高科技技术来加以操控,只是要人力监察管理,效率大大提高,实现了自动生产。
1.3 论文研究内容
此设计是对L710拉床进行电气改造,应用PLC来加以对其改造,最终实现了自动化的目的。
通过查阅朱朝宽、张勇主编的《典型机床电气控制解析与PLC改造实例[M]》以及郁汉琪主编的《电气控制与可编程控制器应用技术[M]》等多个资料,利用传统拉床的液压系统提供动力,带动拉刀运动,通过PLC来加以编程控制,从而实现拉床工作的原理,实现了拉床的自动化工作。
主要包括下面这六章的内容:
第1章:主要是进行绪论的编写,对本设计进行开题研究,还有研究的目的以及研究的意义,国内当中,与国外当中的研究的现在的状况,还有研究的内容,对这些进行撰写。
第2章:本章主要是研究L710卧式拉床的原理及确定具体方案,绘制主电路原理图和控制电路原理图,并对其原理进行分析,说明是怎么工作的,怎样控制来让它动作的。
第3章:依据卧式拉床的基本工作原则,对电气元件进行选型,这些器件包括低压断路器、接触器、熔断器等,结合了论文实际要求进行器件的选型,让它里面器件的型号一目了然。
第4章:PLC设计,设计应贯彻最新国家标准,根据控制选择PLC型号,分配I/O端口,设计I/O电路,绘制电气控制系统图,梯形图,编写程序,还要对程序进行运行调试。
第5章:本章进行组态画面的显示,利用组态王来绘制拉床的组态画面图形。对其来加以监控。
第6章:对本次设计的结论进行总结,对最终达到的效果进行了说明。
结 论
在本设计系统当中,它的运动是由液压系统提供动力的。拉刀在液压系统的带动下,提供拉削需要的后退以及前进动力,也需要支持溜板液压缸的前进和后退控制运行。拉刀拉削的速度是由液压系统调整的。本设计当中只有液压泵电动机和冷却泵电动机两个电动机。它能够实现半周期、全周期、普通周期、自动周期等工作过程的控制。这次设计应用的是PLC拉床控制系统,它是通过PLC技术控制该系统,所有的I/O输入输出信号都是采用的光电隔离,使内电路与外电路之间实现电气上的隔离,它拥有很好的自行诊断功能,只要电源或者是其他硬件软件发生故障,都将会自动采取相关的有效措施,以此来防止故障变得更大。
由于毕业设计的时间比较仓促,可能对它的设计还不是特别的完善。本次设计结合了传统拉床与PLC控制的方法,在实际应用当中表现出了良好的性能,但是,还有许多的方面有待提高,比如再更加进一步提高自动化的能力,指令或者梯形图改善的更加优良,使其更加明了简洁,提高加工过程的可靠性等很多的方面,总的来说,最后设计出了通过基于PLC控制的L710拉床控制系统,L710拉床的电气控制部分用PLC得以实现,提高了拉床的自动化能力。
参考文献
[1] 朱朝宽、张勇.典型机床电气控制解析与PLC改造实例[M]. 机械工业出版社,2011.
[2] 方承远.工厂电气控制技术[M].机械工业出版社,2010.
[3] 胡寿松.自动控制原理(第六版)[M].科学出版社,2013.
[4] 郁汉琪.电气控制与可编程控制器应用技术[M].东南大学出版社,2009.
[5] 宫淑贞.可编程序控制器原理及应用[M].人民邮电出版社,2002.
[6] 陈立定.电气控制与可编程控制器的原理及应用[M].机械工业出版社,2004.
[7] 程子华.PLC原理与实例分析[M].国防工业出版社,2006.
[8] 三菱公司.三菱可编程序控制器应用100例.2003.
[9] 王善斌.组态软件应用指南[M].化学工业出版社,2011.
[10] 郑瑜平.可编程序控制器[M].航天航空大学出版社,2007.
[11] 崔亚军.可编程序控制器原理及程序设计[M].电子工业出版社,2007.
[12] 王也仿.可编程序控制器应用技术[M].机械工业出版社,2001.
[13] 李国厚、杨青杰、洪源. PLC原理与应用设计[M].化学工业出版社,2005.
[14] Mark Rosewell. Programming Logic Control [M]. Cambrige Press,2002.
[15] G.L.Batten. Programmabe Controllers: hardware.software and Application. New York: MC Graw
Hill,2008.
目 录
第1章 绪论 1
1.1 课题研究的目的意义 1
1.2 国内外研究现状 1
1.3 论文研究内容 2
第2章 方案设计 4
2.1 L710卧式拉床的工作原理 4
2.2 L710卧式拉床的电气原理图 5
2.2.1 L710卧式拉床的主电路设计 5
2.2.2 L710卧式拉床的控制电路设计 5
2.3 L710卧式拉床的方案确定 8
第3章 系统的硬件设计 11
3.1 设备选型 11
3.1.1 电动机的选型 11
3.1.2 接触器的选型 11
3.1.3 熔断器的选型 12
3.1.4 低压断路器的选型 12
3.1.5 电气元件明细表 12
3.2 PLC选择 12
3.3 I/O分配表 14
3.4 I/O接线图 15
第4章 系统的软件设计 16
4.1 程序设计 16
4.1.1 电动机控制 16
4.1.2 主运动控制 16
4.2 指令表 18
第5章 组态画面设计 19
5.1 组态王的介绍 19
5.2 组态画面的建立 20
5.2.1 组态画面的建立过程 20
5.2.2 L710拉床组态画面 24
第6章 结论 30
参考文献 31
致谢 32
附录 33
附录A 外文资料 33
附录B 电气原理图 43
附录C 程序及指令表 44