




苏ICP备112451047180号-6
0.1Mt/a 煤制甲醇精馏分离工艺设计
1.课题的意义
合成甲醇的工业生产是以固体(如煤、焦炭)、液体(如原油、重油、轻油)或气体(如天然气及其它可燃性气体)为原料,经造气、净化(脱硫)变换,除二氧化碳,配制成一定配比的合成气。在不同的催化剂存在下,选用不同的工艺条件可单产甲醇(分高、中、低压法),或与合成氨联产甲醇(联醇法)。将合成后的粗甲醇经预精镏脱除甲醚,再精镏而得成品甲醇[1]。
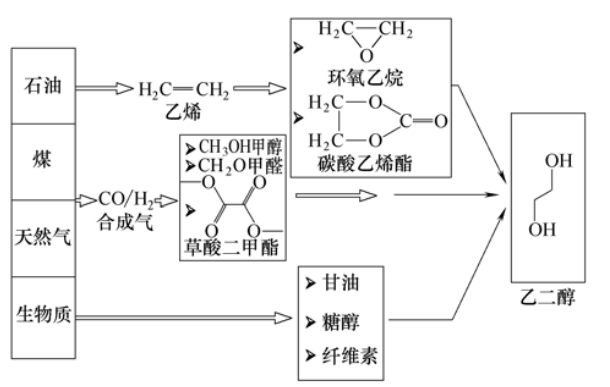
甲醇是重要的有机基本产品,用途非常广泛。甲醇是最简单的一元醇,是化工行业中有着重要的作用,在许多领域中都有着重要的作用。甲醇的应用领域主要有:甲醇是基本有机原料之一,主要用于制造甲醛、醋酸、氯甲烷、甲胺等多种有机产品;甲醇是重要的化工原料之一,近年来,随着C1化工的发展,甲醇已经成为制造乙烯和丙烯的重要原料;甲醇用作涂料、清漆、虫胶、油墨、胶黏剂、染料、醋酸纤维素、硝酸纤维素、乙基纤维素、聚乙烯醇缩丁醛等的溶剂[1];甲醇是制造农药、医药、塑料、合成纤维及有机化工产品如甲醛、甲胺、氯甲烷、等的原料。其他用作汽车防冻液、金属表面清洗剂和酒精变性剂等。甲醇的产品质量、能耗指标是甲醇精馏系统的关键因素。甲醇精馏工艺对整个甲醇生产流程的生产能力、产品质量、能源消耗与原料消耗、环境保护都有重大影响。精馏过程占总能耗的很大部分,甲醇生产能耗其中约 60%就用于精馏过程。精馏投资约占项目总投资的 30%-40%。要研究和开发一种新工艺,传统的方法是先进行实验,再经过小试、中试、工业规模生产等等逐级放大的过程,周期长,投资大。应用流程模拟软件,对工艺流程进行模拟,则很容易实现对流程的考察,可以改进工艺流程布置,优化工艺操作参数,只要选择的模型及热力学方法适当,模拟结果是相当可靠的,可以用来指导生产,或者为装置改造以及新装置的设计提供基础数据[3]。国内一些甲醇生产装置,甲醇精馏能耗较高、产品收率较低、甚至一些装置的甲醇产品质量较差。同时,国内甲醇产能的扩张很迅速,但是目前新项目设计还是沿袭以往设计为主、没有足够的甲醇精馏系统设计应用理论研究基础。因此,对甲醇精馏工艺作系统的研究对于甲醇精馏系统的合理设计、通过设备改造和调整工艺来降低甲醇精馏的能耗、提高甲醇产品质量和收率有突出的现实意义[4]。
2.国内外研究现状
自1923年开始工业化生产以来,甲醇合成的原料路线经历了很大变化。20世纪50年代以前多以煤和焦碳为原料;50年代以后,以天然气为原料的甲醇生产流程被广泛应用;进入60年代以来,以重油为原料的甲醇装置有所发展。对于我国,从资源背景看,煤炭储量远大于石油、天然气储量,随着石油资源紧缺、油价上涨,因此在大力发展煤炭洁净利用技术的背景下,在很长一段时间内煤是我国甲醇生产最重要的原料。由于我国石油和天然气储备有限,大多依赖从国外进口。这对于我国以天然气为资源的甲醇生产工艺提出了难题,煤制甲醇工艺的出现给我国解决高成本问题带来了可行性。煤炭洁净利用技术已经被提上日程,煤化工技术深入人心,发展煤制甲醇生产工艺是适合我国国情的重大项目[1]。
1923年德国BASF公司首先用合成气在高压下实现了甲醇的工业化生产,直到1965年,这种高压法工艺是合成甲醇的唯一方法。1966年英国ICI公司开发了低压法工艺,接着又开发了中压法工艺。1971年德国的Lurgi公司相继开发了适用于天然气--渣油为原料的低压法工艺。由于低压法比高压法在能耗、装置建设和单系列反应器生产能力方面具有明显的优越性,所以从70年代中期起,国外新建装置大多采用低压法工艺。世界上典型的甲醇合成工艺主要有ICI工艺、Lurgi工艺和三菱瓦斯化学公司(MCC)工艺。目前,国外的液相甲醇合成新工艺具有投资省、热效率高、生产成本低的显著优点,尤其是LPMEOHTM工艺,采用浆态反应器,特别适用于用现代气流床煤气化炉生产的低H2/(CO+CO2)比的原料气,在价格上能够与天然气原料竞争[6]。
我国的甲醇生产始于1957年,50年代在吉林、兰州和太原等地建成了以煤或焦炭为原料来生产甲醇的装置。60年代建成了一批中小型装置,并在合成氨工业的基础上开发了联产法生产甲醇的工艺。70年代四川维尼纶厂引进了一套以乙炔尾气为原料的9.5万吨/年低压法装置,采用英国ICI技术。1995年12月,由化工部第八设计院和上海化工设计院联合设计的20万吨/年甲醇生产装置在上海太平洋化工公司顺利投产,标志着我国甲醇生产技术向大型化和国产化迈出了新的一步。2000年,杭州林达公司开发了拥有完全自主知识产权的JW低压均温甲醇合成技术,打破长期来被ICI、Lurgi等国外少数公司所垄断拥的局面。现在由于甲醇制丙烯(MTP)和甲醇制烯烃(MTO)技术的广泛应用,煤制甲醇出现井喷式发展趋势
总结:
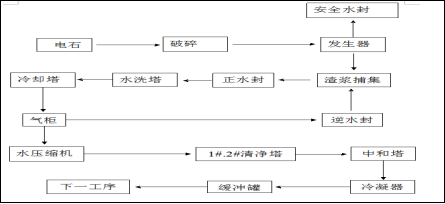
由于我国石油资源短缺,能源安全已经成为不可回避的现实问题,寻求替代能源已成为我国经济发展的关键。甲醇作为石油的补充已成为现实,发展甲醇工业对我国经济发展具有重要的战略意义。煤在世界化石能源储量中占有很大比重(我国情况更是如此),而且煤制甲醇的合成技术很成熟。随着石油和天然气价格的迅速上涨,煤制甲醇更加具有优势。摘要: 甲醇是重要的化工原料,市场需求量大; 随着甲醇汽油,特别是大比例甲醇汽油的推广使用,甲醇将来的需求量必然会E 益增加。此外,甲醇汽油的推广和及高硫、劣质煤生产甲醇的项目都属于环保项目,并已经在国内推广开来。本文简单介绍国内现行的以煤为原料的甲醇生产工艺流程.煤制甲醇即以煤为原料的甲醇生产工艺。在工业上,生产甲醇的主要原料为: 煤炭、天然气、焦炉气; 其次的原料还有以重油、石脑油、焦炉煤气、乙炔尾气等。以煤炭为主生产甲醇,这种结构符合我国油气资源不足、煤炭资源相对丰富的国情。
3.毕业设计(论文)的主要内容
(1)根据相关文献资料,确定甲醇精馏分离提纯流程;并进行项目可行性分析、安全与环境评价分析,提供项目建设的管理方案,撰写开题报告及可行性报告;
(2)根据原料组成、产品质量要求,确定操作条件;
(3)利用Aspen plus软件,建立工艺模拟运算流程,并进行模拟计算;
(4)根据模拟运算结果,对甲醇主精馏塔进行塔板设计及水力学校核;
(5)根据模拟运算结果,对甲醇主精馏塔底再沸器进行设计与选型;
(6)用A2图纸绘制甲醇精馏工艺流程图;
(7)翻译相关外文资料(不少于15000字符);
(8)撰写工艺设计说明书。
4.所采用的方法、手段以及步骤等
首先查阅相关文献资料,搜集最新工业甲醇质量标准,确定甲醇精馏分离提纯流程。然后使用 Aspen plus软件对甲醇精馏分离提纯流程进行模拟运算,根据其计算结果,对计算结果进行优化,根据优化计算后的结果进行塔板设计、水力学校核及塔底再沸器设计,最后绘制甲醇精馏工艺流程图。
5.阶段进度计划。
第1周 根据所查阅文献写开题报告,查找外文文献
第2周 完成开题报告
第3周 完成外文翻译
第4到5周 确定工艺流程及操作条件
第6到8周 使用Aspen plus软件进行模拟运算
第9到10周 对计算结果进行优化
第11到12周 对主要设备进行设计并绘制工艺流程图
第13到14周 完成论文主要内容的书,对论文进行修改,进行查重。
第15周 毕业论文答辩
第16周 修改论文
6.参考文献
[1].沈佩芝,雷玉萍.甲醇市场状况及科技开发进展[J].化工进展,2003, 22 (1):94—98.
[2].程立泉,沈佩芝.甲醇热点下游产品的开发应用[J].化工进展,2004, 23 (10): l138—1141.
[3].黄沽 高燕如,张振欧,等.甲醇精馏加压双效三塔流程初探[J].石 油化工设计,2004,21(3):6—8.
[4].林长青,张振欧.甲醇三塔精馏工艺中加压塔与常压塔工作状态的 优化[J].化肥工业,2005,32(6):18—20.
[5].刘生鹏,何寿林.甲醇精馏的模拟与分析[J].湖北化工,1999(5): 36—38.
[6].唐锦文. 甲醇精馏工艺模拟计算及分析[J].化工设计,2006,16 (2):13—17.
目录
1 绪论 1
1.1 设计任务 1
1.2 设计依据 1
1.3 设计背景 1
1.4 国内外研究现状 2
1.5 项目概况 3
1.5.1 项目题目 3
1.5.2 原料组成和物理性质 3
1.5.3 装置操作概况 4
1.5.4 产品的理化性质 4
1.5.5 产品的用途 5
1.6 安全性分析 5
1.6.1 产品和原料安全性分析 5
1.6.2 安全性分析结论 6
1.7 环境评价 6
1.7.1 执行的环境质量标准及排放标准 6
1.7.2 主要污染源 6
1.7.3 综合利用和处理措施 7
1.7.4 环境评价结论 7
1.8 经济分析 7
1.8.1 固定资产投资估算 7
1.8.2 流动资金 8
1.8.3 项目总投资 8
1.9 可行性分析结论 10
2 生产方法和工艺流程 11
2.1 生产工艺综述和选择 11
2.2 工艺流程简述 12
2.3 建立模型和物性方法 13
2.3.1 建立模型 13
2.3.2 物性方法选择 13
2.4 工艺流程优化 13
2.4.1 概述 13
2.4.2 主要精馏塔的优化 14
2.4.3 工艺参数优化 18
2.5 模拟结果汇总 19
3 物料衡算与能量衡算 22
3.1 物料衡算 22
3.1.1 物料衡算的基准 22
3.1.2 流程的物料衡算 22
3.1.3 各塔物料衡算 24
3.2 能量衡算 27
3.2.1 能量衡算的基本条件和基准 27
3.2.2 能量衡算结果 27
4 设备的工艺计算 29
4.1 塔设备设计 29
4.1.1 概述 29
4.1.2 塔设备选型 29
4.1.3 塔工艺计算 30
4.1.4 塔设计结果及可行性分析 39
4.2 热虹吸式再沸器(E-05)设计 41
4.2.1 概述 41
4.2.2 换热器工艺方案的确定 41
4.2.3 换热器工艺计算 42
4.2.4 换热器设计结果可行性分析 46
总结 48
参考文献 49
致谢 51
附录 52
总结
使用Aspen Plus软件对煤制甲醇精馏过程进行模拟,能快速、准确的得到模拟结果,并可进行进一步的优化。模拟优化结果可以对设备进行设计和校核,体现了软件模拟的优越性。对主精馏塔和工艺进行优化,优化后的参数为萃取水的加入量为600kg/h(与进料比为4.4%)。加压塔的总板数为52块板,第42块板进料。常压塔的总板数为49块板,第12块板进料,第46块板侧线采出。优化后的产品甲醇精度为99.85%,其中乙醇质量浓度为74ppm,丙酮质量浓度为5ppm,废水中甲醇质量浓度为41ppm,均满足毕业设计任务书中对产品和废水的质量要求。
使用Cup-Tower软件对精馏塔进行设计和校核。达到校核要求的预精馏塔信息为塔径2.2m,浮阀塔,双溢流,开孔率为11.87%。加压塔信息为的塔径2.2m,浮阀塔,单溢流,开孔率为9%。常压塔的塔径2.4m,浮阀塔,单溢流,开孔率为13.78%。
使用HTRI软件对主换热设备进行设计和校核。达到校核要求的的换热器信息为换热器公称直径为1500mm,换热管长度4500mm,折流板间距为1000mm,换热面积为608.722m2,单管程,换热管规格为Ø25×2,管心距为32mm,管子根数n=1753根,排列方式为30度角排列。
参考文献
[1]张志源.甲醇汽油加注站消防安全性探析[J].中国公共安全(学术版),2015(01):56-58.
[2]段付岗,谭宏亮.甲醇生产装置安全风险分析及管控措施[J].煤炭加工与综合利用,2018(04):60-64+8.
[3]邵永飞.煤制甲醇生产过程中存在的安全隐患及应对措施[J].化工管理,2017(01):109.
[4]魏甜甜.煤制甲醇主要危害源分析及安全生产策略[J].山西化工,2018,38(01):174-176.
[5]刘绍禹. 煤气化生产甲醇项目环境风险评价研究[D].西南交通大学,2009.
[6]孙俊伟,刘涛.煤化工生产中甲醇精馏系统的模拟探析[J].山东化工,2015,44(20):117-119.
[7]边磊. 年产15万吨甲醇工艺设计[D].天津大学,2017.
[8]王勇. 富含乙醇的粗甲醇精制工艺研究[D].天津大学,2014.
[9]宋维仁. 大型煤化工甲醇精馏过程模拟与仿真[D].华东理工大学,2012.
[10]吴声旺.甲醇双塔精馏和三塔双效精馏工艺应用比较[J].化学工程与装备,2009 (07):55-60.
[11]王同宝,周亭亭,赵国忠.甲醇精馏方案技术对比[J].大氮肥,2012,35(03):193-196.
[12]陈银生,应于舟.Aspen工程软件在甲醇精馏工艺设计中的应用[J].石油与天然气化工,2005(04):251-252+224.
[13]孙泽峰,江承儒,王俞彤,李可心,周晓颖,刘佳鑫.三塔双效精制甲醇的设计与优化[J].化学工程与装备,2017(03):23-25+34.
[14]叶启亮,朱明明,李玉安,孙浩,应卫勇.节能环保型甲醇精馏装置的流程模拟与优化 [J].天然气化工(C1化学与化工),2017,42(02):76-81.
[15]王绍云,向阳,初广文,邹海魁,陈建峰.甲醇精馏系统的模拟与优化研究[J].计算机与应用化学,2015,32(04):403-407.
[16] 黄风林,向小凤.甲醇精馏过程四塔流程模拟分析[J].石油与天然气化工,2007 (01):18-21+90.
[17] 张悦. 甲醇四塔精馏流程模拟及塔器选型分析[D].华东理工大学,2017.
[18] 陈迎春.3+1塔甲醇精馏的流程特点与工艺分析[J].广州化工,2010,38(11):200-201.