




��ICP��112451047180��-6
����Aspen Plus�����Ѽ״�ˮ�����ϵ���߾���������������
ժҪ
�����Ѻͼ״���Ϊ���̹�ҵ�еĻ������л�����ԭ�ϣ�ͬʱҲ����Ҫ���л��ܼ����״��ɹ㷺Ӧ����ũҩ��ҽҩ�������Լ��ϳ���ά��ҵ��Ҳ�Ǻϳɼ�ȩ�����ᡢ���������Լ����������ѵȶ��ֻ�����Ʒ�ĵ��壻����������ҩ��ũҩ����������������ȷ�����й㷺��Ӧ�ã���������������Ҳ����Ϊ���ȼ�ϣ�����ƽ��������Ч���롣
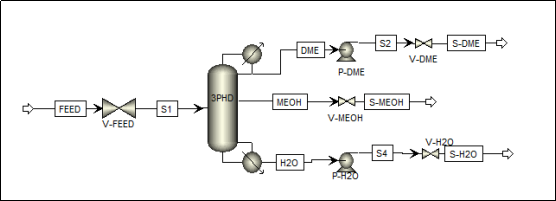
����Ʋ��ü״������������ѣ��Բ��߾�����洫ͳ��˫������Լ״��������Ѻ�ˮ���з��롣����ϵͳȷ����������Ϊ100kmol/h����������ϵ�����Ϊ������0.05��Ħ����������ͬ�����״�0.50��ˮ0.45������Aspen Plus������RadFrac�ϸ���ģ�飬ѡ��NRTL�����Է����Զ�����/�״�/ˮ���߾�����̽�����ơ�ģ�⼰�Ż�������ȷ�����߾���������Ʒ���Ϊ�����۰�����Ϊ52�飬����λ��Ϊ��32�����壬���߳���λ��Ϊ��12�����壬������Ϊ41������ѹ��Ϊ11atm�����߾��������������Ѳ�Ʒ�Ĵ���Ϊ98%�����߳��ڴ��״��Ĵ���Ϊ97.8%������ˮ�Ĵ���Ϊ98%�������ȫ���㹤ҵ����Ҫ��
����̬ģ��Ļ����ϣ�����Aspen Dynamics�����Ծ�����̽��ж�̬���Ʒ���������������ڽ��������Ŷ���±5%���ͽ�������Ŷ���±5mol%���Ĺ����£��ٷ����ȸ��ɡ���Ʒ���ȡ������¶ȺͲɳ��������Ȳ������ɴﵽƽ�⣬�ָ����趨ֵ�����˵������ƽ����Ĺ���ϵͳ�ڲ�ͬ���Ŷ��¾����ȶ������С�
�ؼ��֣����߾���Aspen Plus����̬���ƣ�Aspen Dynamics
Ŀ¼
ժ Ҫ I
Abstract II
Ŀ ¼ III
��1�� ���� 1
1.1 �����ѡ��״����������ʼ���; 1
1.2 ����������ѵķ�չ״�� 2
1.3 ���߾��� 4
1.4 Aspen Plus����ģ��������� 5
1.5 ѡ���Ŀ�ļ����� 6
��2�� ��ƹ涨 9
��3�� ��̬ģ������� 11
3.1 ��̬ģ����� 11
3.2 ���ղ����Ż������ 12
3.2.1 ������ƹ涨 12
3.2.2 ����λ���Ż� 14
3.2.3 �������Ż� 14
3.2.4 ���߲ɳ�λ���Ż� 15
3.2.5 �Ż�������� 16
��4�� ��̬ģ������� 21
4.1 ���Ķ�̬��������������� 21
4.1.1 ���� 21
4.1.2 �����ߴ� 22
4.2 ��̬���� 23
4.3 ��װ�������� 23
4.4 ���ƽ������ 25
4.4.1 �̵�-�������� 25
4.4.2 ���������Ŷ� 27
4.4.3 ��������Ŷ� 29
��5�� �ܽ���չ�� 33
��л 35
����� 37
�� ¼ 39
һ����������о�������Ŀ��
���������ú��ʯ�͡���Ȼ���Ȳ���������Դ�IJ��Ͽ��������ã��䴢�������٣�Ѱ���µ���Դ��������������Դ�Ŀ��ɳ�Ϊ����������ǰ��һ�����⣬����������״����ھ߱������������ʳ�Ϊ����Һ��ʯ�������ȵ㡣������������ȼ��֮�⣬��������״�Ҳ����Ҫ�ġ�Ӧ�ù㷺���л�����ԭ�ϣ��ڶ����ѵ�Ӧ�������������ǰ���£�����������ȽϸߵĶ������ֳ�Ϊһ����Ҫ���о����ݡ��ڴ�ͳ�Ķ��������������У������ü״��ϳɷ������ô˷������������ѵĹ����У������ɶ�����֮�⣬�������ˮ�������ڷ��뾫�ƹ�����ͨ���������������ѡ��״���ˮ�ķ��룬����ͳ�ķ��뷽�����õ���˫�������������ڳ�ѹ�µķе�Ϊ248.4K���״��ķе�Ϊ337.7K�����߷е����ϴ�����Ϊ����ֵĶ������ں����ϵ͵�����£�����˫�����������������豸��Ͷ�ʣ������ñ���ƵIJ��߾���ķ������з���ʱ����������������ǰ���£��ܹ������豸Ͷ�ʡ������ܺģ����߱��ײ�����װ�ü��ŵ㣬�ܹ�������õľ��������Ч�档
����Ʋ��ô�������ģ������Aspen Plus�߱��Ŀ�Ԥ����������ɡ����ʡ��������������ԣ��Զ�����-�״�-ˮ��Ԫ��ϵ���ò��߳��ϵķ�ʽ���з���ģ��,���Ż���ȷ����ѹ��ղ���������ͨ��Aspen Plus�����������Ĺ��ƻ���������߸ߵȲ���������Aspen Dynamic��̬ģ�������У������ӿ���֮��ͨ�����������Լ���������Ŷ������������������ȶ��ԣ�Ϊʵ�ʵĹ�ҵ�����ṩ�ɿ������ݡ�
���������ⷢչ��״
�����������������Լ�ȼ�ϣ�����Ϊ“21���͵������Դ��Ʒ”��“�����Ѻõ���������Ʒ”�����Զ����Ѿ��о�ķ�չDZ����
���������ͱ���������ʯ��Σ������ʹŷ����һЩ��������о��ɺϳ����Ƴɶ����ѣ���һ���ϳ����ͣ��Ӷ�Ӧ��ʯ��Σ�����ڴ��о��Ĺ����У�ȡ���˽϶�ĺϳ����ϳɶ����ѵĴ���ר�����������ڷ�Ӧ������һ����̼��ת���ʽϵͣ���50%���������ѵ�ѡ���Խϵͣ�����һ�ϳ�·�߲�δʵ�ֹ�ҵ������һ�о�����Ӧ�������ԡ�
���ſƼ��Ŀ��ٷ�չ����������Ľ�����������������ͻ�������������Լ�������з�������ʹ�öԳ�������ƻ��̶ȸ������Dz��ܺ��ӵģ����Դ�������80���������ŷ����һЩ��չ���Ҿͷ�������ʹ��չ�������۲�������ֹ����Ӧ�����������У����������������������������Եõ��˹㷺���Ͽɶȣ���Ϊ����������ĽϺ�ѡ��ʱ���ü״���ˮ�����������ѳ�Ϊ����Ҫ�ֶΣ������Ѿ�ʵ���˹�ҵ�����ܹ�ģ�ﵽ120kt/a���ϡ�
���Ŷ����ѵ�ʹ�ø��ӹ㷺���ҹ�Ҳ������������о�����ʼʱ��Ϊ������80�����������ʱ����Ϊʵ�����о�������1994�����ϻ����о����Ժ�����о�������״���ˮ����ȡ�����ѣ����ҽ���2��2.5kt/a�Ķ���������װ�ã����õ��IJ�Ʒ�����Ѵ��ȿɴﵽ99.99%�������ҹ�ʹ�úϳ�������ȡ�����ѵļ����Ծɴ�������Σ���ĿǰΪֹ���ϳɶ����ѵķ�����Ҫ�����ᷨ���״�Һ����ˮ�������״�������ˮ�����ϳ���һ��ֱ�Ӻϳɷ���������̼���ⷨ�����������֡�
���ںϳɶ����ѵ��������ַ�����ǰ���ַ�����ԱȽϳ��죬�������ַ������Դ����о��Ρ�������ǰ���ַ������������ѣ����״��ϳɶ����ѵĹ�ҵ�����У��������������������ѡ��״��Լ�ˮ������ֵķ������⣬��������������ͨ������˫������ķ�������[6],[9]�����ڳ�ѹ�£������ѵķе�Ϊ248.4K���״��ķе�Ϊ337.7K�����߷е����ϴ�����Ϊ����ֵĶ����Ѻ����ϵͣ��ʱ���Ʋ��ò��߾���ķ�����������ֽ��з���ʱ����˫��������ȣ��ܹ������豸��Ͷ�ʣ������ײ�����װ�ü��ŵ㡣
�����о������뷽������
��1���˽�����ѵ�������״�Լ����ᆱ���ж����ѡ��״���ˮ�����ϵ�ķ��뷽����
��2������Aspen Plus�����Բ��߾���������ģ���Ż�������Aspen Dynamics���������ӿ��Ƶľ��������ж�̬�Ŷ���
��3������ģ������д��ҵ���ġ�
�ġ��������
1��ժҪ��
2��Ŀ¼��
3�����ģ�
4���ο����ף�
5�����
�塢����������ơ��������⼰�����ʩ
1���������ȣ�����Ϊ��λ��
��1��ѡ�⣬���´��ҵ���������� 1��(��1��1��)
��2�������������ⱨ����� 1��(��2��2��)
��3��ģ������ 7��(��3��9��)
��4����ɱ�ҵ���ij��� 1��(��10��)
��5����ҵ�����ģ����壬��ӡ 1��(��11��)
��6���� �� 1��(��12��)
2���ѵ㼰�����ʩ
��1���Զ����ѡ��״���ˮ����ֲ��ò��߾���ķ������з��벻���˽⣬ͨ����������������Ͻ���ѧϰ������ȷ�����߳��ϵ�״̬ΪҺ�ࡣ
��2������û�нӴ���Aspen Plus��Aspen Dynamics�������ڽ���ģ������Ĺ����д������⣬ͨ�������ʦ�������ۿ���Ƶ����ѧϰ������������Խ����˳�������ģ�⡢�Ż��������Լ����ĵ�д��
���������
[1]����. �״�˫Ч������ƽṹ�������ģ��[D]. �ɶ�: ����ʯ�ʹ�ѧ, 2014: 48-51.
[2]ë����. ����״���ˮ�ƶ����ѹ���ģ�����Ż�[D]. ֣��: ֣�ݴ�ѧ, 2013: 1-10.
[3]֣����. �ϳ���һ�����Ʊ������ѵķ��빤������ģ�����Ż�[D]. �ൺ: �й������ѧ, 2013: 1-12.
[4]л�˲�, ����ҵ. �״�����ѧ[M]. ����: ��ѧ��ҵ������, 2010: 577-590.
[5]������, ������. �����Ѳ�ҵ��չǰ��̽����չ��[J]. �е���, 2011(06): 1-4.
[6]������, ����, ������. �״�������ˮ�ƶ����ѵĴ���[J]. ������չ, 2013, 32(4): 816-819.
[7]�ƺ���. �״���ˮ�ƶ����ѹ����о�[J]. �е���, 2003(4): 11-14.
[8]��ѧƼ, ���, ��Ϊ��. �״�������ˮ�ƶ����ѹ�������ѧ����[J]. ��ѧ��Ӧ�����빤��, 2008, 24(6): 535-540.
[9]����. ����״������һ��ֶ���������ģ�⼰�Ż�[D]. ���: �ӱ���ҵ��ѧ, 2006: 2-10.
[10]����ʤ, �Ե�. �״�������ˮ���ƶ����Ѳ��������о�[J]. ��������, 2007, 36(3).
[11]��־ɽ, �����ߵ�. ������/�״�/ˮҺ����߾�������ģ�������[J]. ɽ���Ƽ���ѧѧ��, 2017, 36(1).
[12]������. ��������ģ��ʵѵ[M]. ����: ��ѧ��ҵ������, 2014: 2-3, 150, 232.
[13]Luyben W. L. Aspenģ�������ھ�����ƺͿ����е�Ӧ��[M]. �Ϻ�: ����������ѧ������, 2015: 112-138, 212-213.
[14]Luyben W. L. Distillation design and control using AspenTM simulation[M]. 2nd ed. New Jersey: John Wiley & Sons Inc, 2013: 274-277.
[15]������, �Ե��̵�. ����ԭ��(�²�)[M]. ����: ��ѧ��ҵ������, 2009:82.