




苏ICP备112451047180号-6
基于AdvantEdge加工的45钢微铣削力仿真与预测
摘要
微铣削在制造业中具有广泛应用,对其力仿真与预测的研究能为制造业提供可靠的加工数据和参数。钢材作为持久热门的材料,在制造业中占据重要地位。本研究基于AdvantEdge,旨在对45钢微铣削力进行仿真与预测,并通过Isight软件实施多目标优化,以提供制造业所需的加工数据和参数,进而提高钢材的加工效率和质量。研究内容包括:
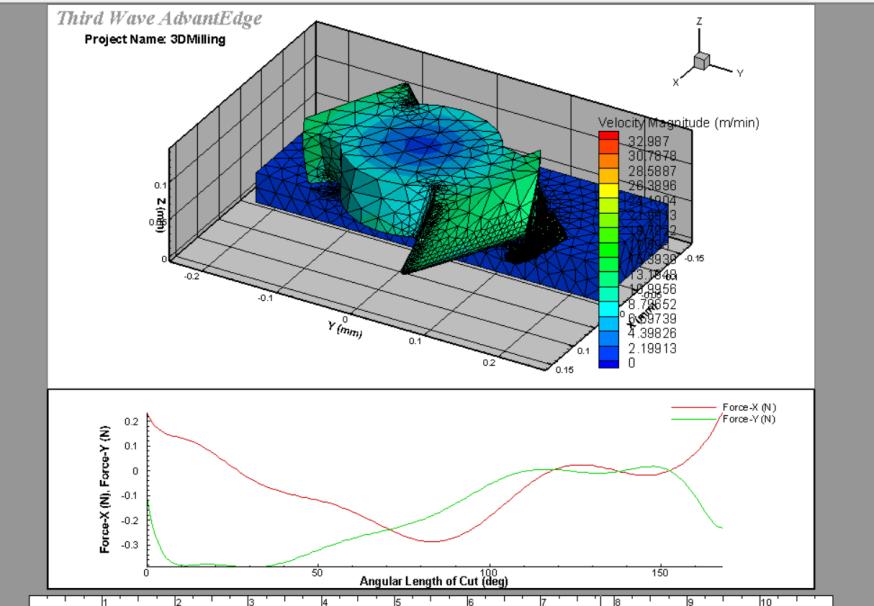
1.采用基于AdvantEdge的微铣削力仿真和预测方法。首先,分析45钢微铣削力的特性,获取其力学模型。然后,利用AdvantEdge对模型进行仿真,预测实际加工过程中的微铣削力。
2.分析主轴转速、每齿给进、切削深度、刀具前角及刀刃圆弧半径对铣削力的影响,并对单因素实验结果进行分析,研究各变量对铣削力的作用。
3.利用正交实验方法,研究切削参数和刀具几何参数对铣削力的影响规律。通过数据分析,运用多元线性回归预测铣削力。
4. 对实验结果进行Isight多目标优化。首先,采用最优拉丁超立方算法对三个主要影响因素进行试验设计,选取合适的采样点,并得到相应的铣削力仿真结果。接着,通过代理模型拟合切削深度、每齿进给、主轴转速与铣削力的近似模型。最后,以铣削力为优化目标,运用多目标优化的非支配排序遗传算法NSGA-II进行优化,选取最优结果。
仿真结果显示,在不同参数组合下,加工45钢的微铣削力存在差异,加工参数应根据实际情况进行调整。本研究基于AdvantEdge对45钢的微铣削力进行了仿真与预测,取得了一定的成果。然而,该方法仅针对一种加工材料进行仿真,对其他材料的适用性尚需进一步探讨。因此,今后应深入研究提高仿真结果的准确性和精度,以更好地为制造业提供技术支持和服务。
关键词:AdvantEdge仿真平台;45钢;微铣削加工;力预测;正交实验;Isight多目标优化
目 录
第一章 绪论 1
1.1 研究背景和意义 1
1.2微铣削理论国内外发展现状 1
1.3 研究内容 3
第二章AdvantEdge仿真平台概述 4
2.1 AdvantEdge仿真平台的基本原理 4
2.2 AdvantEdge仿真平台的应用范围 4
2.3 AdvantEdge仿真平台在微铣削力预测中的研究进展 5
第三章 加工45钢的微铣削力特性分析 6
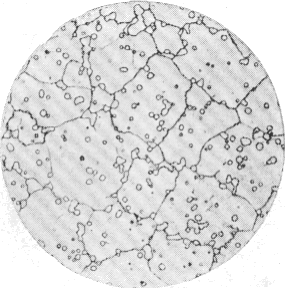
3.1 材料参数 6
3.2 微铣削力的影响因素分析 7
3.3 微铣削力的特性分析 7
第四章 基于AdvantEdge的微铣削力仿真与预测 9
4.1 AdvantEdge仿真模型的建立 9
4.2 单因素实验及结果分析 12
4.2.1主轴转速对铣削力的影响 12
4.2.2 每齿给进对铣削力的影响 15
4.2.3 切削深度对铣削力的影响 17
4.2.4 刀刃圆弧半径对铣削力的影响 19
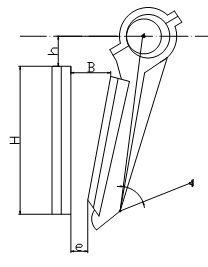
4.2.5 刀具前角对铣削力的影响 22
4.3 正交实验及结果分析 24
4.3.1 正交实验介绍 24
4.3.2 结果分析 24
第五章 Isight多目标优化 27
5.1 Isight软件简介 27
5.2 设计优化路线 27
5.3设计优化方案 27
5.4 代理模型的建立 29
5.5 NSGA-II算法优化 30
5.5.1 NSGA-II 算法介绍 30
5.5.2 NSGA-II 算法优化过程 31
第六章 总结与展望 33
6.1 研究成果总结 33
6.2 下一步研究方向展望 33
致谢 34
参考文献 35
第六章 总结与展望
6.1 研究成果总结
本文基于AdvantEdge对加工45钢微铣削力进行了仿真与预测研究,取得了以下研究成果:
首先,通过对45钢微铣削力的仿真,实现了对实际加工中难以获得的切削力数据的获取与分析。仿真结果显示,刀具尺寸和刀具材料均对微铣削力产生了较为显著的影响;同时,切削速度和进给速度也是导致微铣削力变化的重要因素。
其次,本文利用仿真结果对45钢微铣削力进行了预测。预测结果表明,在切削深度为0.01mm,每齿进给为0.001mm,主轴转速为时18000时,微铣削力最小值可达到左右。最后,本文通过对数据的优化处理,对铣削力进行优化。优化数据表明,仿真结果与预测结果具有良好的一致性,验证了本文所提出的方法的可行性和准确性。
综上所述,基于AdvantEdge对加工45钢微铣削力进行的仿真与预测研究,为实际加工中高精度、高效率加工提供了有力的支持和参考,具有重要的理论和应用价值。
6.2 下一步研究方向展望
在本文的研究中,本文基于AdvantEdge对加工45钢微铣削力进行了仿真和预测。通过实验数据的对比和分析,本文成功建立了可靠的模型,并对该模型进行了验证。研究结果表明,本文的模型具有较高的准确性和预测能力,可以用于加工45钢微铣削力的仿真和预测。
下一步,本文将着眼于以下几个方面进行深入研究。首先,本文将进一步完善当前模型,提高其准确度和预测能力。其次,本文将对更多的加工参数进行实验和仿真,以验证模型在不同加工条件下的适用性。此外,本文还将探究微铣削力对不同材料的影响规律,以扩展模型的应用范围。
总之,本研究为加工45钢微铣削力的仿真和预测提供了有效的方法和模型,并在实践中得到了成功的应用。未来本文将继续深入探究相关问题,提高模型的应用价值,推动微铣削力仿真和预测技术的发展和应用。
参考文献
[1]史振宇.基于最小切除厚度的微切削加工机理研究[D].济南:山东大学,2011.
[2]Ikawa N,Shimada S,Tanaka H.Minimum Thickness of Cut in Micromachining [J].Nanotechnology,1992, 3:6-9.
[3]Lucca D A,Seo Y W.Aspects of Surface Generation in Orthogonal Ultraprecision Machining[J].Annals of the CIRP,1994,43:43-46.
[4]周军.铝合金 6061-T6 微切削加工机理及表面完整性研究[D].济南:山东大学,2010.
[5]贾秀杰. 刀具钝化对切削力及表面粗糙度的影响[J]. 计算机集成制造系统,2011,17( 7) : 1431 - 1434.
[6]陈德根,于福权. 基于激光辅助的氮化硅陶瓷车削表面质量研究[J].机电工程,2020,37( 4) : 394 - 398.
[7]焦锋,李太平,赵勇. PCBN刀具超声振动车削45淬火钢的切削力与温度研究[J]. 工具技术, 2009.
[8]吴燕.基于AdvantEdge的麻花钻钻削45钢切削参数优化[J].工具技术,2019(12):70-73
[9]刘军杰.Ti-CFRP-Ti叠层材料制孔工艺参数优化[D].河北:燕山大学机械工程系,2019:52
[10]Rahman,M,Lim,H S,Neo,K S,Kumar,A S,et al.(2007) Tool-based nanofinishing and
micromachining,Journal of Material Processing Technology,185,2-16.
[11]吴洪亮. 微尺度铣削加工工艺基础问题研究[D]. 东北大学, 2013.
[12]张文盟.TC4钛合金钻削刀具几何参数优化[D].太原:太原理工大学工程系,2019:31
[13]刘宇,别海楠. 6160 铝合金微铣削切削力仿真与预测[J]. 工具技术,2016,50( 12) : 29 - 35.
[14]唐尚.钢轨材料铣削有限元仿真及加工参数优化研究[D].湖南:湖南大学机械工程系,2018:17
[15]李茂彬.基于AdvantEdge的高硅铝合金切削性能研究[D].四川:西华大学机械工程系,2016:46
[16]冯志喜.基于有限元法的淬硬 45 钢切削刀具参数研究[D],昆明:昆明理工大学,2011.
[17]张玉腾,杨发展,刘庆峰,乔石,李丹乐.铝合金 6061-T6 铣削仿真与试验研究[J].组合机床与自动化加工技术,2016(12):42-45.
[18]Wu J,Liu Z Q.Modeling of Flow Stress in Orthogonal Micro-cutting Process Based on Strain Gradient Plasticity Theory [J]. International Journal of Advanced Manufacturing Technology, 2010, 46(1 一):143-149.
[19]曾林林,周利平,张敬志. 基于 AdvanEdge FEM 的车刀参数优化试验研究[J]. 工具技术,2015,49( 12) : 49 - 52.
[20]焦锋,王东. CFRP钛合金叠层材料制孔技术的现状与展望[J]. 宇航材料工艺, 2018.
[21]刘永新. 离散型制造过程工时数据处理与优化调度方法研究[D]. 哈尔滨工业大学, 2010.
[22]周保民,张建国.基于粒子融合NSGA-Ⅱ的永磁无刷直流电机多目标优化[J].电子世界,2013(7):64-65