














��ICP��112451047180��-6
����CAE�������ӹ������Ż�
һ��ѡ���Ŀ�ĺ�����
Ŀ�ģ������ҹ�����ҵ�IJ��Ϸ�չ���ں��պ��졢�����ͨ�ȣ��߶�װ������������ӹ�������Խ��Խ�࣬�ر�������Ѽӹ����ϵ���ӹ�������ڷ�չ�������߶�װ�������������ӹ�����Խ��Խ����ӹ����Ѽӹ������ϵ������뾫��Ҫ���
����ߣ������о���������ӹ�������ӹ��������������Ļ���CAE����ӹ����ղ��������Ż���������ǹ��ӹ�Ϊ�����õ��������߲������������������¶ȵ�Ӱ����ɣ�Ȼ�����ӹ�ģ������ݽ��жԱȷ������õ��������֮��Ĺ�ϵ���������ӹ���Ч�ʡ����ͼӹ��¶ȡ��ӳ�����ʹ����������ӹ����������������ɱ��ṩ�˱�����������ݣ��Խ����о�����һ���Ľ�����塣Ŀǰ��������ؼӹ������ž��ܻ����ɿ�������Ч����ģ�黯�����ܻ��ķ���չ�����ߡ��괲������ȼ���������ӹ�����仯���ƣ�������Ԫ�����ķ�չ�����ܹ��ٽ�����Ч�ʵ��������Ӷ�����������Ч�ʷ���ķ�չ������
���壺���ž������ķ�չ��������������Դ����Ͳ������ǵ���Դ�۸��Լ��������صĻ���������ʹ����ҵѰ�����Ч�͵ͳɱ��Ľ������������������Ǻܶ�ȼ�Ϳ���ϵͳ�е��͵Ľṹ���ؼ������߶˿�������������ص��ǽṹ���ӡ���ϵ�ڶ࣬���ڲ����������ڶ��ݺύ���ĸ�����ף���С����ȴ�ֱ���Ӽ�������ʮ���ײ��ȡ���ӹ��Ѷȴ��ܺĸߡ�Ч�ʵ͡��ϵ�����ʵ�ʹ�������ӹ�ռ�ӹ�������40%���ң���ӹ�������Ч����Խϵͣ�����ӹ������ڰ��ջ���ȫ��յ���ҵ״���н��У�����Ӱ��Ч�ʺͼӹ����������ظ��Ӷ���������������������ѶȽϴӹ����Ⱥͼӹ�����Ҫ��ߣ���ˣ������������������ϵͳ���о��Ե���Ϊ��Ҫ��Ŀǰ�ҹ�����ҵ�и��ӿ�����ӹ��ձ���ڼӹ����ڳ�������Ч�ʵ��Լ��ӹ��ܺĸߵ����⣬�������������ĸ���ԭ��������Կ�������ļӹ��ܺ������о��������룬���²���ȷԤ������ƻ�е�ӹ�ϵͳ���������ģ���һ����ɻ����ܺ�ƫ�ߺ���Чƫ
�͡�������ӹ����ۣ���������Ԫ��ģ�����棬�о�ǹ�����������еĹ��ղ����Ż����⣬��������������ʵ����֤�����ʵ��������������Լӹ����ȵ�Ӱ�졣�о���������ǹ�������ӹ�Ч�ʺͼӹ����ȿ��Ʒ������һ���IJο����塣
���������������
��������2021�꡶��е������о����ڿ�������CAE�������ӹ������Ż���һ�����������CAE�������ӹ������Ż������������ۻ�ƫ��������ģ����Ϊֱ�߶��������淽������ͨ��ʵ��������֤ģ�ͼ�������ȷ����φ38mm����1050mm��ǹ��ӹ�Ϊ����������������ģ�ͣ��õ����������͵��߲������������������¶ȵ�Ӱ����ɣ���һ��ͨ���ۻ�ƫ��������ģ�ͣ��õ���ͬ���������µ�ֱ�߶ȡ�ͨ����Ŀ���Ż�ģ�͵õ����ŵļӹ����ղ���:ת��720r/min��������0.03mm/r��������������4��֧�Ż����������27°���ڽ�20°�����е��о�����Ϊ��ӹ����ղ����Ż��ṩ�������������ӹ�����������Ҫ���塣
Ǯ����2021�꡶��ϻ������Զ����ӹ��������ڿ�����������ȶ��ȵ���ӹ�ǹ��ṹ�����Ż���һ�����ᵽ��ӹ��е�������ƫб��Ӱ���ֱ�߾��ȡ����ij�ͷ�������ݼ���һСֱ����ӹ������ȣ�����ǹ�굼�������ȶ��ȷ���;��Σ����ȶ������ΪĿ�꣬�����Ŵ��㷨,��ǹ��Ľṹ���������Ż�;���������Ԫ����������ƫбԤ��ģ����֤�Ż�Ч��������������Ż����ǹ�꣬�ȶ��Ƚ��Ż�ǰ���9.01%,��������С5.78%,Ԥ������ƫб��0.0085mm,�����ֱ�߾���Ҫ��
��������2022��ġ����������Բ�ȼӹ����ղ����Ż��о������ᵽ������������Բ�ȼӹ��������ϵ����ӹ��ܺĸߡ��ӹ�ʱ�䳤�����⣬�������������е�������������м�����Ĺ���������������ģ�ͣ�������С���ĺ�������ȥ����ΪĿ�꣬����NSGA-II�ķ�������������ת�ٺͽ����������Ż���ͨ��ʵ����֤���ﵽ�˽��ͼӹ����ġ���ӹ�Ч�ʵ�Ŀ�ġ�
��������2019����ɵ�˶ʿ���ġ����ǹ��ӹ����ղ����Ż����������ơ����ᵽͨ��UG8.0��Deform-3D�ֱ���ǹ����ͷ���������άʵ��ģ�ͺ�����Ԫ����ģ�ͣ�����Deform-3D����Ԫ����̽���������̼���м�γɻ�������ʾ��ͷ��������̺���м���γɹ��̼�����ι��ɣ��������������ı仯���ɡ������¶ȷֲ�����ͷĥ���������Σ�ͨ���Բ�ͬ�����������з��棬�ֱ�õ�����������������¶Ⱥ���ͷ��ЧӦ����Ӱ�����ߣ�������ͬ����������ǹ��ӹ���Ӱ����ɡ��������¶ȡ�����������ͷ��ЧӦ����Ϊ���������ۺϿ��ǵ��������������ӹ�Ч�ʣ���ǹ���������̵Ĺ��ղ��������Ż���Ȼ��ͨ������45��������ʵ�飬�����������Ĵ�С�������ֵ���жԱ����������֤��ֵģ�������������̵Ŀ�����������ԡ����ͨ�������ط���������ʵ�飬��������������Բ�ȡ��ֲڶȼ���ƫ��Ӱ����ɣ�ͬʱ����������������м��̬�Ĺ�ϵ����ͷĥ��������Թ����ӹ����Ƚ��п��ƣ������ʵ���������ӹ��ա�����������������������������������Ĵ�ʩ��
�ڶ�ǰ������ӹ������Ż�����������������о���ʹ�ҵĿ������˺ܶ���Բο������ݣ�����û����Ծ��������г��ֵļӹ������������������о�����˱��ľ����о���ֵ��һ������ʵ���塣
���������
1����
1.1�����о�������Ӧ�ü�ֵ1.2��ӹ�ϵͳ�ķ�չ1.3�������о���״1.4���������о�����Ҫ����
2��ӹ�����ģ�͵Ľ���
2.1������������ģ��2.2CAE�������ݴ���2.3�����������ģ��2.4������ֱ�ȼ������ģ��2.5���У��
3�����ķ������
3.1�������̷���3.2����Ť��������������3.3�����¶ȷֲ���������3.4������̬����3.5ĥ�����
4���ղ�������״�ֱ�ȵķ���
4.1�����ٶȶ���״�ֱ�ȵ�Ӱ��4.2�����ٶȶ���״�ֱ�ȵ�Ӱ��4.3����Һѹ������״�ֱ�ȵ�Ӱ��
5�������ղ�����Ӱ�����
5.1������������������Ӱ��5.2���߲�������������Ӱ��5.3���ղ����������¶ȵ�Ӱ��5.4�ֶ������Դ�ֱ�ȵ�Ӱ��5.5�ٽ���������Ӱ��
6��ӹ����ղ����Ż�
6.1�������������ģ��6.2Ŀ�꺯��
7����
7.1����7.2չ��
�����
��л
�ġ��о����������輰��ʩ��
�������
������ʵ������ͨ����ӹ����֪ʶ�������Ϸ�����������Ŀ���ԭ���������괲��ʵ��������CAE�����Ͻ��з��棬�����н���������졣
�����Աȷ�������ͨ��Ӳ�ʺϽ����ꡢ�µ���ǹ��ȵ��ߵķ���ӹ����ݶԱȷ����Լӹ����Ӱ�죬�ó��������ۡ�
ʵ�鷨��ͨ��CAE������������ģ��������Եó��Ĺ��ղ�������Ӱ��������������괲ǹ��������������Լӹ���ף�����֤�ó��Ľ������ȷ�ԡ�
�����о������Ķ��Ͳο���ص���ӹ����ף���������Ʊ��о��Ļ�����ܡ��о����ݺͻ���������
�о����裺
��1��ǰ��������ȷ�����о������ƶ��о��ƻ�������������ϣ�ѧϰ��ͨCAE���������ĸ���Ӧ�ã�ʵ�ؿ��������괲��ͷ������ӹ�ʱ��״̬���˽���ӹ��Ĺ�����ʽ�Ͳ�ͬ���ʵ���ӹ����ա��鶨������١�
��2��д���������뿪�ⱨ�棺�����ռ�����������ϣ�������ѡ��Ŀ�������飬��ָ����ʦ��ѯ��������
��3������д��ͨ�����ռ��������Ͻ��������������ʦ�Լ�ǰ�˵��о��ɹ��������ij����д���ٸ���ָ����ʦ����������ģ����ն��塣����������ݣ������ӹ�����Ĺ��շ�������֤���շ����������ȷ�ԡ���������������֤��������Ŀ����ԣ�����ӹ����ղ����Ż�������ϸ�о���
��4�����������
�����Ķ����ύָ����ʦ�����Ľ�ʦ��������硣
�о���ʩ��
��1������ʵ���ҵ������������ͻ�е��ơ������괲��ͷ�������ݷ�������ӹ���CAE����������������ϡ�
��2��ѡ�û��������괲���Է����е����ֽ�����в������顣
��3��̽���������̼���м�γɻ�����
�塢���Ȱ���
1 �������ϣ������о����ⶨ�����о����ݺ�ʵ�ֵĹ��ܣ�����д����٣�д���ⱨ�档��ʦ�ټ�ѧ����̸���������Ŀ���ָ��������ⱨ��д��ע�����ѧ���������ף��ܽ���������д����٣���ʦ�����Ĵ�٣��������Ľṹ����ɿ��ⱨ��
2 ������ƣ�����ƺ������ģ����ڼ�顣�����ָ����ʦ��ѧ��Ҫ������������ʦָ����ѧ��������ʦ��Ҫ������ϵͳ��������
3 ���ڼ��
4 ��ơ�������ɺͶ��塣����ѧУ���ĸ�ʽҪ��������ĸ�ʽ���Ű棬�γɶ���
5 ��ƺ���������������ѧ�������IJ��ز��ύ����ѧУҪ��IJ��ر��棬�ظ��ʿ�����30%���ڡ�ָ����ʦ��������ʦ�����Ľ��������γ���������ͳɼ�
6 ��ҵ���ģ���ƣ���硣ѧ�������б������ϣ������㱨PPT������ѧԺͳһʱ��Ҫ��μӱ��裨���ģ����
7 ���ĵ������������浵
ժҪ
�������Ի���CAE�������ӹ�Ϊ�о����ݣ��Ż��ӹ����������������ǹ��ӹ�����Ϊ��������ӹ�ģ�����ݽ��жԱȷ������õ��������֮��Ĺ�ϵ���Խ�������ӹ��о��߱�һ���Ľ�����塣
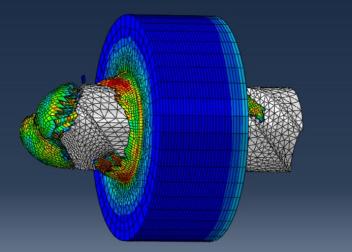
���ȣ�����ANSYS����Ԫ����̽���������̼���м�γɻ�������ʾ��ͷ����м�γɹ��̺���������Լ�Ӱ����ι��ɣ�������ͷ����ʱ��ĥ�����������ʱ��ͷ���¶ȷֲ�����������������ȵı仯���ɡ���Σ�ͨ���Բ�ͬ�����������з��棬�ֱ�õ�����������������¶Ⱥ���ͷ��ЧӦ����Ӱ�����ߣ�������ͬ����������ǹ��ӹ���Ӱ����ɡ��������¶ȡ�����������ͷ��ЧӦ����Ϊ���������ۺϿ��ǵ��������������ӹ�Ч�ʣ���ǹ���������̵Ĺ��ղ��������Ż���
�����Ҫ�õ������������������������¶ȷֲ�����м����������ĥ��ȵı仯���ɣ��ݴ�����˻��ھ�����Ť�صȷ���ʵ�顣�������ӹ�Ч����ͬ������£��������ٶȡ��߽�����мЧ�������ȸ������ٶȡ��ͽ����Ķ�мЧ��Ҫ�ã�ǹ��ӹ�45�Ÿְ���ʱ�����������ٶ�60��70m/min��������0.035��0.045mm/r����м�ȽϺã���v>0.80m/min��f=0.065mm/rʱ��ǹ����桢��Բ��Ǵ�ĥ���Ϊ���أ�ͨ���Ż����ǹ��ӹ����գ��������������ӹ�������
�ؼ��ʣ���ӹ���ǹ�ꣻ���棻�Ż�
Ŀ¼
1���� 1
1.1�����о�������Ӧ�ü�ֵ 1
1.2��ӹ�ϵͳ�ķ�չ 2
1.3�������о���״ 2
1.4���������о�����Ҫ���� 3
2��ӹ�����ģ�͵Ľ��� 4
2.1������������ģ�� 4
2.2CAE�������ݴ��� 4
2.3�����������ģ�� 5
2.4������ֱ�ȼ������ģ�� 6
2.5����� 8
3�����ķ������ 9
3.1�������̷��� 9
3.2����Ť�������������� 10
3.3�����¶ȷֲ��������� 12
3.4������̬���� 14
3.5ĥ����� 18
4���ղ�������״�ֱ�ȵķ��� 20
4.1�����ٶȶ���״�ֱ�ȵ�Ӱ�� 20
4.2�����ٶȶ���״�ֱ�ȵ�Ӱ�� 21
4.3����Һѹ������״�ֱ�ȵ�Ӱ�� 22
5�������ղ�����Ӱ����� 24
5.1������������������Ӱ�� 24
5.2���߲�������������Ӱ�� 25
5.3���ղ����������¶ȵ�Ӱ�� 26
5.4�ֶ������Դ�ֱ�ȵ�Ӱ�� 27
5.5�ٽ���������Ӱ�� 27
6��ӹ����ղ����Ż� 29
6.1�������������ģ�� 29
6.2Ŀ�꺯�� 29
7���� 31
7.1���� 31
7.2չ�� 32
����� 33
��л 34
1����
1.1�����о�������Ӧ�ü�ֵ
����2021��������ҵ������ҹ��ɹ��ٿ����й���������ǿ������ҵ������ۺϾ�������ͨ�����־��ú�ʵ�徭�õ��ںϻ�ͨ��Ϊ����ҵ�������ķ�չ�ṩ���¶��������У��й��ڸ߾��ȸ߶�װ����������һֱ�������о�̽����������ͨ�����պ���ȸ߾�������У��߾�����ӹ���Ӧ��Խ��Խ�㷺���ر�Ը��Ѷȼӹ����ϵľ�ϸ��ӹ�����Ҫ�������������ߡ�����ڷ�չ��������ӹ��ļ���Ҳ�ڷ�չ����������Ŀǰ����ӹ�����ˮƽ��Բ�Ʒ�߾��ȵ�Ҫ��֮��IJ����ⷢչ��������������Լӹ������ϵľ���Ҫ�����Խ�һ���������վ��ȺͶԼӹ�����Ҫ�������Ѿ���Ϊ��Ȼ���ơ�
�����ڽ�����ӹ�ʱ����������м���ϳ���ȼӹ���ʽ����м�DZȽ����ѵģ�Ҳ������������м�¿ף���м��������������ɢ������Ҫ��ʱ���ǹ����ͷ�ļӹ�״̬�Լ��ӹ�����������̶ܳ��Ǻ��ѵģ�������ӹ���һ�㳵���ӹ���ϣ����������в����������ȱ�һ�㳵�������������ȸ��ߡ����ԣ���ӹ���м�ѡ��¶ȸߵ���������ò����ϺõĴ������Բ�Ʒ��������Ч�棬���ӹ��������̵�Ч�ʶ����γ�Ӱ�졣�����ղ�������Ӱ����������ӹ�����Ʒ�ʵĹؼ����أ��Գɱ���Ч�������ӹ��ľ��Ⱥ�Ʒ�ʵȶ��������е���ϵ�����ԣ�ѡ�ÿ�ѧ�����Ĺ��ղ������ȿ�����߹���Ʒ�ʣ�Ҳ�������Ӿ���Ч�������Ч�档Ŀǰ����ǹ��ӹ�����������ѡ�ú��ʵĹ��ղ�������������������ӹ�Ч�ʺͻ�е�ӹ�Ʒ���ѳ�Ϊ�����ص���ĵ����⡣��������ӹ������У��ܶ����ض��ܹ�������������������Ч�ʵȳ������⣬��Ҫ�����е���ӹ����������ϵó��dz���Ч���Ż�������Щ�Ѷȡ�
������CAE����Ϊ����������ANSYS����ӹ��Ĺ��ղ��������Ż���������ǹ��ӹ�Ϊ���������õ���ͷ����ʱ��ĥ�����������ʱ��ͷ���¶ȷֲ�����������������ȵı仯���ɡ�Ȼ�����ӹ�ģ������ݽ��жԱȷ������õ��������֮��Ĺ�ϵ��������������ӹ������Ļ����϶Լӹ����������Ż����õ��Ż����ݣ���ӹ�Ч�ʼ����������̼ӹ�ʱ�䣬Ϊ�Ժ������о�����һ��������
1.2��ӹ�ϵͳ�ķ�չ
������������˼�����ķ�չ���۸����Ѿ��������ȶ������ʼ��ֻ�DZ��꣬��չ���˺������黨�꣬�ٵ�ǹ�꣬��Щ������ʽ���ݱ��֤����������ӹ������ı�Ǩ����20���ͣ�ǹ�꼼����������ô�����ƣ������Ե�ʽ���й����ڵ�ʱֻ�ܼӹ�С���������������Ч�ʺܵͣ����Բ�Ʒ���Ȳ����������Ӱ�졣ֱ����������������м����ķ�������ӹ������Ų�����ٷ�չʱ����
���ҹ��������������ӹ�������ҪӦ���ھ�������ҵ�������ӹ���������ڱ�Ĺ��Ҽ�ʮ�꣬�����õ������Dz��ø��ٸ�ǹ����������ӹ���ҵ��ֱ������������ĸ↑�ţ�ӭ���ڷɣ����и�ҵ����ǰ�У���ӹ�����Ҳ�ڸ��ٷ�չ���ҹ���ʼ����ר�ŵ�Ӳ�ʺϽ�ǹ�꣬�ڵ�ʱ�����ڼ�����������ʽ���������������ӹ����������������ʱ�ƽ�룬������BTA����Ҳ���������û�����ҹ��ռ�������DFϵͳ��˫�������꣬�ڵ�ʱ���кܶ�����ԣ�ֻ���ٲ�����ҵʹ�ã�δ���ռ���
�ڸĸ↑�ų��ڣ������ػ�е������ҵ������ӹ�����Ϊ���IJ�ҵ�����ʶ��Ŀǰ�����������������������Ƿ���ͼǿ��������չ����ҵ��������ӹ��������ֳ����ڸ߾�������ӹ��ļ������dz�Ϊ�о��ص㡣������һ���˵����β��룬�Ͷ���ӹ��������о���ֲ�и����ʹ���й�����ҵ�����ڷɵĵ��̣������й��Ѿ���Ϊ����ҵ��һ���������ӹ�����ҲԶ������ˮƽ�����ڹ���ǰ�ˡ�
1.3�������о���״
1.3.1�����о���״
���գ�����ʯ�ʹ�ѧ�����о����Ѽӹ�����ITA15�ѺϽ����ӹ����Ż��ӹ����������Ż����Ѽӹ����ϵı�����м���⣬���������������ʵ�飬�ڼӹ���ͨ�������������ͷ��м�Ļ����ϣ������о���������ӹ����̡�֤���������������У�Ӱ����м��״�ĵ���Ҫ��������ͷ��м�۵Ļ��ȴ�С������Ӱ�����ؿɺ��Բ��ơ������Ż����ղ����õ�ѡȡ��м�ۻ��Ȱ뾶Ϊ0.8mm����ͷ������Ϊ0.45mm/r����������ת��Ϊ255r/mmʱ����ʱ�Ѽӹ����ϵ���ӹ��������̵���м������ʵġ�
�б���ѧ����ӹ������з����ģ�����ӹ�����������о�һֱ���ڹ���ǰ�С�
���о����Ŀ���ʵ���ۺ�ʱ���̽��Ϊ��ӹ��������о���Ӧ�õ춨�����Ļ���������ӹ����������ۻ���ʵ�پ��飬ȡ���˶����������֪ʶ��Ȩ�Ŀ��гɹ���ʢ���ӹ��о������ھ��ܸ�Ч��ӹ�װ������������о�ˮƽ���ڹ�������ˮƽ�����ж����з���Ƶ�ZWKA-2108��Ч������۴����ڲ������Ƽ�������Ч��м��������ȷ������������������������ȷ��������ʵʱ��ؼ����ȷ���ӵ��������֪ʶ��Ȩ�����������о����ijе���ع��̼����о���Ŀ100�������ɹ��Ҽ�����3���ʡ��������4�����ҷ���ר��43�����ר��6����
1.3.2�����о���״
�¹����������Ƴ���SD602���߿���������ӹ������ǸĽ��ʹ�ֱ��ģ�黯����꣬��������������6-7xD����ף�ֱ�������Դﵽ160mm������ǰ���ϲ�Ʒ��ȣ�
�����ͷ��������һЩ������ʹ�����ܵõ��˽�һ������ǿ�������ʡ�������͵�ʹ����������ϵͳ��������ǹ��ϵͳ��һ��������С�����꣬ʹ�þ����Խϴ����ƹ�Ӧ�á��ձ���ʯ��˾��ϸ�ӹ���ͷ����ʵ��ֱ��0.03���ף�����0.01����ϸ�ӹ�����������������Ĺ�˾����ʵ���ձ���һ��С���������м�����ʯ��Tecdia�����ձ�������ʯ��˾�ó�Сֱ�������“��ӹ�”����ŵ�ӹ��ͼ���ӹ���ȣ���ӹ������������������������ʵ�ָ߾��ȡ��ڱ�������Ŀ��ס�������0.03������ӹ���������ʯ������ɹ�0.01mm�ij��ӹ����ݺ��Ϊ1��10��������ʯ��˾��Ҫ��ȡ����SUS���ʣ��ݺ��������仯��ͨ��“��˳�������”�������ù����ﵽ����û�дﵽ��ϸ�ڡ�����������Ҫ���ڵ�����ҵ��ѹ����¸�ѹ���ϣ�������������ˮ�����ˮ�����ô˵�����ơ����ڣ�������ʯͻ�Ʒ���ļӹ����ɹ���������“�������˳���������”��ʵ���˱���������ȷ�����ķ��䡣
1.4���������о�����Ҫ����
����CAE��������̽���������̼���м�γɻ�����ͨ����ʾ����ʱ��ͷ����м�γɹ��̣��Լ�������̺�̽�����ղ���Ӱ����ӹ��仯���ɣ�������ͷ����ʱ��ĥ�����������ʱ��ͷ���¶ȷֲ�����������������ȵı仯���ɣ��Ӷ��ܹ���ʵ��������ָ�����á�
�����
[1]��������л���Σ������˧������CAE�������ӹ������Ż�[J]����е������о���2021��03����109-114.
[2]���ᣬ��۴ͣ��½ܣ��ο���.CAD/CAE����Ӧ��[M]���Ͼ����Ͼ���ѧ�����磬2019��183-185.
[3]���÷�����컪����е�ӹ������뼼���о�[M]�����������ϴ�ѧ�����磬2019��45-50.
[3]���÷�����컪����е�ӹ������뼼���о�[M]�����������ϴ�ѧ�����磬2019��45-50.
[4]�������컨������Ȼ�������л��丣���ʤ��.��е����ۺ�ʵ��[M].���죺�����ѧ�����磬2020��294-297.
[5]ë����.��е�ӹ�����ӹ�����[J]���豸������ά�ޣ�2019��20����109-111.
[6]Ǯ�壬��Ԣ��֣���ԣ���������ȶ��ȵ���ӹ�ǹ��ṹ�����Ż�[J].��ϻ������Զ����ӹ�������2021��06����155-158.
[7]������ABAQUS6.14����ѧϰ�ֲ�[M]�������������ʵ�����磬2019��173-175.
[8]�ﴺ�ף�42CrMo�Ͻ�����ѹ�ӹ����ղ����Ż�[D]��������������ҵ��ѧ��2021.
[9]�����������������Բ�ȼӹ����ղ����Ż��о�[J]��������Һѹ��2022��01����82-86.
[10]�����������ǹ��ӹ����ղ����Ż�����������[D]��������������ҵ��ѧ��2019.
[10]�����������ǹ��ӹ����ղ����Ż�����������[D]��������������ҵ��ѧ��2019.
[11]���ӳ�������Ƽ����ȫ���������.�����������ֱ�߶ȼӹ����ղ����Ż�[J]���������ѧ����2018��03����102-104.
[12]��˫ϼ.��е���[M].���죺�����ѧ�����磬2019��151-156.
[13]ArzhangAngoshtari.FiniteElementMethodsinCivilandMechanicalEngineering��AMathematicalIntroduction[J].GeorgeWashingtonUniversity.USA,2021(06):58-59.
[14]LiuBin,YanYingjie,ZhaoJie,WangWenjun,LiaoKai.Researchonholedepthinfemtosecondlaserdeepmicroporeprocessingtechnologybasedonfilamenteffect[J].Optik,2021(09):27.
[15]WuZhao,ChaoFanSun,ZhanQiHu.ConflictResolutionStrategyonParametersOptimizationinBTADeep-HoleProcessing[J].AdvancedMaterialsResearch,2019(01):14.