














苏ICP备112451047180号-6
底座零件的电火花加工设计
第一章 绪论
1.1选题背景
在机械产品加工迅速发展的形式下,CNC加工高效率直接体现了出来。电火花零件设计加工(EDM)是CNC模具制造里边非常重要的方法之一了,有着其它制造方法无法顶替的巨大优势。根据研究产品制造后果表明,在机器放电是在两极的过程中产生的刹时放电通道,还会爆发出非常大量的热量,这样会使部分熔化或汽化电极表面,并切在一定的工作条件下,汽化或熔化的部分可以离开电极放电的形成和表面腐蚀坑。在20世纪40年代初期,我们了解到了,在液体介质中一轮又一轮的脉冲放电时,电火花产品加工可以用在一般有导电性材料的尺寸设计加工上。这种技术是一种利用热能和电能进行加工的新星工艺。EDM自动化是非常有吸引力的模具制造商哪个为客户提供高品质的产品以较低的价格在较短的交货时间。选用电火花零件设计加工技术用来加工比较特殊零件领域界的非常重要的核心技术,对电火花零件设计加工技术的成长历程、基本操作原理和技能技术特点进行了电火花加工机床、电火花零件完善、电火花零件设计加工的大概构成几个不同方面的探讨。在不同时期有着不同的知识进步正如我们的零件设计与加工在追求不同要求时会得到很多有价值的东西,电火花加工给我们不是一般物质上的进步更是一直人类知识的提升,每一次新技术新产品的出现都可能对我们 有在很大的影响着会使我们发展的更好,能够为我们的未来建立新的目标,从而推动我们的步伐往着更远的地方走去。虽然我们遇到了很多挫折着只是我们进步的阻碍,但我们必须要去克服,使它成为我们的知识推动力,零件设计加工使我们在很多行业都有的一种技术,所以电火花技术的运用使我们获得了很多的优势。
电火花零件的加工和设计是在电流脉冲放电中看到两极时发生的电侵蚀现象从而来处理资料的方措施。在十九世纪初,发现接触开关开闭,即接触面损坏.放电,造成接触烧蚀、。该种放电现象引来的电极烧蚀称为电腐蚀。起初,是认为电腐蚀是一种有害的现象,为了避免和减少对零件有害的腐蚀,在研讨中产生的防止电子副食品的途径和原因。在人们掌握了法律时候,他们制造了条件,影响了利益,还在工业生产中使用了电腐蚀。在长时间的研讨结果表明后,当放电是在两极的过程中产生的刹时放电通道,会产生比较多的热量,足够使部分汽化或熔化电极表面,况且在需要的条件下,汽化或熔化的部分可以离开放电的形成和电极表面腐蚀坑。
电火花零件设计加工作为比较特种加工领域中最重要的核心技术之一,在第二次世界大战中第一次把它应用于破碎丝锥的加工之中。跟随着人们进入了信息时代后,电加工技术得到了不断的高速发展,更好的数字化程度和更高的可控性。在此之外,该系统集成了数控、微电子、机械技术、计算机硬件和软件、电力半导体、、电气技术等多个学科和领域知识,是多学科集成、多学科的产物。这是一种复杂的高星科技产品。未来的发展趋势大致可分为以下几点:
1.2电火花加工的发展状况
(1)电火花零件加工精度的最为主要的出现在所加工零件的轮廓精度、尺寸精度和工件内外表面粗糙度要求上。现在,数控电火花零件加工机床的精度随着市场要求不同在不断的更新改造以达到更高要求。零件的尺寸设计加工要求也达到了2-3米,零件底角的R值能不能超过0.03mm的范围,和在加工中遇到要求高的零件加工表面粗糙度不能超过Ra0.3 M.通过利用一些比较先进的工艺方法和零件的加工工艺,可以完全的把镜面零件加工效果展现出来,并且还能够成功完成CD盒、微连接器、IC塑料密封件、手机等高精度模具零件的放电加工。以现在的市场来看,模具加工的企业在先进的数控电火花零件加工机床的应用中没有很好地挖掘机床的精密加工性能。因此,在前进的步伐中,需要促进现有化数控加工技术的更好的发展,时代的进步模具加工也要一直的提升。
(2)机器的智能化控制技术的完美展现能够使数控电火花零件加工驶到难以想象的高度。因为有了先进型的控电火花零件加工机床利用了智能化来完成机器的加工和制造。机器的智能化展现在模糊控制技术和精确运用技术这几个重要的地方。随着专家系统是数控电火花零件加工机床智能化的完美的展现出来是有着非同凡响的意义的。该专家系统运用的先进的人机对话系统,按照零件设计加工需求和步骤,按要求合乎常理的设置需要的尺寸后,它能不需要人的参与下自己生成需要的程序,按零件要求自动选择最佳组合进行完美加工。我们也完全可以在线手动调整和目测机械零件的加工过程,最好的控制方法是能够完好的加工过程。之所以这样是因为专家系统会在扫描零件加工要求的时候,仅仅只需要你传入加工时电极和工件所需要的材料、电极大小、工件的形态、零件部位的粗糙度值、振动模式和不同角的锥度值,所需要加工零件的位置什么、完成这些条件后就可以完全自动配置和计算完好的加工条件。通过计算机监控允许之下的模糊控制技术,完成电火花零件加工的空隙形态。机器可以自行的选择在连续稳定电弧的范围内从而使它提高加工效率,还能够智能化监控机器的加工过程。使机器的控制能够发挥到最稳定的工艺技术要求。专家系统智能化工业技术的完美运用之下,这样会大幅度的减少机床的操作难度,在机器操作者的技术能力低。目前,智能化技术在不断的提升,在这样的推动之下智能化控制技术会在市场上得到更为广泛的运用。延续着市场对电加工需求的不断的提高,智能化技术的运用将会获得巨大的发展空间。
(3)目前,经过不断的研究和发展我们最先进的数控电火花零件加工机床装配有符合规格电极库和电极夹。假如机器在加工前刀具是由电极来催动的,我们能够对零件加工程序进行编程,全部电火花零件加工过程能够自行的进入地面,一般不会手动操作。机床的在智能化执行能力中长期处于疲劳中的工作人员得有解放,者也大大的把产品生产效率提高上去了。因为自动化智能设备产品的价格比一般的机器要贵的多,所以大多数制造模具公司的数控电火花机床的配置程度还没有达到要求的高度。数量多的工件有了自行测试、连续加、工自动定位等功能充分的利用了其自动智能化的性能的优势。机器在自动操作的情况下一般不需要人工管理,这样还会零件加工效率得到了提升和加工精度也在不断的提升。机床自动化的完美展示是现在数控电火花机床行业是一种优势的体现。
(4)目前为止产品加工的需求为数控电火花零件加工技术提供了先进的加工办法,在能够保证零件加工精度的要求之下,还能够大大提高了零件精加工和粗加工的效率。像电器,家用电器,电子仪器,手机外壳等领域,在工作时需要大量的放电时间,工件能够及的大减少,和粗糙度同时减少。将原本的ra0.8μm ra0.25μm,出院后手工抛光过程是不必要的。在这种情况之下不仅零件的加工时间得到了大幅度的减少,加工零件后处理的麻烦也减少了很多,模具加工的质量也得到了提高,粉末技术加工设备来满足所需要的要求这种技术利用起来比较适合。此外,大大的减短了辅助功能时间(如电极与工件定位时间,编程时间等),在这种情况下需要在工作中机床的自动编程功能还要不断的去完善和提升,还要在不同位置配置相应的电极和工件定位的安装装置和零件工件的夹具。在加工比较大一点的工件粗加工时选用石墨电极材料这样能够提高零件的加工效率这样也一种比较好的方法了。最为先进的加工方法工作理念是一个企业的资本财富,展开市场空间,增强对同行业的市场竞争力。通过不断的研究和发展最新开发出来的技术和新产品也受市场的欢迎。
1.3选题意义
由于此加工对于我们有着不同凡响的意义,在有些零件设计加工上的难题通过我们能有很好的解决掉,可以加工一些特殊的零件,而且通过上述的优异性能这比同期的车床要好一些,在人工智能上我们也运用的很成熟,这样会给社会生产带来很多的便利与快捷,不用再去花费大量的时间去搞什么研究在资源上也得到了节约,所以通过各方面的优势我选用的电火花零件设计。
1.4零件加工注意事项
在线操作的工作人员务必要接受实践的培训与电火花加工理论,经过严格的考核符合标准后才能获得资格证书,让他们符合电火花加工机床的基本要求。
(1).开机后,最先要查看电压、电流和各各油压表是否能正常工作,然后再接通高频工作电源,等到这几项全都正常后,才能开始正式加工产品零件。
(2).在工作抽油时,必须留意机器真空表的指标,绝对不要超过工作的额定压力的真空度,防止机器的油管爆炸。
(3).机器加工时,应使冷却液充分接触加工点,保证不会电火花溅出而着火。
(4).加工过程中,要密切注意电流、电压表是否正常。如国机器工作异样必须立即关闭机器的电源,并切要使工件与电极分开,分开后要仔细分析问题的原因,在决绝问题之后才能继续加工产品零件。
(5).火警发生警报时,必须立刻切断机器电源,用干粉或干沙扑救,禁止用水或泡沫灭火,发生时要及时报告。
(6).操作过程中,不准看书看报,不得无缘无故擅离开工作岗位,防止不必要的意外发生。
目 录
第一章 绪论 2
1.1选题背景 2
1.2电火花加工的发展状况 3
1.3选题意义 5
1.4零件加工注意事项 5
第二章 电火花零件设计加工要素 6
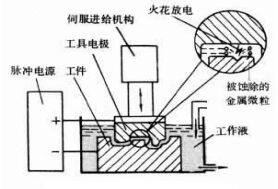
2.1电火花机的放电原理 6
2.2实现电火花零件设计加工条件 6
2.3加工要求 7
2.4使用量具定位工件的加工位置 8
2.5加工内容 9
第三章 电火花零件设计加工分析 10
3.1电火花不接触加工 10
3.2宏观切削力 10
3.3“以柔克刚” 10
3.4金属材料和导电材料 10
3.5加工形状复杂的表面 11
3.6零件图分析 11
3.7零件外形分析 13
3.8零件的合理分析 13
第四章 工艺选型实现 14
4.1材料电腐蚀 14
4.2电火花零件设计加工的加工速度和工具的损耗速度 14
4.3工艺精度 14
4.4电火花机的操作实现 15
4.5电火花机的加工利用(以下面的大韩双机头) 16
4.6零件加工选择的机型 16
4.7零件加工结束后处理 17
第五章 总结 18
致谢 19
参考文献 20
参考文献
[1]. 赵万生,等.特种加工技术[M].北京:高等教育出版社,2001.
[2]. 张辽远,等.现代加工技术[M].北京:机械工业出版社,2007.
[2]. 张辽远,等.现代加工技术[M].北京:机械工业出版社,2007.
[3]. 张学仁,等,数控电火花线切割加工技术[J].哈尔滨:哈尔滨 工业大学出版社,2000.
[4]. 胡家秀主编.机械设计基础.机械工业出版社.2001.5
[5]. 李凤云主编.机械工程材料成形及应用.高等教育出版社.2004.7
[6]. 张普礼主编.机械加工设备.机械工业出版社.1999.8
[7]. 赵汝嘉.先进制造系统导论. 北京:机械工业出版社,2003
[8]. 孙大涌,等.先进制造技术 . 北京:机械工业出版社2000
[9]. 王隆太.现代制造技术. 北京机械工业出版社,2004
[10].王先逵.机械制造工业学.北京:机械工业出版社,2004
[11].朱晓春.先进制造技术. 北京:机械工业出版社,2005
[12].李伟.先进制造技术. 北京:机械工业出版社,2005