














��ICP��112451047180��-6
���ӹ��涯ʽ��װ�о����
һ��ѡ���顢����
���ӹ���һ�ֵ绯ѧ�ӹ����Ǽ̵�ӹ�֮��չ�Ͽ죬Ӧ�ýϹ��һ������ӹ��������㷺Ӧ���ڱ��������յȹ�ҵ���ŵ��������ӹ����ϵļӹ�����ʮ������ӹ���ʼӦ�����ͱ�������ҵ�ı��壬�����������·�����Ӵ��������ס�����ʢ�Ͳۼ���ѹ��������紦����������ȥë�̼ӹ��ϡ���������ʵ��֤�������ӹ����պ������Ƚ��������ȶ���Ч�ʸߡ�
��ʮһ�����²�Ʒ�������������Ҫ��Խ��Խ�ߣ����ϸ�ǿ����Ӳ�����͡�Ϊ������ܼӹ������⣬���ӹ������Ӷ������ƣ���һ�����ּӹ��������ּӹ���չ����������ؼ���ʹ���ӹ��Զ����ƺ��ߵ缫CAD/CAM��Ϊ��ʵ��IGBT��IPM�ȵ�������������Ӧ��Ϊ���͵�Դ���������������²��Ϻͱ��漼���Ľ�չ����һ�����Ƶ缫���칤�գ����¼���Ϊ���ӹ���չ�ṩ�˼����������¹����о�ȡ����Ҫ�ɹ���������������Լӹ�����Ũ�ȸ��ϵ��Һ�����������е�������������ȸ��ϼӹ����գ��ɴ������ӹ����ȡ�
Ӧ�÷��棬���ӹ������ٴӹ�����ҵ�����ù�ҵ���졣�ӹ������ɴּӹ����뾫�ӹ����ܡ������ӹ�������չ�������ͣ����ӹ����������“����ȥ��”���ŵ㣬�ﳤ�̣ܶ�ע��“��ɫ����”����ϸ���������������������Ϊ�ؼ����ļ�����
�������������������о�����Ҫ�о������ݣ�Ҫ��������⣬Ԥ��Ŀ�꣬�о����衢��������ʩ�ȣ�
1.1 �ӹ�����
���ӹ����հ������ӹ���϶�ļ�������ơ����Һ�빤�ղ�����ѡ����������������졣
�ӹ���϶�������������ľ��롣�����ӹ����ȣ��ǵ��ӹ�ˮƽ�ı������ӹ���϶��С�������ȣ��ӹ��������ߡ� ���ڣ��ӹ���϶Ϊ0.2~0.5mm�� Ŀǰ���ӹ���϶Ϊ0.05~0.1mm��
��϶��Ӱ������:
1.���ӹ����ϵ����ʡ����ϲ�ͬ������绯������ͬ��ͬʱ�����ܽ�ĵ���Ч��Ҳ�仯��
2.���Һ�����ʡ���Ҫ�ǵ絼�ʣ�ȡ���ڵ��Һ����ɡ�Ũ�ȡ��¶ȡ����١�
3.�缫��Ӧ���ص㡣�����ӹ���ѹ�͵���Ч�ʡ�
4.�ӹ��������磺�ӹ���ѹ�������ٶȡ�
1.2���Һ
1.���ã� �뱻�ӹ�������ɽ��е绯ѧ��Ӧ�ĵ绯ѧ��ϵ��������Ӧ����߷�Ӧ������ӹ�ʱ �����Ĵ��������ȡ�
1.���ѡ����Һ��
(1)��ʹ���ӹ����ϸ��������ܽ⣻
(2)���еͷ�ɢ����
(3)��ʹ�����ܽ�������õı���������
(4)��Һ�в������������ϳ��������ӣ�
(5)���нϸߵĵ絼�ʺ��ȶ��ԣ�
(6)��ȫ,��,������
3.���õ��Һ�� Ŀǰ�ڵ��ӹ���Ӧ�õĵ��Һ��Ҫ�����ࣺ
(1)�Ȼ��Ƶ��Һ:ʴ���ٶȿ죬�ӹ�����⻬�����ø��ֵ��ӹ���
(2)�����Ƶ��Һ:ɢʴ����С�����ξ��ȸߣ������ʵͣ���������ɫ���������Ƚϸߵĵ��ӹ���
(3)�����Ƶ��Һ:�ص������������֮�䣬�����ʸߣ����豸��ʴ���ú�С�����۸���ע�ⰲȫ����
1.3���ӹ��Ļ����豸
���ӹ��Ļ����豸����ֱ����Դ�������͵��Һϵͳ���֡�
1��ֱ����Դ�����ӹ��г��õ�ֱ����ԴΪ��������Դ����բ��������Դ��
2���������ڵ��ӹ�������Ҫ��װ�оߡ��������������ߣ�ʵ�ֽ����˶�������ֱͨ����Դ�͵��Һϵͳ������һ�����������ȣ����������ԣ��������Ա��������¼����棺
(1)�����ĸ��� ��
(2)�����ٶȵ��ȶ��� ��
(3)������Ե��
(4)��ȫ��ʩ ��
���ӹ���������Ӧ���γɵ�����õ���Ӧװ���⣬�����ṹ��һ���������ͬ�����ڵ��Һ�Ĵ��ڣ��������Ӧ���÷���ʴ���ϣ���ͭ������֡���������ȩ��ѹ�塢ʯͷ��ˮ��ȣ���ɼӷ�����ϵĸ��Dz㡣���ڵ��Һ��һ��ѹ��ѹ��ӹ�����Ҫ������ϵͳ�нϴ�ĸնȣ�����ϵͳһ�����ýϼĵ��ٻ�еϵͳ����Ҫ������ѵ������ʣ���Ӧ�������Ӧ����ϵͳ�������ӹ�ʱ����Ҫ����ϵͳ��
3�����Һϵͳ�����Һϵͳ�ǵ��ӹ��豸�в���ȱ�ٵ�һ����ɲ��֡��ɱá����Һ�ۡ�����װ�á��ܵ��ͷ�����ɡ�
1.4���ӹ��о�
���оߵĹ������ڰ�װ����λ�ͼн�����ë����ȷ��ë�������������λ�ù�ϵ���о���Ӧ�γ����õĵ��Һ������������������ӹ��������ڵ��ӹ�����������Һ����ʱ������������Һ���Ļ����£��о���ֱ�ӽӴ���ʴ����Һ�����ܽϴ�Ķ����ɣ���Ҫ�ǵ��Һ����ѹ������������ϴ�ļӹ��������������ĵ��Һ����������ʱ�������ؿ�����η���ʴ��ȷ���о߶�λ��ȷ����˳��������ӹ����������͵��Һ��ͬʱΪ���γɷ�յļӹ��������õ��������ܷ�;�ԵҲ�����ʱҪ��ֿ��ǵ����⡣
1.5���ӹ���Ӧ��
�����ڼӹ����ָ�����ǻ���Ϳס�����(��ҶƬ)�Լ�������ϵȣ��ڴ������������п�����ȥë�̡�
1���Ϳ����ϼӹ��Ϳ����ϼӹ��Ϳ����ϼӹ��Ϳ����ϼӹ��������������Ϳף���Բ�ף��������ס�ǹ�����ߡ��ڳݡ����ֺ�����Ҷ�ֵȵĵ��ӹ���
(1)���Ϳף����ӹ���һ�γ��ͣ��������Ч�ʡ�
(2)�����ף����ӹ��ɽ�ʡ���������������߹��Ⱥ������ʡ������ٶȿɴﵽÿ������ʮ�ף��ӹ����ȴ�0.035mm��
(3)����Ҷ�֣����õ��ӹ��ɽ�ÿ��ҶƬ�����Ϸ�ʽ�ӹ���Ч�ʴ�Ϊ��ߣ������ļӹ����ȼ�����Ҳ�ܴﵽҪ��
2������ӹ����������շ�����ҶƬ��ƽ��ҶƬ������������ļӹ���������״���ӡ�Ť�Ǵ������⣨�����ȺϽ��ѺϽ𣩣�����һ���е�ӹ�ʱ������࣬����ĥ���Ч�ʵ͡����õ��ӹ����һ�γ��ͣ�Ч�ʴ����ߣ������ٶȿɴ�0.2~1.0mm/min ,�ӹ����ȿɴﵽ0.05mm�� ҶƬ���ӹ��ɲ��õ���ӹ���˫��ӹ����ַ�ʽ������������ñ�ҶƬ����������Ϊ��ӹ����ȣ����ɲ��û����ӹ���
3����ǻ�ӹ����Ը��ӵ���ǻ������ά�ӹ���һ�γ��ͣ��ǵ��ӹ��ijɹ�Ӧ�á���������͵�����ģ�ӹ������й�������һ��������������������Լ��40~50%����ģ�ӹ����õ��ӹ����գ����ȴﵽ0.05mm��
4����ⷨȥë�̼����ǣ�����һ���е�ӹ����ռӹ��������ʱ��������ë�̣�����ǯ��ȥ������ʱ���£����õ�ⷽ������ȥ����������������ײ�������ײ�λ��ë��ȥ����
5������ӡ��ͨ����������ľֲ������ܽ⣬ʴ�̳�һ����ͼ�λ����ֵĹ��ա� һ����þ�ֹ�ӹ����ڹ��ߵ缫�����������ȼӹ���������Ҫ��ͼ�������֣����ڹ���֮�ϣ�����϶��ԼΪ0.05mm��ͨ��������ӣ�����ʹ���������ܽ⣬ʴ�̳�����ͼ�λ����֡��ӹ��ٶȿ죬ÿСʱ��ӡ2000�����ϣ������ڵ��ߣ���У����ߣ�ҽ����е���;ߺ���Ʒ�ļӹ���
������ƣ����ģ���ϵ���ṹ����٣�
��1����Լӹ������ص�͵缫�˶���ʽ�������װ�оߵ���Ʒ���������ѡ��о߲��ϣ�
��2����ƹ�װ�оߵĻ����ṹ�������˽ṹ����С����״�ȣ�
��3����Ե��ӹ������ص㣬��ƹ�װ�оߵ��ڲ���������֤���Һ���ȶ����������ٵ��Һ��й©��
��4�����û�ͼ������ɼоߵ�װ��ͼ����Ҫ���ͼ��
��5�����ݼо��ص㣬��Ƴ��о������û������л������죬���ڼоߵİ�װ��ͬʱʹ�üо������䵼�����ϻ������Ӷ���Ϲ��ߵ缫���ƶ���
Ŀ¼
��һ�� ���� 1
1.1���ӹ���ԭ�������ص� 1
1.2 ���ӹ��ļӹ����� 2
1.2.1 �������� 3
1.2.2 �ӹ���϶ 3
1.2.3 ���Һ 3
1.3 ���ӹ��ķ�չ��״ 4
1.3.1 �뼶��������ӹ� 5
1.3.2 ���ӹ� 5
1 .3.3 ����չ�ɼӹ� 6
1.3.4 ������� 7
1.3.5 �ų���ߵ��ӹ����ȵ��о� 7
1.4 ����Ƶ����� 8
1.5 ����Ƶ���Ҫ���� 8
1.4 ����Ƶ����� 9
1.5 ����Ƶ���Ҫ���� 9
�ڶ��� ���ӹ��оߵ���ɼ�ѡ�� 10
2.1 �о���ͼ 10
2.2 �оߵ���ɼ����ϵ�ѡ�� 11
2.2.1����� 11
2.2.3 30����ֵ��ص� 11
2.2.2 �оߵ���Ҫ��ɲ��� 11
������ �оߵ���� 16
3.1�о���Ƶ�ԭ�� 16
3.2�о߲���ѡ�� 16
3.3�о߽ṹ��� 17
3.3.1���������ߵļо߽ṹ��� 17
3.3.2 �о߳ߴ���� 17
3.3.3 �̶��оߵ���� 23
������ �ܽ���չ�� 26
����� 27
�ܽ���չ��
�������ȼĽ����˵��ӹ��������о��ͷ�չ����ָ�������żӹ�ҵ�ķ�չ�����ӹ���Ӧ�÷�Χ����������ϸ�����˵��ӹ��������¼������·����йص��ӹ��ĵ绯ѧԭ���������ؽ����йص��ӹ����̵ĵ绯ѧ���ԡ������˵��ӹ����յ�ԭ������ݣ����Ա�֤���ӹ��ĸ�Ч�Ժ;����ԡ�
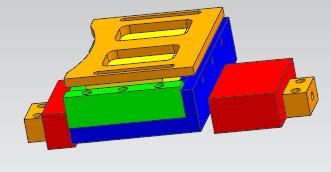
�������涯ʽ��װ�оߵ���ơ���ɼ�ѡ�ĵȡ��涯ʽ��װ�о���Ҫ�ص��ǿ��Ը�����ĵ�������������������λ�ӣ�������Ľ���ʵ�顣
�涯ʽ��װ�оߵ�����ѳ�����ɣ���������װ��ͼ������ӹ�ͼ��
���ӹ������ڼӹ��������ż���ķ�չDZ���������о����ӹ���ӹ����գ������ӹ�Ӧ����ʵ�ʹ�ҵ��Ӧ���о������к���Ҫ����ʵ���塣
�����
[1] ����ģ������ã�����ҵ�ȱ���.�绯ѧ�ӹ�����ԭ��.���ռ�Ӧ��[M].����:������ҵ�����磬2008.6����һ��):224—270.
[2] D. Zhu, H. Y. Xu. Improvement of electrochemical machining accuracy by using dual pole tool[J].Journal of Materials Processing Technology, 2002, 129 (1): 15һ18.
[3] K P Rajurkar, D Zhu, J A McGeough, et al. New Development in ECM[J]. Annals of CIRP,Keynote Paper, 1999, 48(2): 569-579.
[4] ���ӹ��ľ����� http://www.jdzj.com/gongyi/article/2011-8-26/22849-1.htm
[5] ����ҵ,��Ӣ. .���ʵ��Ӽ������ӹ�. ��ӹ�, 1998(6):154—180.
[6] ����ҵ. ���ӹ��������·�չ——��Ƶխ����������ӹ�. ��ӹ�, 1998(2) :77—109.
[7] ��ݶ. �����������ּӹ�. ��ӹ���ģ��, 2002(2):155—165.
[8] ��С��, ������, ������. ϸ�绯ѧ�ӹ��о��½�չ. ��ӹ���ģ��, 2004(2):88—99.
[9] ����ΰ, �����, ��ƽ��. ����չ�ɵ��ӹ�����Ҷ�ֵ��о���Ӧ��. ����ѧ��, 2001,22(4).
[10] �ﴺ��, ��ݶ, ��־����. ���ӹ�������� CAD/CAE/CAM ϵͳ�Ŀ���. ��е��ѧ�뼼��, 2004, 23(6).
[11] �����, ����ΰ, ��ƽ����. ���ص��ӹ�����Ҷ�ֵĹؼ�����. ����Ϲ���, 2003. 33(2).
[12] �ﴺ��, ���, ��־��. ������������ֵ���ģ��“��������”�ĵ��ӹ��������. ��е���������, 2004(6).
[13] ����ϲ, �����. �ų��Ե��ӹ���Ӱ��. ���չ��ռ���, 1995(1).