














��ICP��112451047180��-6
�������е�ӹ����չ�̼��������
ժҪ
��ת������Ҫ�����ø���ľ�ҶƬ���������ֻ��ĸߡ���ѹ���Ľ������ͳ��������Ӷ��������ֻ��ĸ��ɼ�ת�٣�ʹ���ֻ������������������з�����߹��ȵ�Ҫ������ת����ṹ��Խϸ��ӣ��ӹ����࣬�ӹ��������ѱ�֤��������ij���ֻ������ת����Ϊ����˵������Ҫ����������ļӹ����գ����ӹ���������Ҫע������⣬�ӹ�������������������ļӹ�����ˮƽ����չ��ת����Ĺ��ռ��������������ɱ�����߸���Ĺ���Ч�ʣ�����������ֻ�����ת���������ӹ�������һ����ָ�����塣
�ؼ��ʣ������壻���գ����ߣ���������
Ŀ¼
ժҪ 1
1.1 ���� 2
1.2 ���ֻ� 2
1.3 ��ת���� 2
1.4 ѡ�ⱳ�� 3
2 ������ṹ�빤�շ��� 4
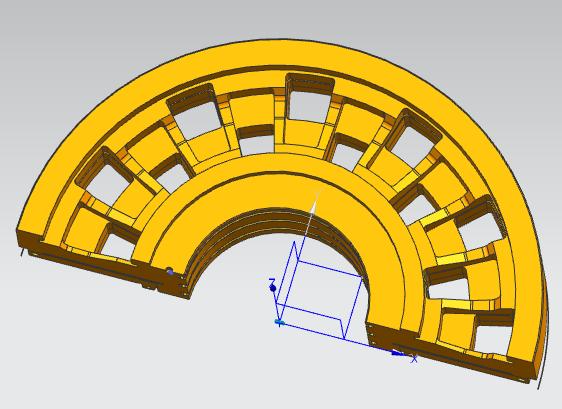
2.1 ������Ľṹ�ص���� 4
2.2 ���������Ҫ�ӹ��ص���� 5
3 ë��ѡ�� 6
3.1 “������”���ë������ 6
3.2 ȷ��ë���ߴ缰���� 6
4 ������ӹ�����·��ȷ�� 8
4.1 ����ѡ�� 8
4.2�ⶨ������ļӹ�����·�� 8
5 ��Ҫ�ӹ��豸���� 10
6 “T�Ͳ�”�ӹ�������� 13
6.1������� 13
6.2��Ʋ��� 13
7 “T�Ͳ�”�ӹ�������������ʱ����ȷ�� 20
7.1 ��� 20
7.2 �����Ҳ� 21
�ܽ������ 22
��л 23
����� 24
1 ǰ��
1.1 ����
���ֻ��ǽ�����������ת����Ϊ��е������תʽ������е����Ҫ�����������ԭ������ͬʱ����ͨ�����ֻ��е���ת�������������ֻ����������м���������������������й��ȵ���Ҫ[1]����ת�������ɸ����塢ת�����������ֻ�����ʮ���㲿��װ����ɣ����еĸ�����Ľṹ�ϸ��ӣ��ӹ�����࣬�ӹ��������ױ�֤���ھ���˵������ת�������Ҫ����������ļӹ����Ľ�̽�ָ�����������ļӹ����⼰��ο��Ƽӹ�������
1.2 ���ֻ�
���ֻ��ǽ�����������ת����Ϊ��е������תʽ������е���ֳ�Ϊ����ƽ[2]����Ҫ�����������ԭ������Ҳ��ֱ���������ֱá������ѹ�����ʹ����������ȡ�Ϊ���������������ϵĹ��������������ֻ����������м����װ�����ﵽĿ�ġ���ԭ�����������Թ�¯�������������ֻ������ξ���һϵ�л������õ�����Ͷ�Ҷ��������������ת��Ϊ���ֻ�ת����ת�Ļ�е��[3]�����������ֻ��У��Բ�ͬ��ʽ��������ת�����㹹���˲�ͬ����ԭ�������ֻ������ֻ����乤��ԭ����Ϊ�嶯ʽ���ֻ��ͷ���ʽ���ֻ�[4]�������������ڳ嶯ʽ���ֻ���������Ҫ�ھ�Ҷդ�����ͣ��ڶ�Ҷդ��ֻ���������ͣ�������ʽ���ֻ������ھ�Ҷ�Ͷ�Ҷ�����ͣ������ͳ̶���ͬ���������ֻ�������������ֻ�δ����չ��һ����Ҫ�����о���߷���Ч�������ֻ���չ����һ�������ر���Զ�����塣
1.3 ��ת����
�����dz嶯ʽ���ֻ�����ĵ���װ�á��������ֻ��ڲ��ָ�ɸ���ѹ����������ͨ�������ϵĵ���ҶƬʹ����ת��Ϊ���ܣ���ʹ������һ���ķ�������ҶƬ������һ���ɰ��塢���죨����Ҷ�������������ɡ�
�����������ֻ��ڣ��嶯һ��ҶƬ�����������ϵ����������һ��ҶƬ��Ȼ���پ�������������һ����������������������������������[5]�������������飬�ڻ���ǰ���ijһ���̶����崦�������һ��������ת�ĸ��壬����Ҳ�����죬ֻ�����ø����ɳ����Ͷ������ƣ�������ת������ת����ȫ��״̬ʱ������û�б��ڵ����ü����������������ȫ��ͨ�����������һ�������������������Ͷ���������������ת������תʱ���̶�����������в��־ͱ���ת�������ڵ����������ֻ���˵����ʱ�ü����������ͨ�����ּ��٣�����ǰ����ѹ���ߣ���ʱ����ѹ���ͻ���ߣ���֮��������Ҳ�����ߣ������ʹﵽ�˵���������Ŀ�ġ�����ת����Ľ�����������ͨ����תת�����ﵽ���ڽ�����������Ŀ�ġ�Ŀǰ�ҹ��С�С�ͳ���ʽ���ֻ��������ת��������������[6]���������ڳ������仯���ͨ���ݻ����������Ҫ������ʵ����ֻ���
1.4 ѡ�ⱳ��
������ת������������࣬װ��Ҫ��ľ��ȸߣ��磺��������ת�����ļ�϶Ҫ��Ϊ0.03��0.05mm������ת�������칤�����̽ϳ����������ࡢ���漰���ּ��豸�࣬���л���������������շ���������������̽ϸ��ӡ�����ת�����������Ѿ��������������������ٳɱ��ߣ������Ѷȴ��ҷ������ڳ�������[7]����˴ӹ�����������������ļӹ�����ˮƽ����չ��ת����Ĺ��ռ��������������ɱ�����߸���Ĺ���Ч�ʣ������ͬ�ṹ�Ļ��ֻ�����ת���������ӹ���һ���Ľ����ָ���ԡ����Ľ�����ת�������Ҫ����������Ϊ����˵������ļӹ����ռ���Ҫ����T�Ͳۼӹ��ĵ�����ơ�
���ο����ס�
[1]����.���ֻ��϶��Ĺķ����ѹ������ϵͳ[D].������ѧ,2012.
[2]��ҵͤ.��������ҵ���ֻ��������ڼ��й�ů�ļ������������з���[D].ɽ��������ѧ,2014.
[3]��С��,��ѩ��,�ز����.���������仯�����ֻ�ϵͳ�ȶ���Ӱ��Ļ�������[J]. ������ѧ�빤��,2015,(04):52-57.
[4]�Ά���. ��ѹ�仯�����ֻ���ع���Ӱ����о�[D].����������ѧ,2015.
[5]����. ������ϺȺ�㷨�����ֻ���ѹ�Ż��о�[D].��ɽ��ѧ,2015.
[6]������,����.����ʽ���ֻ���ת�������״�ͷ�չ[J].�����豸,1990,(12):38-40.
[7]��˫��,����.���ֻ���ת����������������[J].�����ȴ���,2010,(05):103-105.
[8]������,��,�����.330MW�߲����������ֻ���ת��������칤��[J].�����ӹ�(��ӹ�),2011,(12):33-35.
[9]�����.�߲�����ת������300MW�ȼ�����ʽ�����ϵ�����[J].����ƽ,2011,(01):59-61.
[10]�챾����������.��е�ӹ������ֲ�[M].������������ҵ�����磬1999.
[11]���Ƿ�,������,��С��.dz������ë���ߴ��ע���ĺ���ѡ��[J].��е����,2013,(02):65-67.
[12]Ԭ�ܿ���������.��������ֲ�[M].��������е��ҵ�����磬1999.