














��ICP��112451047180��-6
�����������ϸǣ�����λ˫����ʽ��ף�������Ĵ������
ժ Ҫ:��������������Ҫ��,�����˵��������������������ϸ�˫����ʽ�����ϻ�����Ƽ�ר�üо���ƽ���˵������Ҫ���ݰ�����ϻ������շ������ƶ�����ϻ���������ʽ��ѡ����ϻ�����������Լ���������ơ�
ȫ����Ҫ��������괲��������ƺͱ�������������֡��������������Ҫ����ѡ�����շ�����ȷ������������ʽ���ṹ����������ȷ��“��ͼһ��”����������Ƹ���“��ͼһ��”����������������ԭʼ����ͼ���ص��������ϵͳ���������ַ����ıȽϣ����ȷ�����ŷ��������⣬Ϊ������Ͷ������ʣ������Ͷ�ǿ�ȣ���֤�ӹ������������ר�üоߡ�
�ؼ��ʣ������䣻��ϻ������о�
Ŀ¼
��һ�� �� ��1
1.1 ��ϻ������ص�1
1.2 ��ϻ����ķ�������1
1.3��ϻ����ķ���ѡ��2
�ڶ��� ��ϻ�����������3
2.1 ����괲���շ������ƶ� 3
2.2 ȷ������������������4
2.3 ��ϻ���������ʽ��ѡ�� 5
2.4Ӱ�����岼�õ����� 5
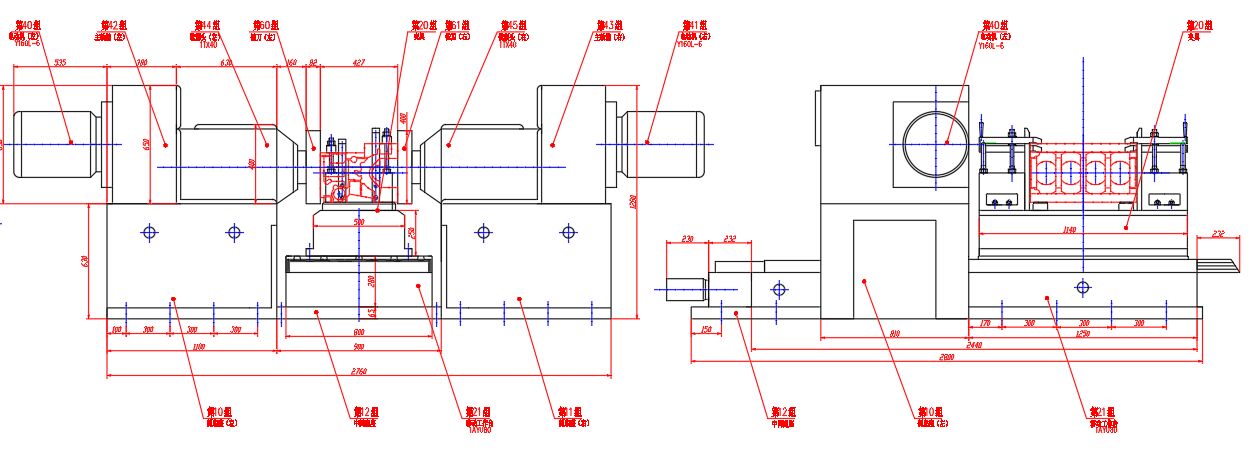
2.5����괲���������——��ͼһ�� 6
2.5.1���ӹ��������ͼ 6
2.5.2 �ӹ�ʾ��ͼ 7
2.5.3��ϻ�����ϵ�ߴ�ͼ10
2.5.4 �����ʼ��㿨11
������ ��ϻ������������12
3.1��������Ƶ�ԭʼ����12
3.2 �˶������Ͷ���������ȷ��12
3.2.1 ����ϵͳ�����ȷ���12
3.2.2 ���㴫��װ�õ��˶�����Ʋ���12
3.2.3����ģ���Ĺ��㼰���У��13
3.2.4 ����������㼰ǿ��У�� 16
3.3��������������25
������ ��ϻ����о���� 27
4.1 ��ϻ����о߸��� 27
4.2 ��λ֧��ϵͳ���� 28
4.2.1��λ֧��ϵͳ 29
4.2.2����� 30
������ �� �� 31
��л 32
����� 33
��һ�� �� ��
1.1 ��ϻ������ص�
��ϻ������ɴ�����ͨ�ò���������ר�ò�����ɵĹ����еĸ�Ч��ר�û��������ܹ���һ�֣����֣�������ж൶�����ᡢ���桢�λ�ӹ�������ϻ����Ͽ��������ס����ס�ϳ��ĥ���ȹ�������Ч�ʸߣ��ӹ������ȶ���
��ϻ�����ͨ�û���������ר�û����Ƚϣ����������ص㣺
��1�� ��ϻ����ϵ�ͨ�ò����ͱ����Լռȫ�������㡢����������70��80%�������ƺ���������ڶ̣�Ͷ���٣�����Ч���á�
��2�� ������ϻ������ö൶�ӹ��������Զ����̶ȸߣ���˱�ͨ�û�������Ч�ʸߣ���Ʒ�����ȶ����Ͷ�ǿ�ȵ͡�
��3�� ��ϻ�����ͨ�ò����Ǿ���������ƺͳ�������ʵ������ģ����г��������죬��˽ṹ�ȶ��������ɿ���ʹ�ú�ά���㡣
��4�� ����ϻ����ϼӹ����ʱ�����ڲ���ר�üоߡ����ߺ͵���װ�õȣ��ӹ�����������װ����֤���Բ�������ˮƽҪ�ߡ�
��5�������ӹ���Ʒ����ʱ�������������͵�ר�û���ʱ����ּ�Ҫ���ϡ�����ϻ���ʱ����ͨ�ò����ͱ���������ظ����ã�����������ƺ����졣
��6����ϻ�������������ϻ����Զ��ߣ�����Ӧ���ģ��������Ҫ��
��ϻ������õ�ͨ�ò����У������������������������䡢������̨�����ֹ�������ͷ�ȡ�����һЩ��ѭ��ӹ��Ķλ��ϻ������������ƶ�����̨���ת����̨��
�����䡢���ֹ�������ͷ�Ͷ�����̨����ϻ�������������˶�������˶��Ķ������������л�����ͬʱ����������˶��ͽ����˶��Ķ���ͷ��
�������������м����������ϻ�����֧�в��������Ż����Ļ����Ǽ����á���ϻ����ĸնȺͲ���֮��ľ��ȱ����ԣ���Ҫ������Щ������֤��
1.2 ��ϻ����ķ�������
��ϻ�����ͨ�ò����ִ��ͺ�С�������ࡣ����ͨ�ò�����ָ�������Ϊ1.5-30ǧ�ߵĶ��������������ײ��������ද��������Ϊ�ϸ��ƶ��Ľṹ��ʽ��С��ͨ�ò�����ָ���������.1-2.2ǧ�ߵĶ��������������ײ��������ද��������Ϊ��Ͳ�ƶ��Ľṹ��ʽ���ô���ͨ�ò�����ɵĻ�����Ϊ������ϻ�������С��ͨ�ò�����ϵĻ�����ΪС����ϻ���������Ƶ�Ҫ����ƵĻ���Ϊ����ͨ�û�����
��ϻ�������Ϊ���ͺ�С���⣬��������ʽ�ַ�Ϊ����Ϊ�Ͷλ���������ࡣ����λ�������е��桢˫�桢��������漸�֣��λ���������ƶ�����̨ʽ����ת����̨ʽ����������ʽ�ͻ�ת����ʽ��������ʽ��������ƵĻ���Ϊ����λ˫���괲��
1.3 ��ϻ����ķ���ѡ��
(1)�ƶ����շ��� Ҫ�����ֳ��˽ⱻ�ӹ�����ļӹ��ص㡢���Ⱥͼ���Ҫ��λ��ѹ����Լ������ʵ�Ҫ��ȡ�ȷ������ϻ�������ɵĹ������ݼ���ӹ�����������Ҫȷ���ӹ����������������ߵ��������ʽ��
��2�������ṹ�����ķ�����ȷ�� ���ݹ��շ���ȷ����������ʽ�����岼�֡���ѡ�����������ʽʱ����Ҫ����ʵ�ֹ��շ�������֤�ӹ����ȣ�����Ҫ������Ч�ʣ���Ҫ���ǻ���������ά���������Ƿ����ã���Ҫע�ⱻ�ӹ�����������������Ա�ʹ��Ƶ���ϻ������϶���ʡ��Ҫ��
��3����ϻ������巽�� ����Ҫȷ������������������ϵ��ѡ��ͨ�ò����ĵ��ߵĵ������������������������ʡ����ƻ���������ϵ�ߴ�ͼ���ӹ�ʾ��ͼ�ȡ�
��4����ϻ����IJ��ݷ�����ʩ������ �ƶ���ϻ�����ˮ�ߵķ���ʱ����һ�㵥������ϻ�������������ͬ�� ��ˮ�������ڹ������ϲ�ͬ����������ʽ�����������нϴ�ı仯����ˣ���ʱӦ����ˮ�߽���ȫ�濼�ǣ�����Ӧ��ijһ̨��̨�������ѿ�����ơ���ʹ��ʱ����ȫ��ؽ�����ˮ����ƣ��ƶ�����ʱҲӦ�ۺ��о������ܽ�������ϵø�Ϊ���������ɿ������㹤���ļӹ�Ҫ���ý϶�Ĺ�����ҲΪ��һ����չ����������������
�����
[1].��ҫ� ���� ��е�ӹ������ֲ� ���չ�ҵ�����硣1987
[2].������� ��е�ӹ������ֲᡵ ����������.1990��
[3].��е���칤���豸����ֲ��д��� ��е���칤�ռ��豸�ֲ� ��е��ҵ������ 1992
[4].��е���칤������ֲ� ���ܿ� ���� ��������ҵ��ѧ������ 1984
[5].������ҵ�ߵ�ר��ѧУ ���������� �������� ��е���ճ����� 1995
[6].�������ͻ�еѧԺ ������ѧԺ ��һ�������쳧ְ����ѧ�� �������о�����ֲᡷ �Ϻ���ѧ���������� 1990
[7].ʵ�û�е�ӹ������ֲ� �º�� ���� 2004�� ��е��ҵ������
[8].��е��ƿγ����ָ���� ��ʥ���� �ߵȽ��������磬1982
[9].��е�ӹ������ֲ� ��ҫ����� ���չ�ҵ�����磬1987
[10].ʵ�û�е�ӹ������ֲ� �º������ 2004�� ��е��ҵ������
[11].��ϻ������ ������ҵ��ѧ�� �Ϻ���ѧ������1985
[12].��ϻ������ ������ϻ����о����� ��е���̳����� 1975
[13].��е�ӹ�����ʦ�ֲ� �����ӱ� ��е���̳��� 2000
[14] ��еԭ�������� ��� ����ģ�� �ߵȽ��������磬2000.
[15] ��������ֲ�2 ��е����ֲ��д��� ��е��ҵ������ 1986
[16] ��������ֲ�3 ��е����ֲ��д��� ��е��ҵ������ 1986