














苏ICP备112451047180号-6
1T单连杆焊接变位机设计
1.选题目的和意义:连杆是液压支架中的重要受力结构件,支架在使用过程中,连杆上的焊缝受多向应力,因此其焊接质量成为支架生产企业控制要点。为保证连杆的焊接质量,需将连杆上的坡口焊缝旋转至船型焊位,为提高工件翻转的生产效率及灵活性,减轻工人劳动强度,需设计相应的变位机。学生利用本科4年学习的内容,设计连杆变位机,在毕业设计过程中进行一次综合性练习,为毕业后从事相关的机械工程项目设计打基础。
焊接是一种制造技术,它是适应工业发展的需要,以现代工业为基础发展起来的,并且直接服务于机械制造工业。焊接技术自发明至今已有百余年的历史,焊接技术的发展与制造工业的需要紧密相关,工业生产中的一切重要产品,如航空、航天及核能工业中产品的生产制造都离不开焊接技术。一般工业先进国家,钢产量的50%左右需采用焊接工艺才能形成产品,在石油化工、矿山冶金、金属结构、起重运输、水陆交通、航天航空、桥梁建筑、电力能源等机械设备制造部门,焊接都有着广泛的应用。焊接质量的好坏直接影响产品质量的好坏,直接影响整机性能[1]。现在,随着科学技术的进步,生产规模的日益扩大,焊接结构正朝着超大型,高容量,高参数,耐磨,耐低温,耐动载的方向发展,这就不仅需要为焊接生产提供质量更高,性能更好的各种焊机,焊接材料和焊接工艺,而且要求提供各种性能优异的焊接工装设备,使焊接生产实现机械化和自动化,减少人为因素干扰,达到保证和稳定焊接质量,改善焊工劳动条件,提高生产率,促进文明生产的目的。
近年来,我国焊接装备制造行业的技术水平有了长足的进步。焊接装备的成套性、自动化程度、制造精度和质量明显提高,应用范围正逐步扩大,尤其是国家制定了拉动内需的政策,进一步促进了焊接装备制造行业的发展。随着科技的迅速发展,现代加工和制造业机械化化自动化水平的提高,焊接变位机械在我国的工程机械行业获得了广泛的应用,满足了一定的加工需求。许多机械产品和设备的结构件较为复杂,必须保证其焊接质量的好坏,焊接变位机械机利用机械的作用将工件改变位置,以最有利的位置实施焊接,不仅能缩短辅助时间,提高劳动生产率,减轻劳动强度,改善焊接质量,提高焊接效率,而且能降低工人的劳动强度以及生产成本,加强安全文明生产,有利于现场管理。
在我国国民经济发展中,尤其是制造业发展中,焊接技术是一种不可缺少加工手段。“电焊工”职业在国外的发展状况是专业程度提高,而操作日趋简便化、自动化、一体化,这是与国外焊接技术发展相对应的。国外普遍采用自动电焊设备,其自动程度和电焊精度高,焊接质量稳定。这需求的是扎实的焊接基础知识和专业技能。
在我国,焊接变位机械已悄然成为制造业的一种不可缺少的设备,在焊接领域把它划为焊接辅机。近十年来,这一产品在我国工程机械行业,有了较大的发展,获得了广泛的应用。就型式系列和品种规格而言,到2010年,国内已经开发的变位机械约有十余个系列,130余种规格,正在形成一个小行业。然而,在国际上,包括各种功能的产品在内,有百余系列。在技术上有普通型的,有无隙传动伺服控制型的,产品的额定负荷范围,达到0.1kN~18000kN。
2.本选题在国内外的研究状况及发展趋势:
在我国国民经济发展中,尤其是制造业发展中,焊接技术是一种不可缺少加工手段。“电焊工”职业在国外的发展状况是专业程度提高,而操作日趋简便化、自动化、一体化,这是与国外焊接技术发展相对应的。国外普遍采用自动电焊设备,其自动程度和电焊精度高,焊接质量稳定。这需求的是扎实的焊接基础知识和专业技能。
在我国,焊接变位机械已悄然成为制造业的一种不可缺少的设备,在焊接领域把它划为焊接辅机。近十年来,这一产品在我国工程机械行业,有了较大的发展,获得了广泛的应用。就型式系列和品种规格而言,到2010年,国内已经开发的变位机械约有十余个系列,130余种规格,正在形成一个小行业。然而,在国际上,包括各种功能的产品在内,有百余系列。在技术上有普通型的,有无隙传动伺服控制型的,产品的额定负荷范围,达到0.1kN~18000kN。
我国对于焊接变位机械的研究还处于一个相对比较低级的阶段。现在我国生产焊接变位机械的厂家已经不少,大都不成规模。一般来说,生产焊接操作机、滚轮架、焊接系统及其他焊接设备的厂家,大都生产焊接变位机;生产焊接滚轮架的厂家,大都生产机器人配套的焊接变位机。天津鼎盛公司工程机械有限公司、无锡市阳通机械设备有限公司、长沙海普公司、威达自动化设备有限公司等单位生产的变位机械在国内占有较大市场。国外生产焊接变位机械的厂家比较多,且规模较大,如德国Severt公司,该公司主要生产8种类型的产品,其中7种是焊接变位机。美国Aroson公司,该公司生产的焊接设备有焊接变位机、操作机、滚轮架等,可称世界之最。德国的CLOOS、奥地利igm、日本松下机器人公司等都生产焊接变位机械。
近几十年来,随着科技的日新月异,焊接设备和焊接方法也得到了长足的发展。目前,国外焊接设备的显著特点是高精度、高质量、高可靠度,数字化、智能化控制、大型化、集成化以及多功能化。而国内无论从产量构成还是技术发展方向上看,正在向高效、自动化、智能化、节能、环保型的焊接方向上发展。 展望未来,我国焊接变位机械有着良好的发展前景[6]。
本课题主要是针对1吨单连杆焊接变位机进行设计计算,了解其工作原理及内部结构,运用所学知识,设计出实际可用的产品。焊接变位机是将连杆绕水平转动,使之处于有利装焊位置的变位机械,主要用于连杆的装配与焊接。
3.主要研究内容:
本课题为最大重量1T单连杆设计焊接变位机,需以满足以下要求:
1.连杆上两组铰接孔之间的距离范围为1000mm-2500mm,铰接孔尺寸范围φ90mm-φ180mm,变位机夹紧位置需可调,可适应不同连杆的需要;
2.焊接时连杆待焊位置的高度需符合人机工程学,保证焊工操作舒适性;
3.单连杆最大重量1T,变位机系统需满足强度要求;
4.将工件旋转至合适位置后,变位机需锁死,且操作简单,利于工人使用;
5.焊工施焊位置,变位机上不能有超出工件的部分,避免焊工被摔倒、磕伤;
6.课题应包括相关机构运动参数的设计,零件的强度设计计算,应有多种设计方案比较说明,装配总图及所有相关的零件图。
7.应尽可能降低成本。
目录
绪 论 3
1焊接变位机械的性能及结构 4
§1.1焊接变位机械 4
§1.2 焊接变位机械应具备的性能及对焊接生产的作用 5
§1.3 焊接变位机功能及结构形式 6
2焊接变位机方案设计 9
§2.1 本焊接变位机总体设计及适用范围 9
§2.2 设计方案的确定 9
3电机和传动装置 10
§3.1 电动机的选择 10
§3.2传动机构类型选择的一般原则: 11
§3.3常用传动机构的一般布置原则是: 11
§3.4 变位机械中的机械传动机构的选择 12
§3.5 变位机的额定载荷 13
§3.6 回转机构 13
§3.7 工作机需要电动机输入功率才能工作 14
§3.8选择传动形式时,应当考虑的主要指标 14
4 设计与校核 15
§4.1 传动比的假定和确定 15
4.1.1 回转机构 15
§4.2传动装置总效率的确定 15
4.2.1 蜗杆传动的效率 。
§4.3 工作台阻力矩的计算 16
§4.4 电动机额定功率的确定 17
4.4.1 电机容量的确定 17
4.4.2 回转机构电机额定功率的确定, 17
§4.5 电动机转速的确定 18
§4.6 电机类型的确定 18
§4.7 蜗轮蜗杆的设计 18
4.7.1 蜗杆传动的特点: 18
4.7.2 蜗杆头数和蜗轮齿数的选择 20
§4.8 轴的设计 21
4.8.1 初步估计 21
4.8.2 传动轴(回转)的设计 22
4.8.4 箱体轴(回转) 的设计 22
4.8.5 蜗杆轴的设计 22
4.8.6 传动轴的设计 22
§4.9 轴承的选择和较核 22
§4.10 滚轮轴的设计及校核 25
§4.11 键的选用及校核 26
5焊接变位机主体及零部件 26
§5.1 机架与箱体的设计 26
§5.2 箱体的形状和尺寸 27
§5.3 存在的问题 28
§5.4 导电装置 29
§5.5连杆的结构特点 29
§5.6 减速器箱体 29
§5.7其他外购件的选择 31
结 论 33
致 谢 34
参考文献 35
摘 要
焊接装备就是在焊接生产中与焊接工序相配合,有利于焊接生产实现机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。焊接翻转机是焊接变位机械的一种,是将工件绕水平轴转动或倾斜,从而使之处于有利于装焊位置的焊件变位机械,主要用于梁、柱、框架等结构的焊接。焊接翻转机的种类较多,常见的有头尾架式、框架式、转环式、链条式、推拉式等。焊接翻转机结构简单,操作方便,工作效率高、工作质量好,可实现360度回转。因此,焊接翻转机广泛应用于化工、铁路交通、冶金等工业部门的自动焊接系统。
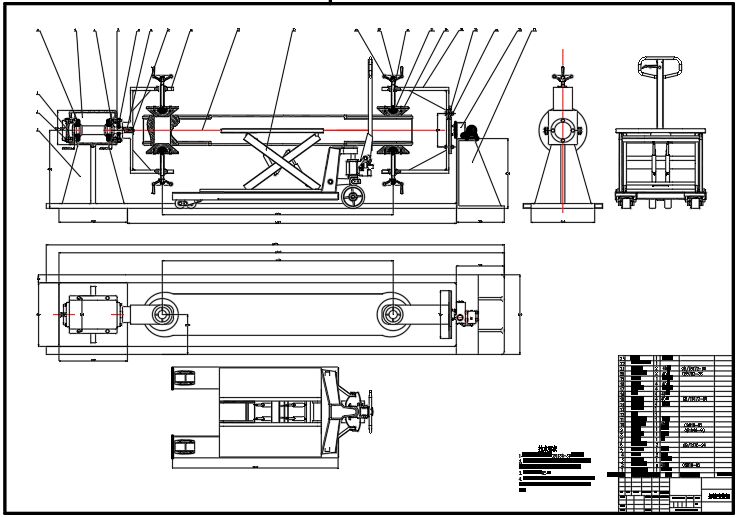
本次设计题目是1吨单连杆焊接变位机机,结构形式与车床类似,其头架为驱动端,可单独使用,利用安装在头架卡盘上的夹具,可为短小的工件翻转变位。翻转机尾架可在轨道上行走,便于根据工件的长度来调节与头架的距离。
本次设计考虑了翻转机的合理性和经济性等因素。设计的主要内容包括:翻转机头架的机座、回转机构、升降拖车等的机械设计、装配图和零件图设计,减速机和电机的选型等。该翻转机结构简单,操作方便,对焊件的适应性很强。
关 键 词:焊接,翻转机,头架,尾架
参考文献
[1]王斌武, 应用于采煤机滚筒制造的数控焊接变位机的设计与计算[J]. 煤矿机械,2009.
[2]王斌武, 数控焊接变位机在截割头制造中的设计与应用[J]. 煤炭技术,2009
[3]杨超,刘红旗,南光熙, 基于平行四边形机构的同步式变位焊接机分析[J]. 机电产品开发与创新,2008.
[4]何立, 焊接与切割设备的使用和维修(七十八)--烘干箱、变位机、操作机的使用与维修[J]. 电焊机,2008.
[5]何立, 焊接与切割设备的使用和维修(七十九)--烘干箱、变位机、操作机的使用与维修[J]. 电焊机,2008.
[6]唐佳富, 新型焊接变位机的研制[J]. 机械工人.热加工,2007.
[7]何文平,王宗才,李铁成,. 球面环状密封带堆焊工艺分析及焊接双变位机的设计[J]. 煤矿机械,2007.
[8]徐鹿眉,王铁钧, 变频器在轧辊焊接机焊件组合变位控制中的应用[J]. 电焊机,2007.