














苏ICP备112451047180号-6
18CrNi8钢凿岩机活塞热处理工艺设计
一、选题简介、意义
作为凿岩机的核心组成部分-活塞,关乎着整个凿岩机的工作效率和使用寿命,所以活塞选用的材料的性能和热处理工艺就成为了重中之重。合理的热处理工艺既可以保证材料的性能,也可以使企业的管理更加规范,从而大大地减少企业的生产成本。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
课题研究:
课题主要研究以18CrNi8为材料制作而成的活塞热处理工艺,这是根据市场上已有活塞材料而进行的研究,找出最适合18CrNi8的热处理工艺来实现活塞制作技术的完善。
研究内容:
首先以大量的资料为基础,找出有关18CrNi8活塞的热处理工艺资料进行研究并整理,然后再根据整理所得实施一系列的相关实验,最后以查阅的资料和实验数据得出最佳的18CrNi8活塞的热处理工艺方法:
将温度加热到800℃进行退火处理,保温3h;然后880℃淬火,保温11min,然后渗碳,温时间900℃,渗层厚度为1mm空冷;回火温度为200℃,保温时间为2h
要解决的问题:
由于我的能力有限,又没有相关的准确资料,所以设计的热处理工艺是否具有可行性也存在问题
预期目标:
通过合理的热处理工艺找出其中存在的缺陷,进行研究并改进,从而得出较完善的18CrNi8组织性能
预期目标:
通过合理的热处理工艺找出其中存在的缺陷,进行研究并改进,从而得出较完善的18CrNi8组织性能。
方法及措施:
1.多请教老师
2.大量的查阅图书馆及网络的资料
3.多进行市场的走访询问和找机会了解其它材料活塞的生产过程
4.进行换位思考,以消费者、操作方的位置思考该产品需要的性能和要求
三、设计(论文)体系、结构(大纲)
一、引言
二.、18CrNi8活塞的材料分析
2.1合金元素的性能要求
2.2合金元素的作用及材料选择
三.、18CrNi8活塞的热处理工艺分析
3.1凿岩机活塞技术要求
3.2热活塞处理工艺分析
四、18CrNi8活塞的热处理工艺优化
4.1退火工艺的优化
4.2渗碳工艺的优化
4.3淬火工艺的优化
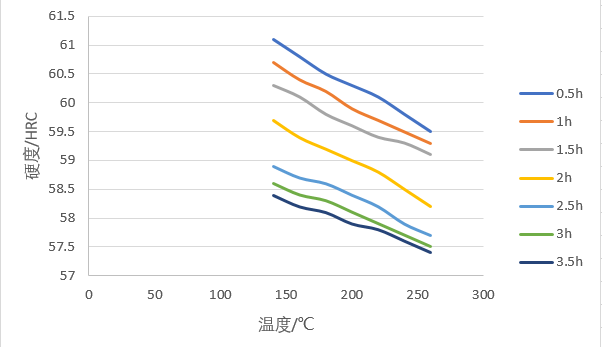
4.4回火工艺的优化
五、结论
总结
参考文献
结论
综合以上的实验分析,能够满足18CrNi8钢凿岩机活塞性能要求的最佳热处理工艺为:退火温度为860℃,保温时间3h,渗碳保温时间900℃,渗层厚度为1mm空冷;淬火温度为880℃,保温时间11min;回火温度为200℃,保温时间为2h,空冷,最后得到的硬度为59HRC。
参考文献
[1]王英杰.金属工艺学.,2015.5
[2]李方进.金属学及热处理:北京机械工业出版社,1995.
[3]中国机械工程学会热处理学会.热处理手册第二卷[M],北京:机械工业出版社,2003:345-354.
[4]徐年宝.热处理及工程材料.无锡职业技术学院,2005
[5]中国机械工程学会热处理学会 编 热处理手册 [D].机械工业出版社 2013.
[6]催忠圻.金属学与热处理[M] 北京:机械工业出版社,1988 .
[7]史美堂.金属材料及热处理.上海科学技术出版社,2001.
[8]王忠诚.钢铁热处理.北京:北京化工业出版社,2008.1
[9]金属热处理 [J] 1994年第11期
[10]赵步青. 具热处理工艺400例[D].机械工业出版社2010.
[11]吉泽升编著热处理炉,哈尔滨工程大学出版社[M] 2010.