














苏ICP备112451047180号-6
可持续注塑成型:材料的选择影响零件翘曲的浇口位置和注射压力
1. 引言和文献综述
热塑性塑料注塑成型被认为是可用于生产塑料制品的重要工艺。它从添加固体塑料开始(通常是颗粒)通过料斗到加热注射桶。 在塑化阶段,注射螺杆旋转并输送熔融材料到螺 杆尖端前面,输送足够量的熔融材料后,塑化停止。在灌装阶段,通过注射进行了改进的熔融物质到模腔。 注入口的位置是非常重要,因为它可以影响流动方向和融化固化和填充。 如果空洞充满,投机将施加额外的压力以迫使更多的熔融材料进入腔体补偿材料收缩然后借助于冷却从熔体中除去剩余的热量。过程以半模和固化部分的开口通过喷射销去除。 在图 1示意图介绍了描述成型过程中涉及的步骤。
。
。
。
2.材料和方法
上述审查显示,零件设计和质量之间的关系有一个复杂的成型条件。因此减少翘曲至关重要的不仅是热塑性材料的机械性能,而且要注意熔体流动方向和纤维取向的变化。
进一步了解零件的质量如何改进,最好扩大现有的研究。本案例将在此介绍。
对系统调查可能存在研究空白。工作应尽量减少翘曲和注射压力,同时考虑到一些关键的热塑性材料性质(例如弹性和剪切模量,线性热膨胀和粘度)。
本文从利用不同统计实验出发,旨在提出一种方法使翘曲的改善和注射压力的降低可能实现。
。
。
。
3.结果与讨论
为了确保网格的计算不稳定性衰减,进行了网格收敛研究,以选择在本研究中最适合使用的网格。 以下部分,以后续顺序,呈现分析结果。
3.1 浇口位置和材料选择对翘曲的影响
作为材料和浇口位置的函数,计算翘曲(偏转)。 分析材料性能由于收缩和纤维取向的总体变化引起翘曲(仅适用于PP 30%等级)。
所有偏转结果由偏差的总和表示XYZ方向。发现平均所有偏转为0.45,分别为PP,PS和PP 30%纤维填充级的0.25和0.33 mm。据推测,这部分将会朝向栅极位置,因此也绘制了Z方向偏转。这个作为平均Z方向偏转的假设被证明是正确的按顺序分别为55%,49%和62%关系到PP,PS和PP 30%纤维填充等级。最伟大的(和Z方向)偏转值用每个栅极的PP观察位置。这种变形幅度可归因于晶体 - 线性,高热膨胀和低弹性剪切模量(表1)。 PS可以有效地减少与PP相比翘曲多达〜50%。作为一个无定形等级,收缩和热膨胀的变化较小,而具有较高的弹性和剪切模量(表1)与PP相比表现出更大的抗偏转阻力。
。
。
。

摘要:
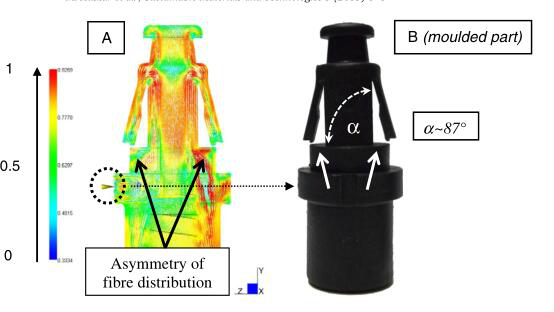
本文提出了一种复杂的翘曲(即部分偏转)的注射方法,可以通过选择最佳热塑性材料和注射浇口位置来最小化几何形状(熔融塑料通过其流入空腔)。考虑到模具填充的数值分析,四个浇口位置以及PP(聚丙烯),PS(聚苯乙烯)和纤维填充的PP材料,每个都有不同收缩特性,机械性能和粘度。空腔填充模拟结果 - (平均)PP和PS分别预测了最大和最小的翘曲。纤维填充PP的翘曲显示出最大的浇口位置依赖性。 另外,最低注射压力与纤维填充的PP相关,为了减少压力,最好的和第二好的浇口的位置是顶部和中部。 另外特别注意纤维取向是部分翘曲的重要因素之一,明显的是,浇口位置影响熔体流动进化和再生纤维的压痕。模拟结果显示为双向流动和不对称光栅分布是通过浇口中间部分实现的,因此,可以通过将门放置在部件的顶部部分来实现对称的光纤分布。注塑实验利用纤维填充的PP以及两个上述的浇口位置发现了中间浇口应用时出现翘曲,但成功使用顶端浇口位置消除。 可以说,差分纤维取向不会引起翘曲,纤维取向的不对称分布确实如此。本文中讨论的信息可能包括:在早期模具/零件设计阶段有用,当任何修改仍然可以轻松和经济高效地进行实施。 一个重要的发现是,最终浇口的位置只能在热塑性塑料之后选择此时材料性质和熔体流动方向已被考虑在内。 成功减少翘曲注射压力有助于减少生产废物和能源消耗量,确保无缺陷可持续制造。
目录
摘要: 1
1. 引言和文献综述 1
2.材料和方法 4
3.结果与讨论 8
3.1 浇口位置和材料选择对翘曲的影响 9
3.2 注射压力和腔体填充模式的评估 9
3.3纤维取向和实验验证的数值预测 10
总结 12
1. 引言和文献综述
热塑性塑料注塑成型被认为是可用于生产塑料制品的重要工艺。它从添加固体塑料开始(通常是颗粒)通过料斗到加热注射桶。 在塑化阶段,注射螺杆旋转并输送熔融材料到螺 杆尖端前面,输送足够量的熔融材料后,塑化停止。在灌装阶段,通过注射进行了改进的熔融物质到模腔。 注入口的位置是非常重要,因为它可以影响流动方向和融化固化和填充。 如果空洞充满,投机将施加额外的压力以迫使更多的熔融材料进入腔体补偿材料收缩然后借助于冷却从熔体中除去剩余的热量。过程以半模和固化部分的开口通过喷射销去除。 在图 1示意图介绍了描述成型过程中涉及的步骤。
。
。
。
2.材料和方法
上述审查显示,零件设计和质量之间的关系有一个复杂的成型条件。因此减少翘曲至关重要的不仅是热塑性材料的机械性能,而且要注意熔体流动方向和纤维取向的变化。
进一步了解零件的质量如何改进,最好扩大现有的研究。本案例将在此介绍。
对系统调查可能存在研究空白。工作应尽量减少翘曲和注射压力,同时考虑到一些关键的热塑性材料性质(例如弹性和剪切模量,线性热膨胀和粘度)。
本文从利用不同统计实验出发,旨在提出一种方法使翘曲的改善和注射压力的降低可能实现。
。
。
。
3.结果与讨论
为了确保网格的计算不稳定性衰减,进行了网格收敛研究,以选择在本研究中最适合使用的网格。 以下部分,以后续顺序,呈现分析结果。
3.1 浇口位置和材料选择对翘曲的影响
作为材料和浇口位置的函数,计算翘曲(偏转)。 分析材料性能由于收缩和纤维取向的总体变化引起翘曲(仅适用于PP 30%等级)。
所有偏转结果由偏差的总和表示XYZ方向。发现平均所有偏转为0.45,分别为PP,PS和PP 30%纤维填充级的0.25和0.33 mm。据推测,这部分将会朝向栅极位置,因此也绘制了Z方向偏转。这个作为平均Z方向偏转的假设被证明是正确的按顺序分别为55%,49%和62%关系到PP,PS和PP 30%纤维填充等级。最伟大的(和Z方向)偏转值用每个栅极的PP观察位置。这种变形幅度可归因于晶体 - 线性,高热膨胀和低弹性剪切模量(表1)。 PS可以有效地减少与PP相比翘曲多达〜50%。作为一个无定形等级,收缩和热膨胀的变化较小,而具有较高的弹性和剪切模量(表1)与PP相比表现出更大的抗偏转阻力。
。
。
。
总结
材料选择和浇口位置的影响翘曲和注射压力的降低。由于收缩特性的变化,翘曲结果显示了对等级类型的依赖。浇口位置的影响纤维填充PP。试图最大化部件的机械性能,较高的部件刚度可以通过选择用于注射成型的纤维填充的PP来实现。此外,最低的注射压力与其相关纤维填充的PP。通过这个等级进行进一步分析,这是可以理解的该降低的投射压力(和压力损失)相关与中间和顶部门位置。关于光纤对准,不对称的光纤分布如果中间浇口位置被应用,则会被生成。仔细选择材料和门的位置,不仅如此可以优化模具设计,但生产浪费,成本最小化,朝着可持续发展迈出了一步。