














��ICP��112451047180��-6
���ػ���̽�����Ļ�еģ��

ͼ 2 �����˶��������ķ��������������˶�Ԫ���ϵ���������
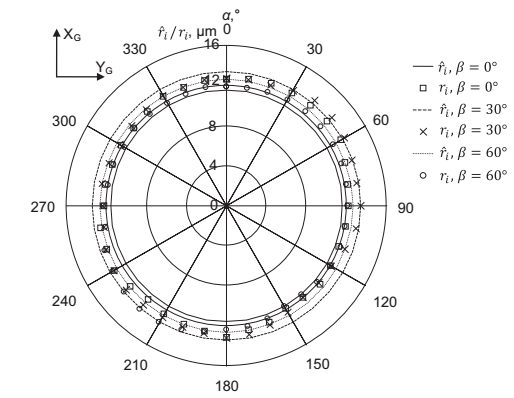
ͼ 12 ����ѡ����b�Ƕ�ֵ��MP700Ӧ���̽���ʵ�������ֵ�ıȽ�
ժҪ
���ػ���̽�벻�����ڼӹ�ǰ���ù����ͼӹ�ʱ�Ŀ��ƣ�������ȷ��������������������Dz���Ҫ�˽�������������ϵͳ������Ҫ֪�������ڻ�����̽ͷ����ƪ���������һ�����ػ���̽ͷ��������ģ�ͣ������ǵ�����̽ͷ��Ϊ����Բ�ϵĴ�����������ͨ����һ����Ĺ��ܡ����л�ʹ��RMP60, MP700��IRP32.00-MINI������̽ͷ�ڻ������ƶ��ӹ�Ʒ�ķ�����֤������ģ�͡���ʵ��õ��Ĵ����뾶ֵ��ʹ������ģ�ͼ������ֵ���бȽϣ��õ�����ķ����ʸߴ�92%��
�ؼ��ʣ�̽ͷ;���ģ�ͣ���е���ߣ����ϲ������������
Ŀ¼
ժҪ 1
1 ���� 1
2. ���ػ���̽�����ܵ�����ģ�� 3
3. ���ڲ���CNC����̽ͷ������ 9
4. ��֪ģ�Ͳ����ļ��ٺ�ȷ�� 11
5.���ػ���̽ͷʵ����֤����ģ�� 12
6.�ܽ� 16
����� 17
1 ����
���ػ����Ĵ�������̽ͷ��װ�ڹ����ϣ������������ػ���������ʹ����������������ķ���������̽�����ҪӦ����һ���Զ���������װ�á�̽�뻹�����ڼӹ��ڼ��ӹ����������гߴ���ƣ���ȷ���������˶���ʹ��̽��ʱ���ػ��������ľ��Ȼ�Ӱ������ӹ������������Ϊ����֤һ����������̽����ɵIJ���ϵͳ�Ƿ�����ʹ��������ľ��ȣ�ʹ�ü�ӵķ�������̽���ڻ����ϵ�ʹ������ò��ϲ����Dz�����ISO 230-10�������˱�Яʽȼ��ת��װ�ã�3D�ͱ�Яʽȼ��ת��װ�á���ά����������ͻ���Ļ���������һ��25�����������������ȷ��Ԥ�г̵ı仯—�ռ���ϵͳ���–������̽�롣��150 mmԲ��������Ļ����ϣ�ȷ�����䴹ֱ��ƽ���̽�������⣬�ڻ��ϲ����IJ������Ľ��������ȷ��ϵͳ̽ͷ��������ͬ�IJ�������IJ�������2�ֲ�ͬ��̽��–M & H TX / RX 40��Renishaw omp400–̽������������ݵ�ƫ����ַ�������ȷ���Ļ�������ϵͳ���������ܽ�̽�����ӻ�������з��������Ȼ��������Ӧ�ó�����Ҫ�˽�̽ͷ�����ص㡣����ЩӦ�ó����ʾ���У������˶�����ȷ�������ڻ������������Ļ����ϡ�����������ͨ��ʹ��һ�������2�������ʵ����չ�ġ�����������ƵIJⶨ������ʹ����һ��������3���������ķ���������ͬ����Ӧ�ó���Ҳ�����������⡣�������Ӧ�ó������������������ڻ����ϲ��������Ʋ⣬�õ���ƫ�����ɻ������˶��������ġ����ǣ�������ֿܷ�̽ͷ�����ͻ�������̽ͷ�����ͻ����йأ�����ǻ�����̽ͷ������ڱ��о���ԭ�����ػ�����̽��IJ������ȿ��������������ֲ���������Ӧ����Ҫһ��̽�����ӳ�䲢��������ģ��ʵ�֡�
̽ͷ�������ȡ������ʹ�õĴ��������͡�һ��3���˶������������������ػ����������������̽���С��������͵Ĵ������������ƶ�Ԫ��������ѹ�������֧�֡�ÿһ���㶼����ϵĵ�·֧�֡������ƶ�Ԫ�����ӵĴ�����б���ƶ�ʱ����·�ͻ���������˶�������̽ͷ�����ص�����������Σ���ߴﵽ��ʮ�ס�̽ͷ��Ӧ��ƴ�����û�����ȱ�ݡ����������͵�ת�����У��������뱻�����ĽӴ���λ��ת�����ʹ�����ƶ�Ԫ��֮���Ӧ��Ƽ���
Ȼ����������Щģ�Ͷ�������֤������̽�����ر���û�в���ģ����������һ���˶������������⣬���ػ�����̽ͷʹ������ͨ�ţ��Ӷ�����̽ͷ�ͻ���������֮��Ĵ����źŴ����ӳ١����ĵ��������������ػ���̽ͷ�����һ�����ģ�͡����ģ����һ��ר�ŵ�ʵ��װ���н�����ʵ����֤��

ͼ 1 ��a��1���˶�����������; ��b��Ӧ�䴫��������; ��c��1���˶������������� SG - Ӧ���
ͼ 1 ��a��1���˶�����������; ��b��Ӧ�䴫��������; ��c��1���˶������������� SG - Ӧ���
ͼ 2 �����˶��������ķ��������������˶�Ԫ���ϵ���������
ͼ 12 ����ѡ����b�Ƕ�ֵ��MP700Ӧ���̽���ʵ�������ֵ�ıȽ�
�ܽ�
���ػ���ͨ��ʹ��3���˶�̽ͷ��Ӧ���̽ͷ��1���˶�̽ͷ�����Ľ������������д��������͵����ģ�͡�Ȼ��ʹ���µIJ���������֤�����ʵ�鿪��������ģ�͡��������в������͵�̽�룬ʵ��������ģ�ͺ�ʵ����Խ���ĸ߶�һ���ԡ����磬����m��h IRP32.00-MINI 1���˶�̽ͷ��R2����Ϊ70.82��������Ϊģ�ͺ�ʵ��ֵ֮��IJ����ƽ���������ֵ������3.2μm����ֵ�ȴ����뾶r =88.2μm��ƽ��ֵ��28�����Dz���̽ͷ�Ĵ����뾶�仯Vr =26.7μm��8����
��������̽ͷ�IJ��Խ����������RMP60 3���˶�̽���MP700Ӧ���̽ͷ�ó����ۣ�����ģ��Ԥ���������״��Ӧ��ʵ���õ����ԣ�ƽ���������ֵ��ģ�ͷֱ�Ϊ0.6μm��0.4μm����Щֵ�ֱ��Ǵ����뾶r =35.7μm��12.5μm��ƽ��ֵ��59����31�����ֱ��Ǵ����뾶�仯Vr =16.4μm��2.2μm��27����5.5������̽�롣
������ģ�Ϳ�����Ԥ�����ֻ���̽ͷ�����ֲ����� ���⣬ģ���а������ض�������CNC����̽�����ֵ��Ӱ���֪ʶ������ƽε�̽���������Լ���ѡ�����ϵͳ�����ýε�̽ͷ�û����������õģ� �������رʵ�ѡ��ʹ��������趨��
�����
[1]ISO 230-10:2011: Test code for machine tools – Part 10: Determination of the measuring performance of probing systems of numerically controlled machine tools, 2011.
[2]M.W. Cho, T.I. Seo, Inspection planning strategy for the on-machine measurement process based on CAD/CAM/CAI integration, Int. J. Adv. Manufact. Technol. 19 (8) (2002) 607–617.
[3]M.W. Cho, T.I. Seo, H.D. Kwon, Integrated error compensation method using OMM system for profile milling operation, J. Mater. Process. Technol. 136 (1–3) (2003) 88–99.
[4]M.W. Cho, T.I. Seo, Machining error compensation using radial basis function network based on CAD/CAM/CAI integration concept, Int. J. Prod. Res. 40 (9) (2002) 2159–2174.
[5]J.P. Choi, B.K. Min, S.J. Lee, Reduction of machining errors of a threeaxis machine tool by on-machine measurement and error compensation system, J. Mater. Process. Technol. 155–156 (2004) 2056–2064.
[6]J. Zeleny, M. Janda, Automatic on-machine measurement of complex parts, Modern Machin. Sci. J. (1) (2009) 92–95.
[7]J.R.R. Mayer, Five-axis machine tool calibration by probing a scale enriched reconfigurable uncalibrated master balls artifact, CIRP Annals – Manufact. Technol. 61 (2012) 515–518.
[8]N. Alami Mchichi, J.R.R. Mayer, Axis location errors and error motions calibration for a five-axis machine tool using the SAMBA method, Procedia CIRP 14 (2014) 305–310.
[9]S. Ibaraki, T. Iritani, T. Matsushita, Error map construction for rotary axes on five-axis machine tools by on-the-machine measurement using a touch-trigger probe, Int. J. Mach. Tools Manuf. 68 (2013) 21– 29.
[10]S. Ibaraki, Y. Ota, Error calibration for five-axis machine tools by onthe-machine measurement using a touch-trigger probe, Int. J. Automat. Technol. 8 (1) (2013) 20–27.
[11]M. Jankowski, A. Woz´niak, M. Byszewski, Machine tool probes testing using a moving inner hemispherical master artifact, Precis. Eng. 38 (2) (2014) 421–427.
[12]J. Sładek, A. Ga˛ska, Evaluation of coordinate measurement uncertainty with use of virtual machine model based on Monte Carlo method, Measure. J. Int. Measure. Confeder. 45 (6) (2012) 1564–1575.
[13]J. Sładek, A. Ga˛ska, Modeling of the CMM probe head errors, in: 10th International Symposium on Measurement and Quality Control 2010, ISMQC 2010, pp. 348–353.
[14]W.T. Estler, S.D. Phillips, B. Borchardt, T. Hopp, C. Witzgall, M. Levenson, K. Eberhardt, M. McClain, Y. Shen, X. Zhang, Error compensation for CMM touch trigger probes, Precis. Eng. 19 (2-3) (1996) 84–96.
[15]W.T. Estler, S.D. Phillips, B. Borchardt, T. Hopp, M. Levenson, K. Eberhardt, M. McClain, Y. Shen, X. Zhang, Practical aspects of touchtrigger probe error compensation, Precis. Eng. 21 (1) (1997) 1–17.
[16]A. Woz´niak, M. Dobosz, Metrological feasibilities of CMM touch trigger probes. Part I: 3D theoretical model of probe pretravel, Measurement 34 (4) (2003) 273–286.
[17]A. Woz´niak, M. Dobosz, Influence of measured objects parameters on CMM touch trigger probe accuracy of probing, Precis. Eng. 29 (3) (2005) 290–297.
[18]A. Woz´niak, M. Byszewski, M. Jankowski, Setup for triggering force testing of touch probes for CNC machine tools and CMMs, Measure.Sci. Rev. 13 (1) (2013) 29–33.