














��ICP��112451047180��-6
���ӹ�����ȼ��һ������
ժҪ ���Ź�ҵˮƽ�Ŀ�Ѹ�ͷ�չ���Զ���������������������뵽���и�ҵ�����ʵ��ȫ�Զ�����ÿ����ҵ�������ٵ������е����⡣���ڴ��г���Բ���ι�����Ŀǰ���ڵĻ�������ӹ��Ĺ��̰���ͨ����ӹ��Ϳ������������裬�����ڵڶ������裬������ÿ�μӹ�֮��Ҫ�Ȱѹ�����ȡ�������ø��ֲ������߽��в����������ϱ��Ļ���Ҫ���°�װ����λ���ӹ��Ͳ�������������µĹ�������̫���ˣ������˷Ѵ�����������Դ�������˷��˴�����ʱ�䡣��Ȼ��֤������������Ч�ʼ�Ϊ���¡���ˣ�����з����а�ͨ��Բ���ι����ӹ��Ϳ�����һ�������������ʡȥ�˺ܶ��Ҫ�Ĺ�������Ľ�Լ��������Դ��ʱ�䣬��������˹����ӹ�Ч�ʡ�������Ӵ������ʼ��ƣ�������Ҫ�������У�ˣ���֤ϵͳ���ȶ����У���������������Ȼ��ʹ��UG����ϵͳ��װͼ�����ͼ�������ݹ���ԭ������ϵͳ��ѹ����ԭ��ͼ����д��Ƭ�����Ƴ���
�ؼ��ʣ� ��ѹ���� ������ ������
Design of Sink hole Machining and Depth Inspection
Abstract With the great progress of industrial level, automated production technology concept is infiltrated into all walks of life. How to achieve full automation is the most pressing issue facing every industry sector. For cylindrical workpieces with counterbores, the current process of machining the machine includes two steps of drilling and hole detection, especially on the second aspect, where the worker has to work the workpiece after each process First to take down and then use a variety of measurement tools to measure, do not meet the standard, then we must re-install, locate, course and measurement, this situation is too large, not only a lot of waste of human resources, and its waste a lot time. Although the quality is guaranteed but the workpiece rate is quite low. Therefore, the design and development of a cylindrical workpiece with a half-hole machining and hole detection machine, which not only eliminates the need for a lot of unnecessary processes, and maximize the savings of human resources and time, greatly improving the workpiece processing efficiency The The subject from the beginning of the design, and the main parts of the check to ensure the stable operation of the system to meet the carrying capacity. Then use UG to draw the system assembly drawings and parts drawings. Finally, according to the working principle to draw the system air pressure schematic diagram and the preparation of single-chip control program.
Keywords Pneumatic transmission sensor reducer
�������о�����Ҫ���ݼ�������
���ڴ��г���Բ���ι�������ӹ���������ͨ����ӹ��Ϳ������������裬Ȼ��Ŀǰ������ڵڶ����ļ����̲����˹����ķ�ʽ������û��ʵ���Զ��������һ��˷�������Դ����ˣ�����з����а�ͨ��Բ���ι����ӹ��Ϳ�����һ���������߸ù�������Ч�ʣ�����������Դ�˷Ѿ�����Ҫ�����塣��ƽ������ͨ�ļӹ����һ�����ƾ���һ����ָ�����塣
�����
1 �ӹ�վϵͳ�������
ϵͳ�ṹ���
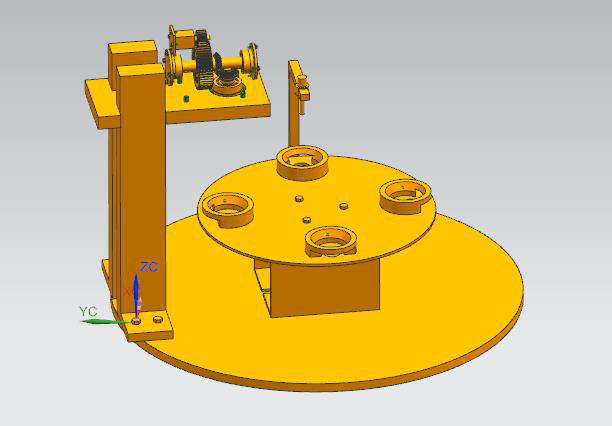
�ӹ�վϵͳ��Ҫ�ɵ�Ƭ������ģ�顢 ��ת����̨ģ�顢 ���ģ�顢 ����ģ��Ȳ������
ϵͳ����ԭ��������
���豸��ͨ��Դ����Ƭ�����У�ϵͳ��λ�� �����������ص�λ�� ���ͷ���ص�λ�� �н�ͷ���ص�λ�� ��ת����̨��ת��λ�� ���ڹ�������ģʽ�����й������ŵ���ת����̨�����빤λʱ�� ��������ť�� ��ת����̨ת���� �ӹ���Ԫ���������͵��ӹ�
��λ������ӹ��� Ȼ��ȴ����빤λ�����µĹ����������빤λ���յ��µĹ���ʱ�� ��ת����̨����ת��һ����λ�� ���ӹ���Ĺ����͵���λ����������⣬���ͨ�������λ���˹�ȡ�߹�����
�� �ӹ�վϵͳӲ�����
�ӹ���Ԫ��Ҫ���þ��У�����λ�ļӹ���תƽ̨ģ����ӹ�����ȼ�⣬ ʵ������ģ�⡣
����������Ҫ��������⣺
���õ�Ƭ���Ĺ�����ѹΪ 5V, MPS ϵͳ�е�����Ĺ�����ѹΪ 24V�����ҿ��ǻ������ŵ�����, �ڵ�Ƭ������ϵͳ�������Ҫ�������ϵͳ�Ŀ���������, ������Ӳ���в�ȡ�˹����������еĹ��������Ҫ��, ����ϵͳ�����������źŵ�·����λ��·��ʱ�ӵ�·������źŵ�·�Ͱ�����·, ������·�а������ͼ�ͣ��ť, ��ͣ��ť�ӵ�Ƭ�������ж� 0���ڿ���ϵͳ�����������, ���ݼӹ���Ԫ�Ĺ�������, ����������֧�ṹ����������, ���Ȳ�ѯ����ڵ�״̬, Ȼ���������ڵ�״̬��ͬ, ����ϵͳ������ͬ�Ŀ����ź�
Ԥ�ڽ���������壺
������Ĵ��µ���: ���õ�Ƭ����Ϊ�������ܺõ�ʵ���˼ӹ���Ԫ�еij��ӹ�����ȼ���һ�廯�Ĺ��չ��̣�������õ�Ƭ���Ŀ��������С, ���пɿ�, ����ؽ�����ϵͳ�ɱ�,������������Դ�˷ѣ�ͬʱ ���ֿ�����ͬ��������Ӧ�õ� MPS �Զ�������ϵͳ������һЩ����վ��, �������Ժܷ����������������Ԫ����ͨѶ��
�����
[1]��֮�ݣ�����.��е����ۺϿγ����[M].��������е��ҵ�����磬2007.8,�ڶ���
[2]������.��еԭ��������ϲ�[M].��������е��ҵ�����磬2009.1����һ��
[3]������.��еԭ��������²�[M].��������е��ҵ�����磬2009.2����һ��
[4]������.������.���紫������[M].�人�����пƼ���ѧ�����磬2011.6�������
[5]����.������ѧ[M] .�������ߵȽ��������磬2009.7�����߰�
[6]������.������ѧ[M].�������ߵȽ��������磬2011.1�������
[7]����ᰣ���ռ��.���̲��ϼ�����ͻ���[M].�������ߵȽ��������磬2012.8
[8]Ҷ������ܷ���.����������Լ���[M].������������ҵ�����磬2012.1
[9]�β���.UG NX 8.5 ���̳�[M].��������ѧ�����磬2014.11
[10]������������Ź�ΰ.��е���켼������[M].�������ߵȽ��������磬2014.12��������
[11]���̺����ν������߳�ʶ.Һѹ����ѹ����[M].�������ߵȽ��������磬2009.5���ڶ���
[12]��骣�����������ΰ��.�ɱ���������ԭ����Ӧ��[M].��������е��ҵ�����磬2012.2
[13] Alain Chevalier, Christian Winge Vigild, Elbert Hendricks,“Predicting the Port Air Mass Flow of SI Engines in Air/FuelRatio Control Applications”, 2000, SAE paper��[J].NO.2000-01-0260.
[14] Bastian etc, “Modeling fuel injection control maps using fuzzy logic”, IEEE International conference on Fuzzy Systemsv2, [M].1994.
[15] Paul M. Gartner, “Development of a Low-Cost FuelInjection System for use on Small Engines”, SAE paper,[M]. NO.1999 -01-3292.
[16] Fujiwara, “Calculation of Ignition Noise Level Caused by Plug Gap Break down”, IEEE Trans. on Electromagnetic Compatibility,[J]. 1982, 24(2).
[17] ABS/TCS Lee, Jae-Cheon, “Hardware-in-the-loop simulator”, IEEE Conference on Control Application, [M].1999(1)
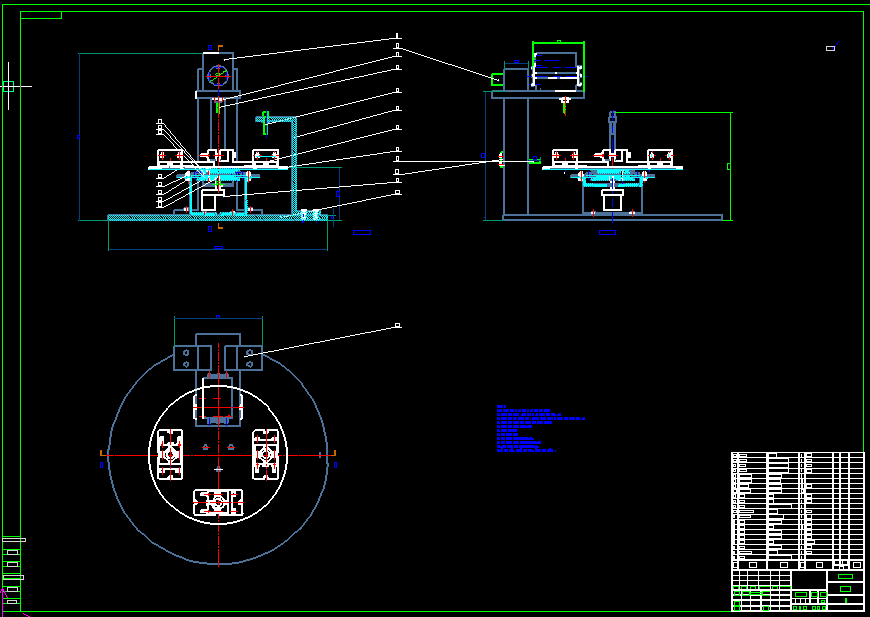
ժҪ ���Ź�ҵˮƽ�Ŀ�Ѹ�ͷ�չ���Զ���������������������뵽���и�ҵ�����ʵ��ȫ�Զ�����ÿ����ҵ�������ٵ������е����⡣���ڴ��г���Բ���ι�����Ŀǰ���ڵĻ�������ӹ��Ĺ��̰���ͨ����ӹ��Ϳ������������裬�����ڵڶ������裬������ÿ�μӹ�֮��Ҫ�Ȱѹ�����ȡ�������ø��ֲ������߽��в����������ϱ��Ļ���Ҫ���°�װ����λ���ӹ��Ͳ�������������µĹ�������̫���ˣ������˷Ѵ�����������Դ�������˷��˴�����ʱ�䡣��Ȼ��֤������������Ч�ʼ�Ϊ���¡���ˣ�����з����а�ͨ��Բ���ι����ӹ��Ϳ�����һ�������������ʡȥ�˺ܶ��Ҫ�Ĺ�������Ľ�Լ��������Դ��ʱ�䣬��������˹����ӹ�Ч�ʡ�������Ӵ������ʼ��ƣ�������Ҫ�������У�ˣ���֤ϵͳ���ȶ����У���������������Ȼ��ʹ��UG����ϵͳ��װͼ�����ͼ�������ݹ���ԭ������ϵͳ��ѹ����ԭ��ͼ����д��Ƭ�����Ƴ���
�ؼ��ʣ� ��ѹ���� ������ ������
Design of Sink hole Machining and Depth Inspection
Abstract With the great progress of industrial level, automated production technology concept is infiltrated into all walks of life. How to achieve full automation is the most pressing issue facing every industry sector. For cylindrical workpieces with counterbores, the current process of machining the machine includes two steps of drilling and hole detection, especially on the second aspect, where the worker has to work the workpiece after each process First to take down and then use a variety of measurement tools to measure, do not meet the standard, then we must re-install, locate, course and measurement, this situation is too large, not only a lot of waste of human resources, and its waste a lot time. Although the quality is guaranteed but the workpiece rate is quite low. Therefore, the design and development of a cylindrical workpiece with a half-hole machining and hole detection machine, which not only eliminates the need for a lot of unnecessary processes, and maximize the savings of human resources and time, greatly improving the workpiece processing efficiency The The subject from the beginning of the design, and the main parts of the check to ensure the stable operation of the system to meet the carrying capacity. Then use UG to draw the system assembly drawings and parts drawings. Finally, according to the working principle to draw the system air pressure schematic diagram and the preparation of single-chip control program.
Keywords Pneumatic transmission sensor reducer
Ŀ ¼
��һ�� �� �� 1
1.1 �������о���״ 1
1.2 ��������� 1
�ڶ��� һ���������� 2
2.1 ���巽����� 2
2.2������·���� 3
2.3�����ͺ�ѡ�� 4
������ ������굶���ϵ�ѡȡ 5
3.1 �綯����ѡ�� 5
3.2�����綯����ѡȡ 6
3.3���߲��ϵ�ѡȡ 7
3.4���ֳ����ĵ��߲��Ϻ����ǵ��ص� 8
������ ����������� 9
5.1 �����ȷ��� 9
5.2����������ؼ��� 9
������ �����Ƽ�У�� 12
6.1 ������ 12
6.2 ����� 12
������ ��е�ѡȡ��У�� 14
7.1 ��е�ѡȡ 14
7.2 ��е�У�� 14
7.3 ��ͷ����е�У�� 16
�ڰ��� ��������ѡ�� 17
8.1 �������Ķ��弰����� 17
8.2 ��������Ӧ�� 17
�ھ��� �ܽ���չ�� 18
�� л 19
����� 20
�������о�����Ҫ���ݼ�������
���ڴ��г���Բ���ι�������ӹ���������ͨ����ӹ��Ϳ������������裬Ȼ��Ŀǰ������ڵڶ����ļ����̲����˹����ķ�ʽ������û��ʵ���Զ��������һ��˷�������Դ����ˣ�����з����а�ͨ��Բ���ι����ӹ��Ϳ�����һ���������߸ù�������Ч�ʣ�����������Դ�˷Ѿ�����Ҫ�����塣��ƽ������ͨ�ļӹ����һ�����ƾ���һ����ָ�����塣
�����
1 �ӹ�վϵͳ�������
ϵͳ�ṹ���
�ӹ�վϵͳ��Ҫ�ɵ�Ƭ������ģ�顢 ��ת����̨ģ�顢 ���ģ�顢 ����ģ��Ȳ������
ϵͳ����ԭ��������
���豸��ͨ��Դ����Ƭ�����У�ϵͳ��λ�� �����������ص�λ�� ���ͷ���ص�λ�� �н�ͷ���ص�λ�� ��ת����̨��ת��λ�� ���ڹ�������ģʽ�����й������ŵ���ת����̨�����빤λʱ�� ��������ť�� ��ת����̨ת���� �ӹ���Ԫ���������͵��ӹ�
��λ������ӹ��� Ȼ��ȴ����빤λ�����µĹ����������빤λ���յ��µĹ���ʱ�� ��ת����̨����ת��һ����λ�� ���ӹ���Ĺ����͵���λ����������⣬���ͨ�������λ���˹�ȡ�߹�����
�� �ӹ�վϵͳӲ�����
�ӹ���Ԫ��Ҫ���þ��У�����λ�ļӹ���תƽ̨ģ����ӹ�����ȼ�⣬ ʵ������ģ�⡣
����������Ҫ��������⣺
���õ�Ƭ���Ĺ�����ѹΪ 5V, MPS ϵͳ�е�����Ĺ�����ѹΪ 24V�����ҿ��ǻ������ŵ�����, �ڵ�Ƭ������ϵͳ�������Ҫ�������ϵͳ�Ŀ���������, ������Ӳ���в�ȡ�˹����������еĹ��������Ҫ��, ����ϵͳ�����������źŵ�·����λ��·��ʱ�ӵ�·������źŵ�·�Ͱ�����·, ������·�а������ͼ�ͣ��ť, ��ͣ��ť�ӵ�Ƭ�������ж� 0���ڿ���ϵͳ�����������, ���ݼӹ���Ԫ�Ĺ�������, ����������֧�ṹ����������, ���Ȳ�ѯ����ڵ�״̬, Ȼ���������ڵ�״̬��ͬ, ����ϵͳ������ͬ�Ŀ����ź�
Ԥ�ڽ���������壺
������Ĵ��µ���: ���õ�Ƭ����Ϊ�������ܺõ�ʵ���˼ӹ���Ԫ�еij��ӹ�����ȼ���һ�廯�Ĺ��չ��̣�������õ�Ƭ���Ŀ��������С, ���пɿ�, ����ؽ�����ϵͳ�ɱ�,������������Դ�˷ѣ�ͬʱ ���ֿ�����ͬ��������Ӧ�õ� MPS �Զ�������ϵͳ������һЩ����վ��, �������Ժܷ����������������Ԫ����ͨѶ��
�����
[1]��֮�ݣ�����.��е����ۺϿγ����[M].��������е��ҵ�����磬2007.8,�ڶ���
[2]������.��еԭ��������ϲ�[M].��������е��ҵ�����磬2009.1����һ��
[3]������.��еԭ��������²�[M].��������е��ҵ�����磬2009.2����һ��
[4]������.������.���紫������[M].�人�����пƼ���ѧ�����磬2011.6�������
[5]����.������ѧ[M] .�������ߵȽ��������磬2009.7�����߰�
[6]������.������ѧ[M].�������ߵȽ��������磬2011.1�������
[7]����ᰣ���ռ��.���̲��ϼ�����ͻ���[M].�������ߵȽ��������磬2012.8
[8]Ҷ������ܷ���.����������Լ���[M].������������ҵ�����磬2012.1
[9]�β���.UG NX 8.5 ���̳�[M].��������ѧ�����磬2014.11
[10]������������Ź�ΰ.��е���켼������[M].�������ߵȽ��������磬2014.12��������
[11]���̺����ν������߳�ʶ.Һѹ����ѹ����[M].�������ߵȽ��������磬2009.5���ڶ���
[12]��骣�����������ΰ��.�ɱ���������ԭ����Ӧ��[M].��������е��ҵ�����磬2012.2
[13] Alain Chevalier, Christian Winge Vigild, Elbert Hendricks,“Predicting the Port Air Mass Flow of SI Engines in Air/FuelRatio Control Applications”, 2000, SAE paper��[J].NO.2000-01-0260.
[14] Bastian etc, “Modeling fuel injection control maps using fuzzy logic”, IEEE International conference on Fuzzy Systemsv2, [M].1994.
[15] Paul M. Gartner, “Development of a Low-Cost FuelInjection System for use on Small Engines”, SAE paper,[M]. NO.1999 -01-3292.
[16] Fujiwara, “Calculation of Ignition Noise Level Caused by Plug Gap Break down”, IEEE Trans. on Electromagnetic Compatibility,[J]. 1982, 24(2).
[17] ABS/TCS Lee, Jae-Cheon, “Hardware-in-the-loop simulator”, IEEE Conference on Control Application, [M].1999(1)