













��ICP��112451047180��-6
������������ģ�����
ժ Ҫ��ע����������ܼ������г������ڶ̡�Ч�ʸߡ��ɳ�����״���ӡ��ߴ羫ȷ���Ƕ������Ʒ�����ĶԸǰ�Ľṹ���з��������������ӹ���ע��ģ�߽�����ơ��ڳ�������ģ�ߵĽṹ����У���Ҫ���ݰ�����:ģ�߷������ѡ��������������������ȴˮ�ܵ�������벼�֣����������͵��������ģ�ߵ���Ҫ��������ƺͼ��㡣Ȼ����UG��AutoCAD�������Ƴ�ģ�ߵ���ά�ṹͼ����ά��װͼ������ģ�߳�������ļӹ����ս�����ƣ������ܹ�ʹ���ҵ�����ܹ����Ӻõ�Ӧ�õ�ʵ�������У�ʹһ�ӹ���Ա������������ʹ�����ռӹ���Ҫ�㡣
�ؼ��ʣ�����������UG��ģ�����
2 �ܼ����ռ���Ʒ���
���½�����ܼ��Ĺ�����ƽ��з�����ȷ����������Ŀ�ǰ�IJ��ϼ��������ʺ��ܶȵ����ԡ�Ȼ��ͨ���������ȷ����ǻ�����������У����ɴ�ѡ�����Ӧ��ע�ܻ����ͺź�ģ�ܡ�
2.1 �ܼ�����
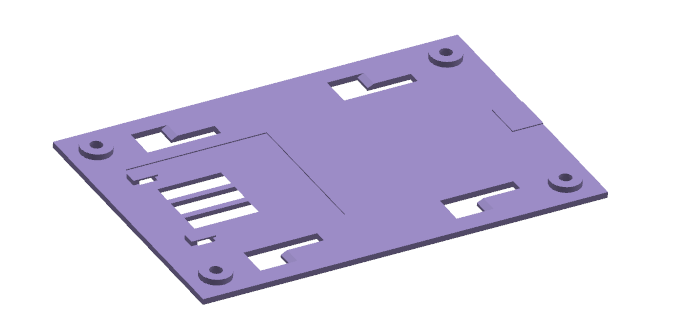
�ò�Ʒ���ȼ�����ֲڶ�Ҫ��ܸ�,��������ڷ��ο��壬�����64mm��44mm��2mm�м��з��к�Բ�εĿס�
2.2�ܼ����ϵ�ȷ��
2.2.1 �ܼ����ϵ�ѡ��
���ǵ��ǰ�Ĺ����������������ճ���Ʒ����������������ζ�IJ����Ƴɡ����������ִ������������ᡢ��ѧ�ȶ���Ҫ�ã�����ǿ�ȡ�Ӳ�ȡ���ĥ��Ҫͻ�����ۺϻ�е����Ҫ�á��߱���Щ����������һ����ѡ����ϩ��-����ϩ-����ϩ��Ӣ������:Acrylonitrile Butadiene Styrene ����ƣ�ABS����
2.4 �ܼ����ϵĸ�������
2.4.1 ��Ҫ����
��1���ۺ���ѧ���ܺ�,�����ǿ�ȸ�,�ͻ�ѧ�ȶ���ǿ,���ҵ����ܷdz���Խ��
��2�����л��������۽������ã��ɱ���Ƹ�,�Լ����ᴦ����
��3���߿��塢�����ȡ�����ȼ������ǿ��������
��4�������Ա�HIPS��һ�㣬��PMMA��PC�Ⱥã������Ժá�
2.4.2 ����ָ��
��2-1 ABS�ļ���ָ��[2]
�ܶ� 1.02��1.16 ����� 0.86��0.98
��ˮ�� 0.2��0.4 ������s 0.4��0.7
�۵� 130��160 Ӳ��HB 9.7
R121
��������ǿ�� 50 ���쵯��ģ��
��������� ����ǿ�� 80
�ȱ����¶�
t/c 0.46MP 90��108 ����Ͷ�
��ȱ�� 261
0.185MP 83��103 ȱ�� 11
2.4.3 �Ƽ��ں�
����ıں�Ϊ2mm��ABS���Ƽ�С���ܼ��ں�3.25mm����С�ں�ο�ֵ0.80mm[3]����
2.4.4 ����
�ǰ��ϸǵijߴ羫�ȣ�����“�ܼ����ȵȼ���ѡ�ã�SJ1372-1978��”��ѡ������õľ��ȵȼ�ΪABSһ�㾫��——5����
2.4.5 �ߴ繫��
�ǰ��ϸǵijߴ繫�����“�ܼ��ijߴ繫�SJ1372-1978��”���ܼ������ߴ���20~30mm���ȵȼ�Ϊ5�����Ƽ�������ֵΪ0.52mm��
2.4.6 �ܼ��ij��������ܽ���
��2-2 ABS��ע�乤�ղ���
ע������� �ݸ�ʽ �ݸ�ת�� 30 ~ 60r/min
������ʽ ֱͨʽ���� �����¶� 180~190��
ģ���¶� 50 ~ 70�� ע��ѹ�� 60 ~100Mpa
��ѹѹ�� 5 ~ 10 Mpa ��ȴʱ�� 5 ~ 15s
���� 15 ~ 30s
�������� �����ߺ����¶�70��ʱ��0.3 ~ 1h
ԭ����ӦԤ����0.5h����
��ע
�� ��
�� ��
������������������ѵ㣬�е��Ѿ�ͨ��Ŭ���������Щ����Ϊʱ����������ޣ�����˵�Ǽ�ʶ���٣�û�о���û�ܹ��ܺõĿ˷���
�ڱ��εı�ҵ����У�����ģ����Ƶ�һ�����̣������һ���Ƚϳ��������ϴ���ģ�ߣ���������Ƶ�ģ�߽����˸����ݵļ��㣬���Ľ�������ƺ�����ɱ����ӳ���ģ�ߵ�ʹ������������Ƹ���������ν��������ɱ����������Ч�ʵķ��Բ�Ʒ������ƣ�������UG��CAD��ͼ������
ͨ��������ƣ���ǿ���Ҷ�ģ��Ӧ��֪ʶ�����գ�ͬʱ�˽���Ŀǰ��ҵ������ģ����Ҫ�ԣ��������ҵ�רҵ��֪ʶ��ʹ�Լ������dz����ƹ�����Ҳ�������������⣬����������IJ���Ϥ�������ĺܶ����ǰ��û�нӴ�����������ͷѧ�𣬱�ѧ������Ҳ��Ϊ������ӡ���ر���̣����յ��ر��ι̡�������Ʋ�����һ��ǿ����רҵ֪ʶ�������������ϵͳ�ķ���������ȣ�Ϊ���Ĺ�����ѧϰ�����˼�ʵ�Ļ�����
��֮�����ڴ˴α�ҵ�����ѧϰ�˺ܶ�ܶࡣ
�����
[1] ���� ����. ���ϳ�������ģ�����[M].�������廪��ѧ�����磬2008�ڱ��εı�ҵ����У�����ģ����Ƶ�һ�����̣������һ���Ƚϳ��������ϴ���ģ�ߣ���������Ƶ�ģ�߽����˸����ݵļ��㣬���Ľ�������ƺ�����ɱ����ӳ���ģ�ߵ�ʹ������������Ƹ���������ν��������ɱ����������Ч�ʵķ��Բ�Ʒ������ƣ�������UG��CAD��ͼ������
ͨ��������ƣ���ǿ���Ҷ�ģ��Ӧ��֪ʶ�����գ�ͬʱ�˽���Ŀǰ��ҵ������ģ����Ҫ�ԣ��������ҵ�רҵ��֪ʶ��ʹ�Լ������dz����ƹ�����Ҳ�������������⣬����������IJ���Ϥ�������ĺܶ����ǰ��û�нӴ�����������ͷѧ�𣬱�ѧ������Ҳ��Ϊ������ӡ���ر���̣����յ��ر��ι̡�������Ʋ�����һ��ǿ����רҵ֪ʶ�������������ϵͳ�ķ���������ȣ�Ϊ���Ĺ�����ѧϰ�����˼�ʵ�Ļ�����
��֮�����ڴ˴α�ҵ�����ѧϰ�˺ܶ�ܶࡣ
�����
[2] ����ģ����ֲ��дС��. ����ģ����ֲ�[M].��������е��ҵ�����磬2002
[3] ���Ⱥ ����. �ִ�����ע����͵�ԭ����������Ӧ��[M].�Ϻ����Ϻ���ͨ��ѧ�����磬2004
[4] �ƺ� ����. ���ϳ��ͼӹ���ģ��[M].��������ѧ��ҵ�����磬2003
[5] �·� �ȱ���. ��ǻģ�����������[M].��������ѧ��ҵ�����磬2003
[6] �÷���곤�� ����. ע����ͼ�ģ�����ʵ�ü���[M].��������ѧ��ҵ�����磬2002
[7] Ҷ���� ����. ��е����Ӣ��[M].�ڶ���.��������е��ҵ�����磬2008
[8] ��� ����. ��ͨPro/ENGINEER����Ұ���•ģ�����ƪ[M].�������й���������磬2010
[9] ������ ����. pro/E wildfire4.0�����ƻ����̳�[M].��������ѧ�����磬2010
[10] ������ ����. ���ϳ����ռ�ģ�����[M].�ڶ���.�������ߵȽ������棬2009
[11] ̷ѩ�� ����. �±�����ģ������ֲ�[M].�����������ʵ�����磬2008
[12] ���� ����. ����ѹ��������ģ�����[M].�������廪��ѧ�����磬2008
Ŀ ¼
1 ���� 1
1.1 ����ģ�߹�ҵ������״...1
1.2 ����ģ�߹�ҵ��չ�� 2
2 �ܼ����ռ���Ʒ��� 6
2.1�ܼ����� 6
2.2 �ܼ����ϵ�ȷ�� 6
2.3�ܼ����ϵĸ������� 7
2.3.1 ��Ҫ���� 7
2.3.2 ����ָ�� 7
2.3.3 �Ƽ��ں� 7
2.3.4 ���� 8
2.3.5 �ߴ繫�� 8
2.3.6 �ܼ��ij��������ܽ��� 8
2.4 �������ȷ����ǻ��������ǻ���� 8
2.4.1��� 8
2.4.2���� 9
2.4.3��ǻ���� 9
2.5 �ܼ�����ģб�� 10
2.5.1��ģб�ȵ������Ӱ�� 10
2.5.2��ģб�ȵ�ȷ�� 10
3 ����Ĥ�Ľṹ��� 10
3.1�������ѡ�� 11
3.2��עϵͳ 12
3.2.1��������� 12
3.2.2��������� 12
3.2.3�����Ĺ̶���ʽ 12
3.3����������� 12
3.3.1�������IJ��� 12
3.4���ڵ���� 14
3.5���ڳߴ�..14
3.6������ģ��������� 15
3.6.1���� 15
3.6.2���˶������� 15
3.6.3�ư嶥������ 16
3.7��ȴϵͳ����� 17
3.7.1 ��ȴ�ܵ��Ĺ��ռ��� 17
3.7.2 ��ȴˮ���Ľṹ��� 18
3.8���������������� 18
3.8.1 ����������������� 18
3.8.2 ��������ѡ�� 19
3.9ģ���㲿������ѡ�� 19
3.9.1 ����ģѡ�øֲĵ�ԭ�� 19
3.9.2 ģ�ߵ�ѡ�ļ��ȴ���Ҫ�� 19
4ģ�߳����㲿������������ 21
4.1��ǻ����� 21
4.2������ 21
4.3�����㲿�������ߴ�ļ���.22
5 ע���豸��ѡȡ����Ҫ������У�� 24
5.1ע���豸���ͺ�ѡȡ 24
5.2���豸����Ҫ����.24
5.3ע��������У�� 24
5.4ע��ѹ����У. 25
5.5��ģ����У��25
5.6��ģ�г̵�У��26
5.7ģ�ܵ�ѡ�� 26
�� �� 26
�� л 27
����� 28


