













��ICP��112451047180��-6
����4110���������������ϳ���ӹ�
һ��ѡ���顢����
��������ȼ������Ҫ�ĽӺ����֮һ������Ҫ�������ڸ���˨Ԥ�����������£���ɸǺ�������ĽӺϣ������ټӹ�������չѸ�٣��ڸߵ����ػ����еõ��㷺Ӧ�á�Ӧ���µĻ����˶�ѧ���ۺ��Ƚ��������������Ż������ṹ�����ø����ܹ��ܲ������ƶ������������������˶����ԡ��ڵ��߲��Ϻͽṹ��֧���£��ӵ�һ�ĵ����������ټӹ�����չ�������ӹ�ȫ����ٻ��������ػ��������ת�ٴ�ÿ���Ӽ�ǧת��չ������ת����ʮ��ת�������ƶ��ٶȴ�ÿ����ʮ����չ����ʮ�ͳ������ף�����ʱ���ʮ�����½���10�롢3�롢1�����£������ٶȼӿ��˼�����ʮ������Ӧ�ø��ټӹ������ﵽ��������ʱ�����ʱ�䣬�Ӷ�ʵ�ּӹ�����ĸ�������Ч�ʡ�
ͨ�������ṹ�Ż��������װ��ľ���������ϵͳ���ŷ����Ƶľ��ܻ����߾��ȹ��ܲ����IJ��ú��¶ȡ�������������Ӧ�õȣ��Ӷ�������ӹ��ļ��ξ��ȡ��˶����ȣ�������λ������ֲڶȡ��ӹ�����ƽ��ÿ8�����1������1950����2000��50��������100����Ŀǰ���������ػ������ظ���λ���ȿ��Դﵽ1µm���������׳����ӹ�ʱ����
����ļӹ�����ͨϳ���ӹ�Ϊ������ͬʱ������ػ������ص㣬�����������ͨϳ���ӹ���ȫ�����ݣ����һ��������ͨϳ���ӹ����Խ��У����������еļӹ������ܺõ����������ؼӹ�������һ������ϵ������ϳ���ϵ�����Ӧ�á�
�������������������о�����Ҫ�о������ݣ�Ҫ��������⣬Ԥ��Ŀ�꣬�о����衢��������ʩ�ȣ�
�����
��������ȼ������Ҫ�ĽӺ����֮һ������Ҫ�������ڸ���˨Ԥ�����������£���ɸǺ�������ĽӺϡ�������Ҫͨ��������ľ���Ĺ��շ�������ѡ��ë��������������Ҫ�ļӹ�������������UG��CAD��˹�ֵ������������ļӹ���
Ҫ���������
��ѡ��ë��ʱ���ȷ�����Ϻͳߴ磬��������й��շ�����ȷ���Լ���������ļӹ�������ѡ�������ļо��뵶�ߣ�ȷ�������Ķ�λ��װ�з����Լ������˹�ַ����������мӹ����档
Ԥ��Ŀ��
1��ȷ���ӹ�ͼ�Σ�����CAD��ͼ�������Ʋ�������ͼ�γߴ�
2��������ͼ�ߴ磬����UG��ͼ������ģ����άͼ����
3�������ӹ����գ�ѡ����ʵ��ߣ����Ƽо�
4��ͨ��ͼ�γߴ磬��Ǻ�ͼ�����굼��˹������
5������˹�ַ����������мӹ�����ȷ��
�����
1���������ϣ�ѡ������鼮��д���ⱨ�档
2�����ݼ���Ҫ��ȷ������ļӹ�����
3����CAD�����������άͼ
4��ѡ�ú��ʵļо��뵶�ߣ��������оߵ�װ��ͼ
5����ӹ�������ͼ�ε���˹���������з���
��������ʩ
������1���ο���������ֲ�
2��ͨ�����磬���ĸ����������
3������ƹ���������������ָ����ʦ��̣�ֱ���������
��ʩ��1������ë�����ó����45�Ÿֲ���
2���������ؼӹ����ն�������з���
3��ȷ�������Ķ�λ��װ�з���
4��ѡ��̨��ǯ��Ϊ�о�
5������ѡ�ö�ϳ�������
һ��ѡ���顢����
��������ȼ������Ҫ�ĽӺ����֮һ������Ҫ�������ڸ���˨Ԥ�����������£���ɸǺ�������ĽӺϣ������ټӹ�������չѸ�٣��ڸߵ����ػ����еõ��㷺Ӧ�á�Ӧ���µĻ����˶�ѧ���ۺ��Ƚ��������������Ż������ṹ�����ø����ܹ��ܲ������ƶ������������������˶����ԡ��ڵ��߲��Ϻͽṹ��֧���£��ӵ�һ�ĵ����������ټӹ�����չ�������ӹ�ȫ����ٻ��������ػ��������ת�ٴ�ÿ���Ӽ�ǧת��չ������ת����ʮ��ת�������ƶ��ٶȴ�ÿ����ʮ����չ����ʮ�ͳ������ף�����ʱ���ʮ�����½���10�롢3�롢1�����£������ٶȼӿ��˼�����ʮ������Ӧ�ø��ټӹ������ﵽ��������ʱ�����ʱ�䣬�Ӷ�ʵ�ּӹ�����ĸ�������Ч�ʡ�
ͨ�������ṹ�Ż��������װ��ľ���������ϵͳ���ŷ����Ƶľ��ܻ����߾��ȹ��ܲ����IJ��ú��¶ȡ�������������Ӧ�õȣ��Ӷ�������ӹ��ļ��ξ��ȡ��˶����ȣ�������λ������ֲڶȡ��ӹ�����ƽ��ÿ8�����1������1950����2000��50��������100����Ŀǰ���������ػ������ظ���λ���ȿ��Դﵽ1µm���������׳����ӹ�ʱ����
����ļӹ�����ͨϳ���ӹ�Ϊ������ͬʱ������ػ������ص㣬�����������ͨϳ���ӹ���ȫ�����ݣ����һ��������ͨϳ���ӹ����Խ��У����������еļӹ������ܺõ����������ؼӹ�������һ������ϵ������ϳ���ϵ�����Ӧ�á�
�������������������о�����Ҫ�о������ݣ�Ҫ��������⣬Ԥ��Ŀ�꣬�о����衢��������ʩ�ȣ�
�����
��������ȼ������Ҫ�ĽӺ����֮һ������Ҫ�������ڸ���˨Ԥ�����������£���ɸǺ�������ĽӺϡ�������Ҫͨ��������ľ���Ĺ��շ�������ѡ��ë��������������Ҫ�ļӹ�������������UG��CAD��˹�ֵ������������ļӹ���
Ҫ���������
��ѡ��ë��ʱ���ȷ�����Ϻͳߴ磬��������й��շ�����ȷ���Լ���������ļӹ�������ѡ�������ļо��뵶�ߣ�ȷ�������Ķ�λ��װ�з����Լ������˹�ַ����������мӹ����档
Ԥ��Ŀ��
1��ȷ���ӹ�ͼ�Σ�����CAD��ͼ�������Ʋ�������ͼ�γߴ�
2��������ͼ�ߴ磬����UG��ͼ������ģ����άͼ����
3�������ӹ����գ�ѡ����ʵ��ߣ����Ƽо�
4��ͨ��ͼ�γߴ磬��Ǻ�ͼ�����굼��˹������
5������˹�ַ����������мӹ�����ȷ��
�����
1���������ϣ�ѡ������鼮��д���ⱨ�档
2�����ݼ���Ҫ��ȷ������ļӹ�����
3����CAD�����������άͼ
4��ѡ�ú��ʵļо��뵶�ߣ��������оߵ�װ��ͼ
5����ӹ�������ͼ�ε���˹���������з���
��������ʩ
������1���ο���������ֲ�
2��ͨ�����磬���ĸ����������
3������ƹ���������������ָ����ʦ��̣�ֱ���������
��ʩ��1������ë�����ó����45�Ÿֲ���
2���������ؼӹ����ն�������з���
3��ȷ�������Ķ�λ��װ�з���
4��ѡ��̨��ǯ��Ϊ�о�
5������ѡ�ö�ϳ�������
Ŀ¼
��ҵ��ƿ��ⱨ��………………………………………………………………………………1
��ҵ���������…………………………………………………………………………………2
ժҪ���ؼ��֣�����Ӣ�ģ�………………………………………………………………….4
Ŀ¼…………………………………………………………………………………………………5
��һ�� ����……………………………………………………………………………………...6
1.1����ϳ���ļ�� 7
1.2����ϳ���ӹ����ص� 8
1.3����ϳ������� 9
1.4����ϳ���ķ�չ���� 10
�ڶ��� ���湤����� 11
2.1�ʺ����ؼӹ��������ë��ȷ�� 12
2.2�ƶ�����·�� 13
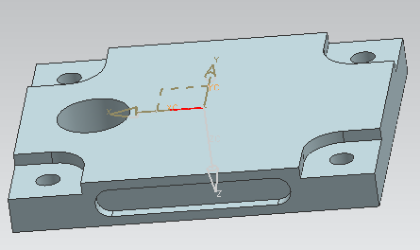
2.3������άͼ 14
2.4�������ͼ���շ��� 15
������ ����ӹ�����ȷ��������………………………………………………………16
������ ����о����……………………………………………………………………..20
4.1�����Ķ�λ��װ�з��� 22
4.2�о���άͼ����Ʒ���..…………………………………………………………..25
4.3���ߵ�ѡ��…………………………………………………………………………….26
������ �ӹ����� 28
������ �ܽ���չ�� 37
С������л 38
����� 39
�����
��1������ΰ���࣬�����ػ�����̼���������������е��ҵ�����磬2009.9
��2��������.�������ػ���������ʵѵ[M]��. ����������ѧ�����磬2006
��3��������.�������ؼӹ�����[M]��. �Ϻ���ͨ��ѧ�����磬2004
��4����ѧ�ƣ������ػ�����������ʵѵ[M]��. ������ѧ��ҵ�����磬2002
��5�����.�������ػ�����Ӧ��[M]��. �����廪��ѧ�����磬2001
��6����ΰ�������ػ�������ʵѵ�������������ӹ�ҵ�����磬2004-8
��7�����������е��������������ߵȽ��������磬1983
��8�����з�����ʵ�û�е��ơ�������������������ѧ�����磬1998
��9������ɭ������е����ѧ����������������ѧ�����磬2001
��10������������е���������������������������ѧ�����磬2006
��11���ı̲�������е���켼�������������й����������磬2008
��12������£����Ƚ����켼����������������е��ҵ�����磬1999
��13���ſ������������������������ػ���������������е��ҵ�����磬2000
�����
��1������ΰ���࣬�����ػ�����̼���������������е��ҵ�����磬2009.9
��2��������.�������ػ���������ʵѵ[M]��. ����������ѧ�����磬2006
��3��������.�������ؼӹ�����[M]��. �Ϻ���ͨ��ѧ�����磬2004
��4����ѧ�ƣ������ػ�����������ʵѵ[M]��. ������ѧ��ҵ�����磬2002
��5�����.�������ػ�����Ӧ��[M]��. �����廪��ѧ�����磬2001
��6����ΰ�������ػ�������ʵѵ�������������ӹ�ҵ�����磬2004-8
��7�����������е��������������ߵȽ��������磬1983
��8�����з�����ʵ�û�е��ơ�������������������ѧ�����磬1998
��9������ɭ������е����ѧ����������������ѧ�����磬2001
��10������������е���������������������������ѧ�����磬2006
��11���ı̲�������е���켼�������������й����������磬2008
��12������£����Ƚ����켼����������������е��ҵ�����磬1999
��13���ſ������������������������ػ���������������е��ҵ�����磬2000