














��ICP��112451047180��-6
�������幤�ռ���װ���
Ŀ¼
һ�� ����ķ��� 8
��һ�� ����Ĺ��շ��� 8
1�� ��������� 8
2�� ����Ĺ��շ��� 8
3�� ȷ������������� 9
������ ��������� 9
1�� ѡ��ë�� 9
2�� ȷ��ë���ߴ繫��ͻ�е�ӹ����� 9
3�� ë�������ߴ��ȷ�� 10
������ ���ë��ͼ 11
���� ������ӹ�������� 12
��һ�� ��λ����ѡ�� 12
������ �������ӹ�������ѡ�� 12
������ �ⶨ����·�� 13
���ģ� ������� 14
1�� ѡ��ӹ�װ�������豸 14
2�� ȷ������ߴ� 16
3�� �������������Լ�����ʱ�� 19
���� �������� 41
��һ�� �����Ķ�λ 41
1������� 41
2�����㶨λ���ߴ� 41
������ �н�װ�� 42
������ ������� 42
���ģ� �Ե�װ�� 43
���壩 �о��� 43
������ �о߽ṹ�ص� 43
����� 44
�� л 44
����� 45
�����
��1�ݻ�����.����е���켼����������M�����죺�����ѧ�����磬2007
��2�ݰ���,Фʫ��.�����������ֲᡷ��M�� ������ ��е��ҵ�����磬2000
��3����������ʥ��.����е��ƿγ�����ֲᡷ��M�ݱ������ߵȽ��������� 2006
��4�ݻ���������.�������ӹ�����ʵ���ֲᡷ��M�� ��������ѧ��ҵ������ 2004
��5�����縣.��������е�ӹ�������Ա�ֲᡷ��M���Ϻ����Ϻ���ѧ����������2006
��6�ݳ翭��.����е���켼�������γ����ָ�ϡ���M�� ��������ѧ��ҵ������ 2006
��7�ݺ��Ҹ�����.���������ӹ������߹��ֲᡷ��M���Ϻ����Ϻ���ѧ����������2009
��8�� �ֽ�������.�����̲��ϼ����μ�������M�� �������ߵȽ��������� 2007
|
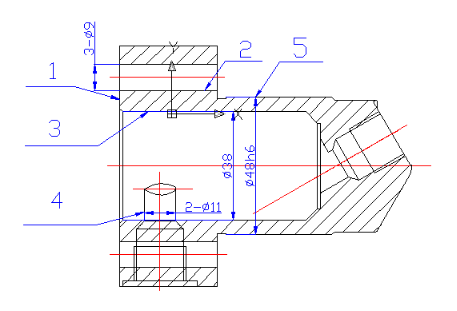
һ��ѡ�����ݡ��о����� ������������ļӹ����չ�̼����ֹ����ר�üоߵ���ơ����������������Ҫ�ӹ�������ƽ��pԲ���漰�ڿס��������ѭ�ȼӹ����������ȴֺļӹ�ԭ��������ƽ��ļӹ���ȷ���ֳ��ȳ���ĥ�Ա�֤�ӹ����ȡ���ѡ����������������м������Բ����Ϊ�ֻ���������������������Ϊ��������Ҫ�ӹ�������������������������м������Բ��Ϊ���ӹ�������棬��������涨λ�ӹ�������Բ�� |
|
�����о�����Ҫ���ݣ���������Ҫ���� ���о���Ҫ�����ӹ����Ϳ�ø11�L�������ͼ�п���֪�����Ϳ��ڳߴ羫����ֲڶȷ���û���ϸ��Ҫ���Ǽӹ��Ľ��Ϳ��Ǹ�б�ף����ʱ������������������ƽ�⡣��ˣ��ڱ���������Ҫ������ζԹ������ж�λ�p�н��Լ���ε�����ˮƽ��ĽǶȣ������Ȳ�����Ҫ���⡣ |
|
�����о������������衢��������ʩ��˼·�� ����Ҫ��ȷ��������� ��������Ƶ������������Ҫ���þ���Ϊ�����乩���Լ�������Һ����ȷ��������Ļ�е�ӹ�����������ߴ缰ë���ߴ�Ϳ��Զ�����Ĺ���·�߽��з������ƶ��������շ�����Ȼ����⼸�������з����Ƚϣ�ѡ�����ŷ��������ȷ�����������������������ʱ�������ļӹ��������ܷ��������ϸ�ģ���������ı�Ҫǰ�ᣬ���Զ�����ӹ����յ����ʮ����Ҫ�����ʱҪ�����Ƚϣ��ۺϿ��ǻ��ӹ����أ�ѡ������ŷ����� |
Ŀ¼
һ�� ����ķ��� 8
��һ�� ����Ĺ��շ��� 8
1�� ��������� 8
2�� ����Ĺ��շ��� 8
3�� ȷ������������� 9
������ ��������� 9
1�� ѡ��ë�� 9
2�� ȷ��ë���ߴ繫��ͻ�е�ӹ����� 9
3�� ë�������ߴ��ȷ�� 10
������ ���ë��ͼ 11
���� ������ӹ�������� 12
��һ�� ��λ����ѡ�� 12
������ �������ӹ�������ѡ�� 12
������ �ⶨ����·�� 13
���ģ� ������� 14
1�� ѡ��ӹ�װ�������豸 14
2�� ȷ������ߴ� 16
3�� �������������Լ�����ʱ�� 19
���� �������� 41
��һ�� �����Ķ�λ 41
1������� 41
2�����㶨λ���ߴ� 41
������ �н�װ�� 42
������ ������� 42
���ģ� �Ե�װ�� 43
���壩 �о��� 43
������ �о߽ṹ�ص� 43
����� 44
�� л 44
����� 45
�����
��1�ݻ�����.����е���켼����������M�����죺�����ѧ�����磬2007
��2�ݰ���,Фʫ��.�����������ֲᡷ��M�� ������ ��е��ҵ�����磬2000
��3����������ʥ��.����е��ƿγ�����ֲᡷ��M�ݱ������ߵȽ��������� 2006
��4�ݻ���������.�������ӹ�����ʵ���ֲᡷ��M�� ��������ѧ��ҵ������ 2004
��5�����縣.��������е�ӹ�������Ա�ֲᡷ��M���Ϻ����Ϻ���ѧ����������2006
��6�ݳ翭��.����е���켼�������γ����ָ�ϡ���M�� ��������ѧ��ҵ������ 2006
��7�ݺ��Ҹ�����.���������ӹ������߹��ֲᡷ��M���Ϻ����Ϻ���ѧ����������2009
��8�� �ֽ�������.�����̲��ϼ����μ�������M�� �������ߵȽ��������� 2007