














苏ICP备112451047180号-6
“换挡拔叉”零件加工工艺规程及其专用夹具的设计
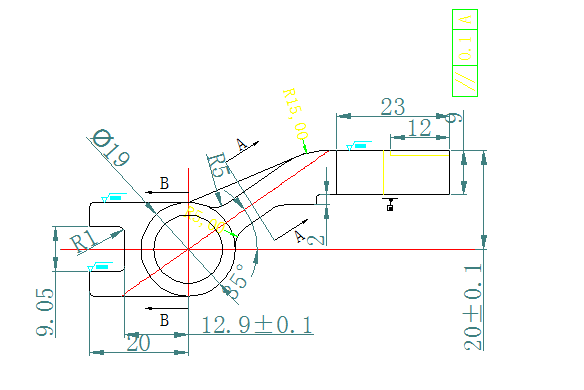
拨叉的分析 该加工有七个加工表面:平面加工包括拨叉中孔右端面、拔叉上表面、拔叉工作面(大端)、拔叉40的斜面(大端)、拔叉工作面(小端);孔系加工包括拔叉中孔、φ4.5销孔
一、以平面为主有:1拨叉中孔右端面,其粗糙度要求是Ra=6.1; 2拔叉上表面,其粗糙度要求是 6.1=Ra;3拔叉工作面(大端)其粗糙度要求是Ra=6.3;4拔叉40的斜面(大端)其粗糙度要求是Ra=3.2;拔叉工作面(小端)其粗糙度要求是Ra=6.3
孔系加工有:①拔叉中孔加工,其表面粗糙度为Ra=6.3; ②φ4.5销孔的钻、扩加工,其表面粗糙度要求 Ra=6.3。
拨叉的分析为了其毛坯的的制造方法为模锻和中批的批量生产方式,从而为工艺规程设计提供了必要的准备。
1.2毛坯的选择
毛坯的结构工艺要求拨叉为锻造件,对毛坯的结构工艺性有一定要求:
①由于模锻件尺寸精度较高和表面粗糙度值低,因此零件上只有与其它机件配合的表面才需要进行机械加工,其表面均应设计为非加工表面。
②为了使金属容易充满模膛和减少工序,模锻件外形应力求简单、平直的对称,尽量避免模锻件截面间差别过大,或具有薄壁、高筋、高台等结构。
③模锻件的结构中应避免深孔或多孔结构。
④模锻件的整体结构应力求简单。
⑤工艺基准以设计基准相一致。
⑥便于装夹、加工和检查。
⑦结构要素统一,尽量使用普通设备和标准刀具进行加工。 在确定毛坯时,要考虑经济性。虽然毛坯的形状尺寸与零件接近,可以减少加工余量,提高材料的利用率,降低加工成本,但这样可能导致毛坯制造困难,需要采用昂贵的毛坯制造设备,增加毛坯的制造成本。因此,毛坯的种类形状及尺寸的确定一定要考虑零件成本的问题但要保证零件的使用性能。在毛坯的种类 形状及尺寸确定后,必要时可据此绘出毛坯图。
拨叉毛坯的选择模锻,因为生产率很高,所以可以免去每次造型。单边余量一般在1~3mm,结构细密,能承受较大的压力,占用生产的面积较小。因其年产量是5000件,由[3]表2.1~3可知是中批量生产。 上面主要是对拨叉零件的结构、加工精度和主要加工表面进行了分析拨叉的偏差,加工余量,工序尺寸及毛坯尺寸的确定 拨叉的锻造采用的是45钢模锻制造,其材料是45,生产类型为中批量生产,采用模锻毛坯。
1.3基准的选择
①粗基准选择的原则
选择粗基准时,考虑的重点是如何保证各加工表面有足够的余量,使不加工表面与加工表面间的尺寸、位子符合图纸要求。 粗基准选择应当满足以下要求:
粗基准的选择应以加工表面为粗基准。目的是为了保证加工面与不加工面的相互位置关系精度。如果工件上表面上有好几个不需加工的表面,则应选择其中与加工表面的相互位置精度要求较高的表面作为粗基准。以求壁厚均匀、外形对称、少装夹等。
选择加工余量要求均匀的重要表面作为粗基准。例如:机床床身导轨面是其余量要求均匀的重要表面。因而在加工时选择导轨面作为粗基准,加工床身的底面,再以底面作为精基准加工导轨面。这样就能保证均匀地去掉较少的余量,使表层保留而细致的组织,以增加耐磨性。
应选择加工余量最小的表面作为粗基准。这样可以保证该面有足够的加工余量。
应尽可能选择平整、光洁、面积足够大的表面作为粗基准,以保证定位准确夹紧可靠。有浇口、冒口、飞边、毛刺的表面不宜选作粗基准,必要时需经初加工。 要从保证孔与孔、孔与平面、平面与平面之间的位置,能保证拨叉在整个加工过程中基本上都能用统一的基准定位。
从拨叉零件图分析可知,主要是选择加工拨叉底面的装夹定位面为其加工粗基准。
②精基准选择的原则
基准重合原则。即尽可能选择设计基准作为定位基准。这样可以避免定位基准与设计基准不重合而引起的基准不重合误差。
基准统一原则,应尽可能选用统一的定位基准。基准的统一有利于保证各表面间的位置精度,避免基准转换所带来的误差,并且各工序所采用的夹具比较统一,从而可减少夹具设计和制造工作。例如:轴类零件常用顶针孔作为定位基准。车削、磨削都以顶针孔定位,这样不但在一次装夹中能加工大多书表面,而且保证了各外圆表面的同轴度及端面与轴心线的垂直度。
互为基准的原则。选择精基准时,有时两个被加工面,可以互为基准反复加工。例如:对淬火后的齿轮磨齿,是以齿面为基准磨内孔,再以孔为基准磨齿面,这样能保证齿面余量均匀。 自为基准原则,有些精加工或光整加工工序要求余量小而均匀,可以选择加工表面本身为基准。例如:磨削机床导轨面时,是以导轨面找正定位的。此外,像拉孔在无心磨床上磨外圆等,都是自为基准的例子。 此外,还应选择工件上精度高。尺寸较大的表面为精基准,以保证定位稳固可靠。并考虑工件装夹和加工方便、夹具设计简单等。 要从保证孔与孔、孔与平面、平面与平面之间的位置,能保证拨叉在整个加工过程中基本上都能用统一的基准定位。
从拨叉零件图分析可知,它的拔叉大端平面与φ 20孔,适于作精基准使用。但用一个平面和一个孔定位限制工件自由度不够,如果使用典型的一面两孔定位方法,则可以满足整个加工过程中基本上都采用统一的基准定位的要求。至于两侧面,因为是非加工表面,所以也可以用φ20的孔为加工基准。 选择精基准的原则时,考虑的重点是有利于保证工件的加工精度并使装夹准。
[1] 王光斗、王春福,机床夹具设计手册,上海科学技术出版社。
[2] 孙已德,机床夹具图册[M],北京:机械工业出版社,1984:20-23。
[3] 李洪,机械加工工艺手册,北京出版社
[4] 东北重型机械学院等,机床夹具设计手册[M],上海:上海科学技术出版社,1979。
[5] 孟少龙,机械加工工艺手册第1卷[M],北京:机械工业出版社,1991。
[6] 《金属机械加工工艺人员手册》修订组,金属机械加工工艺人员手册[M],上海:上海科学技术出版社,1979。
[7] 李洪,机械加工工艺手册[M],北京:机械工业出版社,1990。
[8] 马贤智,机械加工余量与公差手册[M],北京:中国标准出版社,1994。
[9] 上海金属切削技术协会,金属切削手册[M],上海:上海科学技术出版社,1984。
[10] 周永强,高等学校毕业设计指导[M],北京:中国建材工业出版社,2002。
[11] 刘文剑,曹天河,赵维,夹具工程师手册[M],哈尔滨:黑龙江科学技术出版社,1987。
摘要
机械加工工艺及夹具设计的叉零件设计,零件的锻件,具有体积小,功能复杂的部分,由于面比孔易加工,在发展的过程中,在第一个面,然后以面为基准来加工其他,每个工序的夹具都采用专用夹具,用于加工大孔,槽和斜孔钻在本土化过程中的一个小洞,选择一二针,和手动夹紧方式夹紧简单,机构设计简单,方便且能满足要求。
关键词:拨叉,加工工艺,专用夹具,设计
Abstract: the processing technology of fixture design and the design of the fork spare parts, forging parts, has the advantages of small volume, parts of the complex surface pore characteristics, easy processing, formulation process, to processing, processing and surface as a reference, including the processes using special fixture, in particular, the big hole processing drill holes, tanks and small slope engineering, a positioning method of 2 sold out, the manual clamping clamping way has the advantages of simple operation, the design requirements of the organization, to meet the simple, convenient and.
Keywords: fork, machining process, fixture, design
前言
机械制造加工技术和机床夹具设计过程分析的一部分,设计专用夹具的一部分从这个过程中,在分析过程中的主要部分的一部分的一个主要部分是,它应注意的问题,通过什么方法和工艺路线处理以更好地确保准确性,增加产量。专用夹具,夹具设计可以提高成活率,较好的精度,降低成本,并等等,更广泛地使用的机器,从而确保产品的精度更高的效率并降低成本。在这次设计中,在拉叉的加工工艺进行分析,在发达国家和比较加工工艺路线,选择一个比较的好的加工工艺路线进行处理,和上拉叉的半孔的专用夹具的设计,在这个过程中,发达国家更套夹具方案分别对所有夹具定位误差与精度的分析与计算请选择一个,来完成这次设计。通过这种设计,培养了程序的编制加工工艺和夹具设计能力,是在毕业课程之前最后进行深入和全面的审查,它是一个理论和实践培训。所以它在我们的大学生活中扮演着非常重要的作用。
个人层面上和希望通过这次学习,在将来为自己的毕业设计工作做一次训练演习,提高分析问题和解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。
目 录
第一部分 工艺规程设计....................................................................................................... .8
1. 机械加工工艺规程总体设计...................................................................................... .......8
1.1五档倒挡拨叉的工艺分析........................................................................................ ..8
1.2毛坯的选择................................................................................................................10
1.3基准的选择................................................................................................................10
1.4确定加工方案.............................................................................................................12
1.5工序的比较与确定.....................................................................................................16
2.工艺设计..............................................................................................................................21
(1)第1道工序...............................................................................................................21
(2)第2道工序...............................................................................................................21
(3)第3道工序...............................................................................................................22
(4)第4道工序...............................................................................................................22
(5)第5道工序...............................................................................................................23
(6)第6道工序...............................................................................................................23
(7)第7道工序...............................................................................................................24
第二部分 夹具设计...............................................................................................................25
一、铣夹具设计........................................................................................................................25
1. 夹具总体设计....................................................................................................................25
2. 夹具各组成部分的说明....................................................................................................25
(1)定位元件设计.................................................................................................................25
(2)调整元件设计.................................................................................................................26
(3)安装元件设计.................................................................................................................26
(4)夹紧机构设计.................................................................................................................26
(5)夹具体设计.....................................................................................................................27
二、钻夹具设计.......................................................................................................................28
1. 夹具总体设计....................................................................................................................28
2. 夹具各组成部分的说明....................................................................................................28
(1)定位元件设计.................................................................................................................28
(2)调整元件设计.................................................................................................................29
(3)安装元件设计.................................................................................................................29
(4)夹紧机构设计.................................................................................................................32
(5)夹具体设计.....................................................................................................................31
三、小结与致谢.......................................................................................................................32
四、参考文献...........................................................................................................................34
五、附件........................................................................................................................... ........35
第一部分 工艺规程设计
1. 机械加工工艺规程总体设计
生产过程中的原材料转化为成品的全过程。它包括毛坯制造原料的制备,加工后的生产、运输和储存,热处理的零件,零件装配成产品的质量检验和测试,调试操作机械和包装机械漆。
这个过程是由成品或半成品的过程中改变生产对象的形状定义,在生产过程中的地位和性质。机械产品的工艺可分为铸造,锻造,冲压,焊接,热处理,机加工,装配,喷漆工艺。原材料加工成成品的过程直接相关的称为直接生产过程是生产过程的主要部分。随着原材料到工艺等的生产,运输,存储间接相关的产品,机床和工艺装备的维修和其他被称为中学生。由于零件的加工表面的多样性,生产设备和加工手段加工范围的限制,精度要求和不同的过程产生的,通常是由一系列处理设置。这个过程是对加工过程的基本单位。每个进程可以划分为一个或多个安装,站,步走刀。半成品通过这些过程反过来又成为一部分。这个过程是一个或一组工人,在工作的过程中,同一或部分同时完成几个连续的工作。工艺操作的基本单元,基本单元的生产计划,成本核算。对需要包括决策过程的一部分,复杂的工艺,加工精度和加工零部件等生产因素。
加工时,残余应力的产生,导致应力重分布。因此,在这个过程中,我们需要分开的主要表面的粗加工的过程,这是安排在粗加工,半精加工安排在中间,整理安排在后面,这是因为切削余量的粗加工过程中,切削力,夹紧力是不可避免的,易加工后的变形,从粗分离和精加工,粗加工变形,可以在半精加工改性,在改性可以完成半精加工变形产生,从而逐步减少加工余量,切削力和内应力,变形加工要求可逐渐纠正后,最后达到零件的技术。
在现实生产当中,曲轴的加工也是粗精加工分开进行的,但有一点不同,就是在现实生产当中,并没有专门的半精加工工序,它是将半精加工和精加工并在一起的,统称为精加工。所以我的工艺路线为:车孔、车端面、铣平面、销孔。
工艺基准的选择 粗基准:首道工序是车端面中心孔,以两端面曲柄外圆作粗基准。 精基准:加工车端面大端作为精基准。
1.1五档倒挡拨叉的工艺分析
拨叉是一个很重要的零件,因为其零件尺寸比较小,结构形状较复杂,但其加工孔和底面的精度要求较高,此外还有小头孔端要求加工,对精度要求也很高。拨叉的底面、大头孔上平面和小头孔粗糙度要求都是6.1Ra,所以都要求精加工。其小头孔与底平面有垂直度的公差要求,拨叉底面与大头孔上平面有平行度公差要求,所要加工的槽,在其槽边有平行度公差和对称度公差要求等。因为其尺寸精度、几何形状精度和相互位置精度,以及各表面的表面质量均影响机器或部件的装配质量,进而影响其性能与工作寿命,因此它们的加工是非常关键和重要的。
拨叉的分析 该加工有七个加工表面:平面加工包括拨叉中孔右端面、拔叉上表面、拔叉工作面(大端)、拔叉40的斜面(大端)、拔叉工作面(小端);孔系加工包括拔叉中孔、φ4.5销孔
一、以平面为主有:1拨叉中孔右端面,其粗糙度要求是Ra=6.1; 2拔叉上表面,其粗糙度要求是 6.1=Ra;3拔叉工作面(大端)其粗糙度要求是Ra=6.3;4拔叉40的斜面(大端)其粗糙度要求是Ra=3.2;拔叉工作面(小端)其粗糙度要求是Ra=6.3
孔系加工有:①拔叉中孔加工,其表面粗糙度为Ra=6.3; ②φ4.5销孔的钻、扩加工,其表面粗糙度要求 Ra=6.3。
拨叉的分析为了其毛坯的的制造方法为模锻和中批的批量生产方式,从而为工艺规程设计提供了必要的准备。
1.2毛坯的选择
毛坯的结构工艺要求拨叉为锻造件,对毛坯的结构工艺性有一定要求:
①由于模锻件尺寸精度较高和表面粗糙度值低,因此零件上只有与其它机件配合的表面才需要进行机械加工,其表面均应设计为非加工表面。
②为了使金属容易充满模膛和减少工序,模锻件外形应力求简单、平直的对称,尽量避免模锻件截面间差别过大,或具有薄壁、高筋、高台等结构。
③模锻件的结构中应避免深孔或多孔结构。
④模锻件的整体结构应力求简单。
⑤工艺基准以设计基准相一致。
⑥便于装夹、加工和检查。
⑦结构要素统一,尽量使用普通设备和标准刀具进行加工。 在确定毛坯时,要考虑经济性。虽然毛坯的形状尺寸与零件接近,可以减少加工余量,提高材料的利用率,降低加工成本,但这样可能导致毛坯制造困难,需要采用昂贵的毛坯制造设备,增加毛坯的制造成本。因此,毛坯的种类形状及尺寸的确定一定要考虑零件成本的问题但要保证零件的使用性能。在毛坯的种类 形状及尺寸确定后,必要时可据此绘出毛坯图。
拨叉毛坯的选择模锻,因为生产率很高,所以可以免去每次造型。单边余量一般在1~3mm,结构细密,能承受较大的压力,占用生产的面积较小。因其年产量是5000件,由[3]表2.1~3可知是中批量生产。 上面主要是对拨叉零件的结构、加工精度和主要加工表面进行了分析拨叉的偏差,加工余量,工序尺寸及毛坯尺寸的确定 拨叉的锻造采用的是45钢模锻制造,其材料是45,生产类型为中批量生产,采用模锻毛坯。
1.3基准的选择
①粗基准选择的原则
选择粗基准时,考虑的重点是如何保证各加工表面有足够的余量,使不加工表面与加工表面间的尺寸、位子符合图纸要求。 粗基准选择应当满足以下要求:
粗基准的选择应以加工表面为粗基准。目的是为了保证加工面与不加工面的相互位置关系精度。如果工件上表面上有好几个不需加工的表面,则应选择其中与加工表面的相互位置精度要求较高的表面作为粗基准。以求壁厚均匀、外形对称、少装夹等。
选择加工余量要求均匀的重要表面作为粗基准。例如:机床床身导轨面是其余量要求均匀的重要表面。因而在加工时选择导轨面作为粗基准,加工床身的底面,再以底面作为精基准加工导轨面。这样就能保证均匀地去掉较少的余量,使表层保留而细致的组织,以增加耐磨性。
应选择加工余量最小的表面作为粗基准。这样可以保证该面有足够的加工余量。
应尽可能选择平整、光洁、面积足够大的表面作为粗基准,以保证定位准确夹紧可靠。有浇口、冒口、飞边、毛刺的表面不宜选作粗基准,必要时需经初加工。 要从保证孔与孔、孔与平面、平面与平面之间的位置,能保证拨叉在整个加工过程中基本上都能用统一的基准定位。
从拨叉零件图分析可知,主要是选择加工拨叉底面的装夹定位面为其加工粗基准。
②精基准选择的原则
基准重合原则。即尽可能选择设计基准作为定位基准。这样可以避免定位基准与设计基准不重合而引起的基准不重合误差。
基准统一原则,应尽可能选用统一的定位基准。基准的统一有利于保证各表面间的位置精度,避免基准转换所带来的误差,并且各工序所采用的夹具比较统一,从而可减少夹具设计和制造工作。例如:轴类零件常用顶针孔作为定位基准。车削、磨削都以顶针孔定位,这样不但在一次装夹中能加工大多书表面,而且保证了各外圆表面的同轴度及端面与轴心线的垂直度。
互为基准的原则。选择精基准时,有时两个被加工面,可以互为基准反复加工。例如:对淬火后的齿轮磨齿,是以齿面为基准磨内孔,再以孔为基准磨齿面,这样能保证齿面余量均匀。 自为基准原则,有些精加工或光整加工工序要求余量小而均匀,可以选择加工表面本身为基准。例如:磨削机床导轨面时,是以导轨面找正定位的。此外,像拉孔在无心磨床上磨外圆等,都是自为基准的例子。 此外,还应选择工件上精度高。尺寸较大的表面为精基准,以保证定位稳固可靠。并考虑工件装夹和加工方便、夹具设计简单等。 要从保证孔与孔、孔与平面、平面与平面之间的位置,能保证拨叉在整个加工过程中基本上都能用统一的基准定位。
从拨叉零件图分析可知,它的拔叉大端平面与φ 20孔,适于作精基准使用。但用一个平面和一个孔定位限制工件自由度不够,如果使用典型的一面两孔定位方法,则可以满足整个加工过程中基本上都采用统一的基准定位的要求。至于两侧面,因为是非加工表面,所以也可以用φ20的孔为加工基准。 选择精基准的原则时,考虑的重点是有利于保证工件的加工精度并使装夹准。
参考文献
[1] 王光斗、王春福,机床夹具设计手册,上海科学技术出版社。
[2] 孙已德,机床夹具图册[M],北京:机械工业出版社,1984:20-23。
[3] 李洪,机械加工工艺手册,北京出版社
[4] 东北重型机械学院等,机床夹具设计手册[M],上海:上海科学技术出版社,1979。
[5] 孟少龙,机械加工工艺手册第1卷[M],北京:机械工业出版社,1991。
[6] 《金属机械加工工艺人员手册》修订组,金属机械加工工艺人员手册[M],上海:上海科学技术出版社,1979。
[7] 李洪,机械加工工艺手册[M],北京:机械工业出版社,1990。
[8] 马贤智,机械加工余量与公差手册[M],北京:中国标准出版社,1994。
[9] 上海金属切削技术协会,金属切削手册[M],上海:上海科学技术出版社,1984。
[10] 周永强,高等学校毕业设计指导[M],北京:中国建材工业出版社,2002。
[11] 刘文剑,曹天河,赵维,夹具工程师手册[M],哈尔滨:黑龙江科学技术出版社,1987。