














苏ICP备112451047180号-6
杠杆零件工艺及专用铣夹具设计
前言
不论是传统制造系统还是现代制造系统,夹具都是非常重要的。在机械制造过程中,用来固定加工对象,使之占有正确位置,以便接受施工或者检测的装置都可以称为夹具。例如:焊接过程中用的焊接夹具,检验过程中用的检验夹具,机械加工过程中用的机床夹具等。夹具对于加工质量、生产率和产品成本都有直接的影响。花费在夹具设计和制造的时间不论是在改进现有产品或者开发新产品中,在生产周期中都占有较大的比重。所以,在制造业中非常重视对夹具的研究。夹具是由一套预先制造好的各种不同形状、不同尺寸、不同功能的系列化、标准化元件组装而成的。因此夹具具有通用性和专用性双重性质,即组成夹具的元件是通用性的元件,而一旦组装成成套夹具即为专用夹具。组合夹具机构灵活多变,元件长期重复使用,因此,其元件比其它类型的夹具元件要求具有高精度,高强度,高硬度,耐磨性高等优点,单个元件功能多样,并有完全互换性。
产品制造环节的柔性化的着眼点主要是在机床和工装两个方面,而夹具又是工装柔性化的重点。夹具能保证工件在规定的坐标位置上准确定位和牢固的夹紧,也就是说能保证工件相对于机床坐标原点具有准确和稳定可靠的坐标位置。这种夹具具有较高的刚度和精度,在粗加工时能承受较大的切削用量,加工表面,可以减少机床的停机时间:在夹具上还能一次装夹多个工件同时一次加工,可以减少夹具、刀具、工件系统的调整时间;还能减少刀具的更换次数和刀具的调整时间,夹具元件可以通过组装、使用。夹具的平均设计和组装时间是专用夹具所花时的5%-20%。此夹具设计的内容为:(a)分析制定了杠杆零件的工艺;
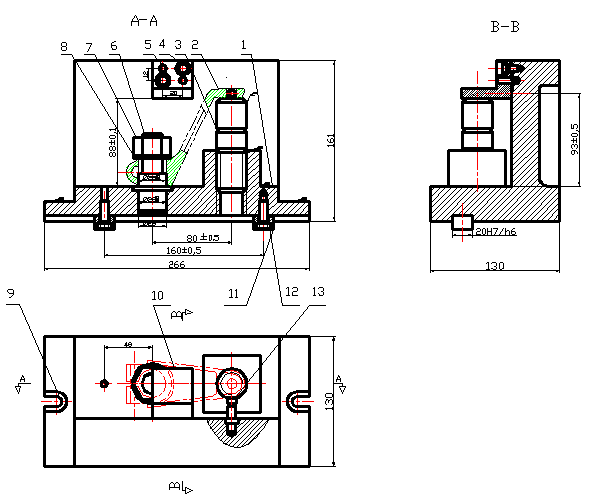
(b)设计了铣床工序的专用夹具;
目录
一、零件的分析…………………………………………………3
1.1 零件的作用………………………………………………………… 3
1.2 零件的工艺分析…………………………………………………… 3
1.3 零件的材料………………………………………………………… 4
1.4 零件的生产类型…………………………………………………… 4
二、工艺规程设计………………………………………………5
2.1 基面的选择………………………………………………………….5
2.2 制定工艺路线……………………………………………………….5
2.3 机械加工余量、工序尺寸及毛坯尺寸的确定…………………….7
2.4 确定切削用量及工时……………………………………………….9
三、夹具的设计…………………………………………………17
3.1 夹具类型的确定…………………………………………………….17
3.2 定位装置的设计…………………………………………………….17
3.3 夹紧装置的设计…………………………………………………….21
3.4 导向装置的设计及其他装置的结构、夹具体的确定…………….23
四、绘制夹具结构图……………………………………………25
五、确定夹具技术要求的有关尺寸、公差配合………………27
5.1 技术要求………………………………………………………………27
5.2 公差配合………………………………………………………………27
5.3 夹具精度分析计算……………………………………………………28
六、结束语………………………………………………………30
七、致谢…………………………………………………………31
八、参考文献……………………………………………………32
一、零件的分析
1.1零件的作用
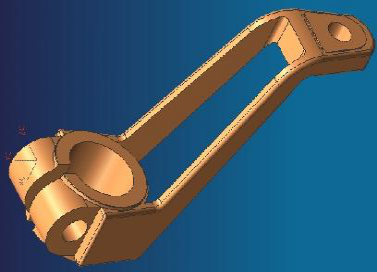
题目所给的零件是杠杆零件,零件的结构比较复杂,尺寸较小,形状比较复 杂。主要作用一是传递扭矩;二是起着固定的作用;三是起着连接作用。
1.2零件的工艺分析
此杠杆零件有两组加工面,它们之间有一定的位置要求。具体分析如下:
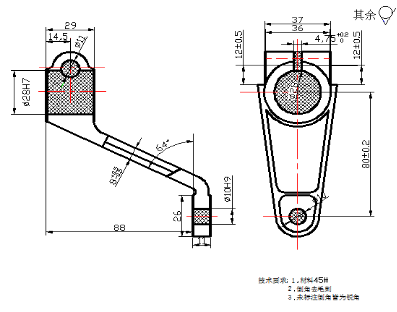
1.2.1 以Ø28mm为中心孔的加工表面(尺寸见图1.1,实体见图1.2)
这一组加工表面包括:Ø28H7mm的孔,Ø28H7mm孔的端面,尺寸为200-0.5mm的端面与尺寸为Ø28H7mm的孔有垂直度要求,垂直度误差为0.03mm,还有Ø11mm的孔。其中主要加工表面为Ø28H7mm的孔。
1.2.2 以Ø10H9mm的孔为中心的加工表面
这一组加工表面包括Ø10H9mm的孔,Ø10H9mm孔的端面,且Ø10H9mm的孔的中心轴线与Ø28H7mm孔的中心轴线有平行度要求,其误差为0.3mm。其中主要加工表面为Ø10H9mm的孔。由以上分析可知,对于这两组加工表面而言,可以先加工第一组加工表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度要求。
1.3零件的材料
考虑到杠杆要受到扭矩的作用,而零件的尺寸有比较小,因此应选用材料为模锻件。因为不传递力与功率,主要起固定和定位作用,所以不需要特别的工艺处理。故可采用模锻成型。这从提高生产效率、保证加工精度上考虑也是应该的。
1.4零件的生产类型
零件的生产类型为中批量生产。因此需要设计专用夹具来提高生产效率。
二、工艺规程设计
2.1基面的选择
基面选择是工艺规程设计中的重要工作之一。基面的选择得正确合理,可以使加工质量得到保证,生产得以提高。否则,加工工艺过程中会问题百出,更有甚者,还会造成零件的大批报废,使生产无法正常进行。
2.1.1粗基准的选择
由于此杠杆零件的结构比较复杂,需要加工三个孔(Ø28H7mm、Ø10H9mm和Ø11mm)、三个端面(即三个孔的端面)和插槽,且三个孔不在同一个平面上。对于一般的轴类零件而言,以外圆作为粗基准是完全合理的。但对于本零件来说,如果以Ø40mm外圆表面作基准(四点定位),其装夹深度不够,可能造成装夹不稳定。按照有关粗基准的选择原则(即当零件有不加工表面时,应以这些不加工表面作粗基准;若零件有若干个不加工表面时,则应以与加工表面要求相对位置精度较高的不加工表面作为粗基准),现利用一个支撑盯顶住Ø30mm孔的外轮廓,达到完全定位。
2.1.2精基准的选择
主要考虑基准重合的问题。当设计基准与工序基准不重合时,应该进行尺寸换算,这在后面的要专门计算,此处不再重复。
2.2 制定工艺路线
制定工艺路线的出发点,应当是使零件的几何精度、尺寸精度及位置精度等技术要求能得到合理的保证。在生产纲领已确定为中批生产的条件下,可以考虑采用万能机床配以专用夹具,并尽量使工序集中来提高生产率。除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
参考文献
[1]李云主编。机械制造工艺及设备设计指导手册。北京:机械工业出版社,1997
[2]任福君主编。简明机械制造工艺手册。北京:中国标准出版社,1995
[3]徐圣群主编。简明机械加工工艺手册。上海:上海科学技术出版社,1991
[4]艾兴,肖诗纲编。切削用量简明手册。北京:机械工业出版社,1993
[5]刘诗安等主编。机械专业课程设计指导书。长沙:湖南科学技术出版社,1999
[6]郭晋荣主编。机械制造技术基础。成都:西南交通大学出版社,2003
[7]徐嘉元,曾家驹主编。机械制造工艺学。北京:机械工业出版社,1998
[8]徐灏主编。机械设计手册。北京:机械工业出版社,1991
[9]吴雄彪主编。机械制造技术课程设计。杭州:浙江大学出版社,2005
[10]成大先主编。机械设计手册 第四卷。北京:化学工业出版社,1993
[11]王秀伦等主编。机床夹具设计。北京:中国铁道出版社,1984
[12]南京市机械研究所。金属切削机床夹具图册。北京:机械工业出版社,1984
[13]孟宪栋,刘彤安主编。机床夹具图册。北京:北京工业出版社,1996
前言
不论是传统制造系统还是现代制造系统,夹具都是非常重要的。在机械制造过程中,用来固定加工对象,使之占有正确位置,以便接受施工或者检测的装置都可以称为夹具。例如:焊接过程中用的焊接夹具,检验过程中用的检验夹具,机械加工过程中用的机床夹具等。夹具对于加工质量、生产率和产品成本都有直接的影响。花费在夹具设计和制造的时间不论是在改进现有产品或者开发新产品中,在生产周期中都占有较大的比重。所以,在制造业中非常重视对夹具的研究。夹具是由一套预先制造好的各种不同形状、不同尺寸、不同功能的系列化、标准化元件组装而成的。因此夹具具有通用性和专用性双重性质,即组成夹具的元件是通用性的元件,而一旦组装成成套夹具即为专用夹具。组合夹具机构灵活多变,元件长期重复使用,因此,其元件比其它类型的夹具元件要求具有高精度,高强度,高硬度,耐磨性高等优点,单个元件功能多样,并有完全互换性。
产品制造环节的柔性化的着眼点主要是在机床和工装两个方面,而夹具又是工装柔性化的重点。夹具能保证工件在规定的坐标位置上准确定位和牢固的夹紧,也就是说能保证工件相对于机床坐标原点具有准确和稳定可靠的坐标位置。这种夹具具有较高的刚度和精度,在粗加工时能承受较大的切削用量,加工表面,可以减少机床的停机时间:在夹具上还能一次装夹多个工件同时一次加工,可以减少夹具、刀具、工件系统的调整时间;还能减少刀具的更换次数和刀具的调整时间,夹具元件可以通过组装、使用。夹具的平均设计和组装时间是专用夹具所花时的5%-20%。此夹具设计的内容为:(a)分析制定了杠杆零件的工艺;
(b)设计了铣床工序的专用夹具;
目录
一、零件的分析…………………………………………………3
1.1 零件的作用………………………………………………………… 3
1.2 零件的工艺分析…………………………………………………… 3
1.3 零件的材料………………………………………………………… 4
1.4 零件的生产类型…………………………………………………… 4
二、工艺规程设计………………………………………………5
2.1 基面的选择………………………………………………………….5
2.2 制定工艺路线……………………………………………………….5
2.3 机械加工余量、工序尺寸及毛坯尺寸的确定…………………….7
2.4 确定切削用量及工时……………………………………………….9
三、夹具的设计…………………………………………………17
3.1 夹具类型的确定…………………………………………………….17
3.2 定位装置的设计…………………………………………………….17
3.3 夹紧装置的设计…………………………………………………….21
3.4 导向装置的设计及其他装置的结构、夹具体的确定…………….23
四、绘制夹具结构图……………………………………………25
五、确定夹具技术要求的有关尺寸、公差配合………………27
5.1 技术要求………………………………………………………………27
5.2 公差配合………………………………………………………………27
5.3 夹具精度分析计算……………………………………………………28
六、结束语………………………………………………………30
七、致谢…………………………………………………………31
八、参考文献……………………………………………………32
一、零件的分析
1.1零件的作用
题目所给的零件是杠杆零件,零件的结构比较复杂,尺寸较小,形状比较复 杂。主要作用一是传递扭矩;二是起着固定的作用;三是起着连接作用。
1.2零件的工艺分析
此杠杆零件有两组加工面,它们之间有一定的位置要求。具体分析如下:
1.2.1 以Ø28mm为中心孔的加工表面(尺寸见图1.1,实体见图1.2)
这一组加工表面包括:Ø28H7mm的孔,Ø28H7mm孔的端面,尺寸为200-0.5mm的端面与尺寸为Ø28H7mm的孔有垂直度要求,垂直度误差为0.03mm,还有Ø11mm的孔。其中主要加工表面为Ø28H7mm的孔。
1.2.2 以Ø10H9mm的孔为中心的加工表面
这一组加工表面包括Ø10H9mm的孔,Ø10H9mm孔的端面,且Ø10H9mm的孔的中心轴线与Ø28H7mm孔的中心轴线有平行度要求,其误差为0.3mm。其中主要加工表面为Ø10H9mm的孔。由以上分析可知,对于这两组加工表面而言,可以先加工第一组加工表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度要求。
1.3零件的材料
考虑到杠杆要受到扭矩的作用,而零件的尺寸有比较小,因此应选用材料为模锻件。因为不传递力与功率,主要起固定和定位作用,所以不需要特别的工艺处理。故可采用模锻成型。这从提高生产效率、保证加工精度上考虑也是应该的。
1.4零件的生产类型
零件的生产类型为中批量生产。因此需要设计专用夹具来提高生产效率。
二、工艺规程设计
2.1基面的选择
基面选择是工艺规程设计中的重要工作之一。基面的选择得正确合理,可以使加工质量得到保证,生产得以提高。否则,加工工艺过程中会问题百出,更有甚者,还会造成零件的大批报废,使生产无法正常进行。
2.1.1粗基准的选择
由于此杠杆零件的结构比较复杂,需要加工三个孔(Ø28H7mm、Ø10H9mm和Ø11mm)、三个端面(即三个孔的端面)和插槽,且三个孔不在同一个平面上。对于一般的轴类零件而言,以外圆作为粗基准是完全合理的。但对于本零件来说,如果以Ø40mm外圆表面作基准(四点定位),其装夹深度不够,可能造成装夹不稳定。按照有关粗基准的选择原则(即当零件有不加工表面时,应以这些不加工表面作粗基准;若零件有若干个不加工表面时,则应以与加工表面要求相对位置精度较高的不加工表面作为粗基准),现利用一个支撑盯顶住Ø30mm孔的外轮廓,达到完全定位。
2.1.2精基准的选择
主要考虑基准重合的问题。当设计基准与工序基准不重合时,应该进行尺寸换算,这在后面的要专门计算,此处不再重复。
2.2 制定工艺路线
制定工艺路线的出发点,应当是使零件的几何精度、尺寸精度及位置精度等技术要求能得到合理的保证。在生产纲领已确定为中批生产的条件下,可以考虑采用万能机床配以专用夹具,并尽量使工序集中来提高生产率。除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
参考文献
[1]李云主编。机械制造工艺及设备设计指导手册。北京:机械工业出版社,1997
[2]任福君主编。简明机械制造工艺手册。北京:中国标准出版社,1995
[3]徐圣群主编。简明机械加工工艺手册。上海:上海科学技术出版社,1991
[4]艾兴,肖诗纲编。切削用量简明手册。北京:机械工业出版社,1993
[5]刘诗安等主编。机械专业课程设计指导书。长沙:湖南科学技术出版社,1999
[6]郭晋荣主编。机械制造技术基础。成都:西南交通大学出版社,2003
[7]徐嘉元,曾家驹主编。机械制造工艺学。北京:机械工业出版社,1998
[8]徐灏主编。机械设计手册。北京:机械工业出版社,1991
[9]吴雄彪主编。机械制造技术课程设计。杭州:浙江大学出版社,2005
[10]成大先主编。机械设计手册 第四卷。北京:化学工业出版社,1993
[11]王秀伦等主编。机床夹具设计。北京:中国铁道出版社,1984
[12]南京市机械研究所。金属切削机床夹具图册。北京:机械工业出版社,1984
[13]孟宪栋,刘彤安主编。机床夹具图册。北京:北京工业出版社,1996