














��ICP��112451047180��-6
������װ�����
ժҪ������ҵ����ۺ�������������ѧϰ���ݣ��ص���ڽ�ģ��ͼ��ƺ�װ������ϣ��⼸��������Ҳ�����ǻ�еרҵ�����˵�Ƚ���Ҫ��һ���� ������ɱ�ҵ��Ƶ�ͬʱ��������ϰ������ѧ����֪ʶ������Լ���Ƿȱ��֪ʶ���Բ������������ѧϰ�����α�ҵ���ѡȡ����������� ������������Ľ�����Բ�����ʹ��UG��������ά������ƣ� �������е��������װ����� ���ؼ����� ������շ��� UG��ά���� װ�����
Shovel suet cylinder assembly design
Abstract�� The graduation project combines the learning content in three years, focusing on Modeling design and Assembly design, The part is a part of our mechanics are relatively important,At the same time of complete the graduation design, You can review and consolidate what they have learned knowledge,Check their lack of knowledge,Not content to learn .The graduation design select shovel suet cylinder parts,Based on the analysis of the parts ,Suet to shovel cylinder using UG three -dimensional modeling design ,and some parts in assembly design .
Keywords:The size analysis,UG three-dimensional modeling,Assembly design
Ŀ¼
ժҪ III
��һ������ 1
1.1����������� 1
�ڶ��»����˵Ĺ��շ��� 2
2.1��ͼ����ͼ 2
2.2�����˹��� 2
2.3�����˵Ĺ��չ��� 2
2.3.1ë�������ѡ�� 3
2.3.2������ѡ�� 3
2.3.3���ߵ�ѡ�� 3
2.3.4�ӹ�������ѡ�� 6
2.3.5����������ѡ�� 7
2.3.6����·�ߵ�ȷ�� 7
2.3.7 �ӹ� 9
2.4������ 10
�����²�����װ����� 12
3.1�����ķ��� 12
3.1.1�������˶�ԭ�����˶����� 12
3.1.2��������ɼ��书�� 13
3.1.3 ������IJ��ϼ����� 15
3.2������װ�� 15
3.2.1�����װ�� 15
3.2.2��װ�� 17
3.3������ 19
���� 20
����� 21
��л 22
��һ�� ����
1.1 ����������
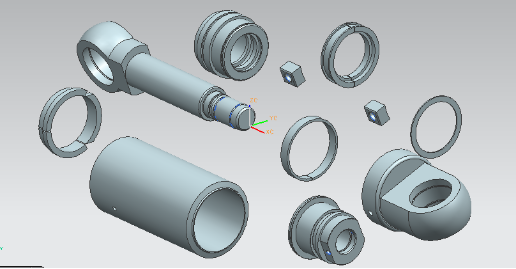
������Һѹ�ף�Һѹ����������ͻ�����Ч����������ߵ�ѹ������ȵ�ֱ���˶�ʽִ��Ԫ�������ܽ�Һѹ��ת���ɻ�е�ܡ�Һѹ�������ɸ�Ͳ��ͷ�������ͻ����ˡ��ܷ�װ�á�����װ��������װ����ɡ���������װ������� ��ͨ����εı�ҵ��ƣ��Ҳ������Ը�ϰѧ���Ĺ���װ�䷽���һЩ֪ʶ��ͬʱ�����Խ�һ���˽�װ�䷽����Ƶ����ݡ�װ������Ƿdz���ϸ�ģ���Ҫ������Ҫ�зdz��Ͻ������ѧϰ����̬�ȣ��������㹻������ȥ������ص����ϡ������װ����Ƶ�ͬʱ���˴α�ҵ��ƻ�Ҫ������ɲ����ģã��ģ��ã��ͣ���ͨ������ѧϰ���ģգ�������ɵģ��գ�������ʵ�ã���Ҳ���������ٰ��������ѧ�ã����ԣ���α�ҵ��� ��Ӧ�û���ұ����и��ܴ��Ӱ�졣
���β����ı�ҵ�����Ҫ����������ݣ�
��1��������������շ���
��2��������������
��3��������װ�����
��4������
��õ��о��ɹ�����
���ġ�ͼֽ��װ�乤�չ��̿�Ƭ
�����˵Ĺ��շ���
2.2 �����˵Ĺ��ã�
�����˵����þ��ǰ������ϵ������ݵ������ϣ��ڲ������У������˵����þ��ǰ����ϵ������ݵ������ϣ�ͨ����������������ʹ�����˶���������ʹ������������������
2.3�����˵Ĺ��չ��̣�
������Ϊһ������������������ܳ�Ϊ421.����⾶�ߴ�Ϊ��88.��С�⾶Ϊ��42+0.1 -0.02���м�������Φ60-0.030 -0.076�� 46-0.01 -0.05��M45���ᡣ���С�����ͷ��Ϊ���Σ�Ȼ���ٸ������Ҫ����������ϳ������ϳ������ƽ�棬�����������������ϳ��ƽ���Ժ���ƽ���������75�Ŀס� �ڻ�����β��������M45�ĵط��������˵��ۣ��������ܱ����ڳ�����ʱ���������������
����ijߴ������ֲڶ� ��
�����˽ṹ�Ƚϼ��������Ⱥܴ�����ϸ��������� ��������������������������ǻ�������Ȼ�����õ����� ,��ô���ļӹ�Ҫ��ͱȽϸ�,����������Ӱ��Ҳ�Ƚϴ�. �����˵ijߴ�ܶ�й������ֲڶ�Ҳ���ͣ����Թ��շ����൱���ӡ�����ͼ�гߴ������֪�������˵ı���ֲڶ�ֵ��0.8��12.5֮�䡣���У���Φ60-0.030 -0.076�Ĵֲڶ�Ҫ����ߣ�Ϊ0.8.ͬʱ������Ҫ���Φ46-0.01 -0.05����������ͬ���ΪΦ0.025.������ֲڶȻ���ߵĻ��� Φ46-0.01 -0.05 ����Բ����Φ42+0 -0.1��Բ�������ͷ���ڱڣ����ǵı���ֲڶ�ֵΪ0.6ʣ�µı���ֲڶ�Ҫ�ߵ���Ҫ�л������Ҷ�����Ҷ������Բ���棬��ͷ�������ڿ��棬���ǵı���ֲڶ�ֵΪ6.3.����ı���ֲڶ�ȫΪ3.2��������Щ���ǻ����˵���Ҫ�ߴ磬���������ģ����Ǵ�Ҫ�ߴ��ˡ�
�����˵���λ���
���Ҷ� Φ42+0 -0.1��Բ������M45*2-6g��Φ46��Բ�����ͬ���ΪΦ0.02.
��ͷΦ75M7�ڿ�Φ88��Բ����Ĵ�ֱ��ΪΦ0.05.
��ͷΦ78�ڿ���ͷ�ڿ�Φ75M7��Բ������Ϊ0.088
��ͷΦ78�ڿ������ͷ�ڿ�Φ75M7�����Բ������Ϊ0.175
��ͷΦ78�ڿ������ͷ�ڿ�Φ75M7����Ĵ�ֱ��Ϊ Φ0.025
�����˵ļ���Ҫ��
���ʴ���HB240-280.
δע����2*45°
�����˵IJ���;
�����˵IJ���Ϊ40Gr��
���ڻ����˸��ɽϴ�,���Բ���40Cr,����Ҫ���е��ʴ��� .����߲��ϵĹ���ǿ��, ����һ�����Ļ�е�ӹ����ܡ������Ǵ��Ӹ��»ػ��˫���ȴ�����40Gr�ĵ��ʴ��������ӻ����˵Ĵ��ԣ������ǿ�Ⱥͻػ��ȶ��ԡ����ڴ������ ���� ������40Cr��ǿ�ȡ�Ӳ�ȡ�������ԵȻ�е����Ҳ������� �����������ǻ����������ʵ�Ӳ����HBS240-280�ķ�Χ�ڡ�
2.3.1ë�������ѡ��
.���ڻ����������˶�����Ҫ������Ҵ���ѹ���������IJ�ͣ�任֮�У��нϴ�ij���غɣ� ͬʱ�����������˶������л��������������Ħ���� ����������������ȡ�������Щ���������Ծ�Ҫ���������Ҫ���졣������һ��������ѹ��е�Խ�������ʩ��ѹ����ʹ��������Ա����Ի�þ���һ����е���ܡ�һ����״�ͳߴ�ͼ��ļӹ������������ǻ�����֮���Բ��ö��죬������Ϊ����Ҫ�ͼ���ӵ�е����ܡ�
2.3.2������ѡ��
������Ϊ����������������Ҫ������ʽ�����Ͻ���ѡ���������������ػ�����ѡ��ԭ�����ǿ���ѡ��HM-077�����س������ӹ����ᾶ�Ժ����ǻ�Ҫ����ͷ�Ͻ���ϳ�����������ǻ�Ҫѡ����Ӧ������ϳ������������ֻ��ϳ������ƽ����ѣ���������ѡ�õ�λֱ��ϵͳ�����ػ������ɣ��������ػ�����ѡ��ԭ��ѡ��XD-40������ϳ�� ��
2.3.3���ߵ�ѡ��
�������Ҫ��������Ҫѡ����ϳ�����۵���������ͷ ��������ļӹ�Ҫ��ѡ����Բ���������ѡ���Ƽ��ĵ��ߡ�ѡ���Ƽ��ĵ��߽Ƕ�80°C��Ȼ����ݵ���ѡ���ֲᣬ���ǿ���ѡ�� CNMG12 04 08-PR��CNMG12 04 08- QM �ĵ�Ƭ
�ο����ף�
1��������ࣨ2006.8�� �� ��е��ͼ����е��ҵ������
2�����������ࣨ2006.6�� �����̲��ϼ��ȳ����ա��ߵȽ���������
3���ﱾ�����������ġ� ��е�ӹ������ֲᡷ ���ʹ�ҵ������
4����С�����ࣨ2009.4�� ��UG��ά���������ؼӹ����ʵ�����⡷������ѧ����������
5)��ɭ�٣���ΰ�ı�ġ���е���������������ʵ������
6)��ɭ������ġ���е���칤����װ������ѧ��ҵ������
7���˾�����ĵڶ��桶�ִ������豸����ѧ��ҵ������
��л
��α�ҵ��ƣ��������Ҹ�ϰ ����������ѧϰ�����ݣ�������ѧ������ǰ������֪����ѧϰ������֪ʶ�������ұ��εı�ҵ���--������װ����ƣ���Ȼ�α��Ϲ����ⷽ��Ľ��ⲻ�࣬����װ�䷽���֪ʶҲ����������ķֲ�������������εı�ҵ����ǹ���װ�䣬�����������˻���Ͷ�����ѧϰ�������ⷽ���֪ʶ�������ұ��˶��ԣ���Ȼװ�䷽��ѧϰ�IJ���ô�࣬���ǣ��Ҿ��Ƕ�װ����һ�����Ե�ϲ�������ң�����Ϊ�������Ժ��ҵĹ��������ڻ�е����Ĺ�����װ���ⷽ�������˵Ҳ�Ǻ���Ҫ�ġ������Ƕ���������ͻ���������֪��װ���Ҫ���Ǻ��б�Ҫ�ġ�
лл��������ƵĹ��̸������Ҿ��ĵ�ָ���� ��л�����ҵ�֧���������