

苏ICP备112451047180号-6
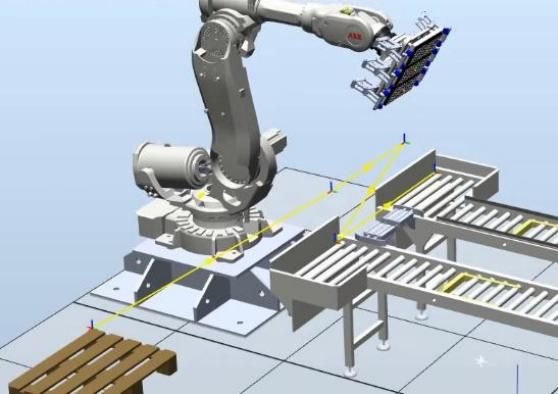
基于RobotStudio的工业机器人焊接工作站仿真与设计
一、选题的目的和意义
焊接对操作者健康影响较大,造成的光污染和空气污染会极大破坏现场环境,并且对工人的技术要求也较高,因此迫切需要发展先进的设备来解决这一问题。近年来,以汽车行业为代表的机械行业竞争日益激烈,并且生产方式由过去的大批量生产,转变为多品种小批量生产,因此对焊接设备的柔性提出了较高的要求。焊接机器人是指从事焊接工作的工业机器人,焊接机器人生产柔性好、操作简单、焊接效率高。放眼未来,随着焊缝跟踪、焊接机器人智能决策、高感度碰撞检测功能等技术的成熟,因焊接工作站的投资较低,经济效益较好,因而得到广泛的应用,焊接机器人技术必将有更广阔的应用前景。
二、相关文献综述
低碳钢具有良好的综合性能,可焊接性高,在工业中运用广泛。有关低碳钢点焊的研究主要有点焊过程、工艺优化、质量检测等方面。
我国现已跻身为汽车消费大国,但不是汽车制造强国,国际竞争力很弱。点焊因自身特点,非常适用于汽车工业,相比其他焊接手段,具有成本优势。提升电阻点焊在汽车领域的运用水平,能提高产业竞争力。李云涛等对0.8mm低碳钢设计了专门的汽车门框点焊夹具,减少了点焊过程中的变形,提高了门框的点焊质量精度。
刘亚丽建立了车身低碳钢薄板点焊的超声无损检测模型,分析了不同板厚的不同焊点尺寸和超声回波声压之间的关系,并验证了模型的准确性,当点焊材料为等厚三薄板时,将回波值代入建立的模型可得熔核直径。
张龙对不等厚多层低碳钢点焊的熔核形态进行研究,探究了多层点焊的分流和喷溅现象,对比不同堆砌方式、控制方式对熔核形态和焊接结果的影响,得出结论:焊接后期,薄/厚板界面熔核生长速率大于薄/薄板界面,最终形成椭圆形;根据低碳钢板界面、对称轴位置,可预判出熔核直径,并以此分析不同堆砌方式的三板点焊接头强度。
李翔建立低碳钢点焊拉剪模型,与拉伸结果对比,探究了点焊结构中塑性环区域的断裂过程,优化了点焊的塑性环相关力学参数,结果表明:塑性环的应变过程对整个结构的拉剪过程起关键作用;经实验验证,所设定的塑性环屈服强度、塑形模量的数值具有较高准确性,能为低碳钢点焊塑性环的相关研究提供一定帮助。
李国伟等通过改变焊接电流、电极压力单因素,优化了2.5mm等厚低碳钢薄板点焊的工艺参数,当电流为10.8kA,焊接时间为500ms,电极压力为2.2kN时,焊后试件的抗剪强度为483.5MPa,焊点力学性能良好。
谢芋江等对低碳钢板进行点焊实验,以组织种类将热影响区细分为过热区和正火区,其中过热区组织为珠光体和少量上贝氏体,晶粒较大,是点焊接头强度较弱区域;正火区组织为珠光体和铁素体,晶粒细小且均匀,该区域的塑性、韧性良好。
Li通过正交实验,对1mm等厚低碳钢薄板点焊建立U-I图,并以U-I图中呈现
的形状与点焊过程中飞溅情况关联研究,结果表明:U-I图中图形包围面积很小时,意味着焊接热输入过低,不能形成熔核;当包围面积较大且呈椭圆型时,对应的试验组中低碳钢点焊过程未产生飞溅;包围图形呈“双头”型时,表示产生轻微飞溅;包围图形呈“多头”型时,对应的点焊过程产生大量飞溅。
Khodabakhshi等采用约束槽压对低碳钢板进行塑性变形处理,对薄板施加不同的应变量,再对纳米结构低碳钢薄板进行点焊实验,并对其力学性能和显微组织进行了研究,结果表明:约束槽压方法使低碳钢板产生剧烈塑性变形,晶粒细化到纳米级,位错和晶界都有所增加,引起电子散射增加,提高了电阻率(试验组中最大提升了100%)。
Pouranvari等对准静态拉剪试验中低碳钢点焊失效形式进行了分析,研究了点焊接头的组织、硬度、力学性能,研究表明:界面断裂形式下,点焊接头强度取决于熔核尺寸、薄板厚度、失效位置的剪切强度;熔核拔出断裂形式下,点焊接头强度不受熔核区强度影响,提升点焊过程的保温时间,熔核区硬度上升,并不能改善点焊接头抗剪切强度;通过增大熔核尺寸,可以使断裂形式从界面断裂转化为熔核拔出断裂。
三、研究内容
1引论
1.1研究目的及意义
1.2研究国内外现状
1.3本课题研究内容
2焊接工作站总体方案设计
2.1焊接工作站的技术要求
2.2焊接工作站空间布局设计
2.3焊接机器人的主体选型
2.4焊接工作站机器人末端设计
3焊接工作站工艺流程与离线编程
3.1焊接工作站工艺流程
3.2机器人离线编程设计4焊接工作站的仿真设计
4.1RobotStudio软件简介
4.2控制系统I/O信号设置
4.3焊接工作站Smart组件的创建5焊接工作站仿真运动
5.1虚拟示教器操作
5.2工作站仿真设置及效果
5.3同步工作站6结语
参考文献
四、研究方法、步骤及措施等
研究方法:
1.文献研究法:阅读和参考相关的工业机器人焊接工作站的文献,来合理的设计和研究本装置的基本构架运作方式和基本方法。
2.实验法:根据设计的零件的三维造型、确定装置设计方案,确定装置的三维设计完成装置主要零件的工程图绘制,完成设计说明书。多次试验来验证是否合理,加以完善。研究步骤:
(1)前期准备:明确论文研究方向,制定研究计划,查阅相关资料,了解工业机器人焊接工作站的基本运作方式。议定论文提纲。
(2)撰写文献综述与开题报告:整理收集到的相关资料,向指导老师咨询相关意见。
(3)论文撰写:通过对收集到的资料进行整理并结合老师以及前人的研究成果进行论文初稿的撰写。再根据指导老师的意见进行修改,最终定稿。完成以下内容:工业机器人焊接工作站的整体的方案图,确定连接部分的位置关系的总体方案。最后绘制总装配图。
(4)论文评审及答辩
研究措施:
1.利用实习的有利环境,查询有关工业机器人焊接工作站的工作过程的相关资料。2.使用SolidWorks等绘图工具绘制各个零件图,方案图以及总装配图。
五、进度安排
序号起止日期工作内容
1查阅资料,调查研究,拟定毕设研究内容和实现的功能,论文写作大纲,撰写开题报告。教师召集学生面谈,进行论文开题指导,讲解开题报告写作注意事项;学生查阅文献,总结提炼论文写作大纲,教师修改论文大纲,完善论文结构,完成开题报告
2独立设计,修改设计和修改论文,中期检查。在这阶段指导老师与学生要经常交流,老师指导,学生根据老师的要求完善系统和修改论文
3中期检查
4设计、论文完成和定稿。按照学校论文格式要求调整论文格式和排版,形成定稿
5设计和论文验收与评审。学生对论文查重并提交符合学校要求的查重报告,重复率控制在30%以内。指导老师和评阅老师对论文进行评审,形成评审意见和成绩
6毕业论文(设计)答辩。学生准备所有毕设资料,制作汇报PPT,按照学院统一时间要求参加毕设(论文)答辩
7论文档案材料整理存档
六、主要参考文献
[1]任柯旭,邱然锋,张肖飞,赵江辉.铝合金/钢的点连接技术研究现状[J].材料热处理学报,2021,42(09):1-11.
[2]刘正涛,李忠盛,陈大军,付扬帆,代野,张隆平.钛/铝异种金属搅拌摩擦焊技术研究现状[J].兵器装备工程学报,2021,42(08):106-111.
[3]石红信,赵江辉,李青哲,邱然锋.钛与低碳钢的夹铜电阻点焊接头的特性[J].材料热处理学报,2021,42(08):180-186.
[4]姜云禄,杨亮,韩晓辉,徐野,陈怀宁,蔡桂喜.运行条件对不锈钢点焊疲劳性能影响及开裂分析[J].中国机械工程,2021,32(14):1726-1731.
[5]李云涛,李朝龙,吕桂财,等.0.8mm厚低碳钢板汽车门框焊接夹具设计及点焊数值模拟[J].焊接技术,2015,44(05):49-51+6.
[6]刘亚丽.低碳钢车身不等厚及多层板点焊质量超声无损检测研究[D].武汉:武汉理工大学,2016.
[7]张龙.低碳钢不等厚多层板点焊熔核形态影响因素的研究[D].吉林:吉林大学,2014.[8]李翔.低碳钢点焊结构的数值仿真研究[D].北京:北京工业大学,2014.
[9]李国伟,陈芙蓉,韩永全,等.焊接参数变化对低碳钢点焊接头剪切性能的影响[J].焊接技术,2016,45(02):16-19.
[10]谢芋江,周培山,杨祥海,等.Q235B钢薄板RSW焊接接头金相组织分析[J].电焊机,2013,43(07):103-106.
[11]LiRX.Qualitymonitoringofresistancespotweldingbasedonprocessparameters[J].EnergyProcedia,2012,(14),925-930.
[12]KhodabakhshiF,KazeminezhadM,KokabiAH.Mechanicalpropertiesandmicrostructureofresistancespotweldedseverelydeformedlowcarbonsteel[J].MaterialsScience&EngineeringA,2011,(529),237-245.
[13]PouranvariM,MarashiSPH.Onthefailureoflowcarbonsteelresistancespotweldsinquasi-statictensile–shearloading[J].MaterialsandDesign,2010,31(8),3647-3652.