














苏ICP备112451047180号-6
板材开卷生产线自动控制系统设计
摘要:开卷生产线是机械化加工中的重要的环节之一,采用了电动机与液压气动系统对其进行自动的控制来实现剪切机的高效率、噪音少、操作简单、维护与安装方便等功能。本次论文设计介绍了开卷生产线的组成及其运行过程,根据其运行要求选择合适的plc及其他元件并且设计出相应的控制系统,同时介绍了控制系统工作的过程。本次设计的控制系统采用了全自动化控制,很大程度上提高了板料电动机上的控制精度,同时使得生产操作上更加突显出了自动化控制的特点。
关键词:PLC;自动化;开卷生产线
目录
一、 绪论
11选题的背景义2
12国内外开卷剪切生产线发展现状3
13 本文的主要研究内容4
二、板材开卷生产线自动控制系统的总体设计
21板材开卷生产线介绍5
22板材开卷生产线自动控制系统设计思路分析7
三、板材开卷生产线自动控制系统的硬件设计
31板材开卷生产线流程分析8
32板材开卷生产线设计要求分析9
33 板材开卷生产线硬件选型
331PLC机型的选型10
332电动机的选型11
333光电开关的选型12
34板材开卷生产线电路设计
341控制电路接线设计13
342控制柜布置设计15
35I/O口分配16
四、板材开卷生产线自动控制系统的软件设计
41 PLC程序设计17
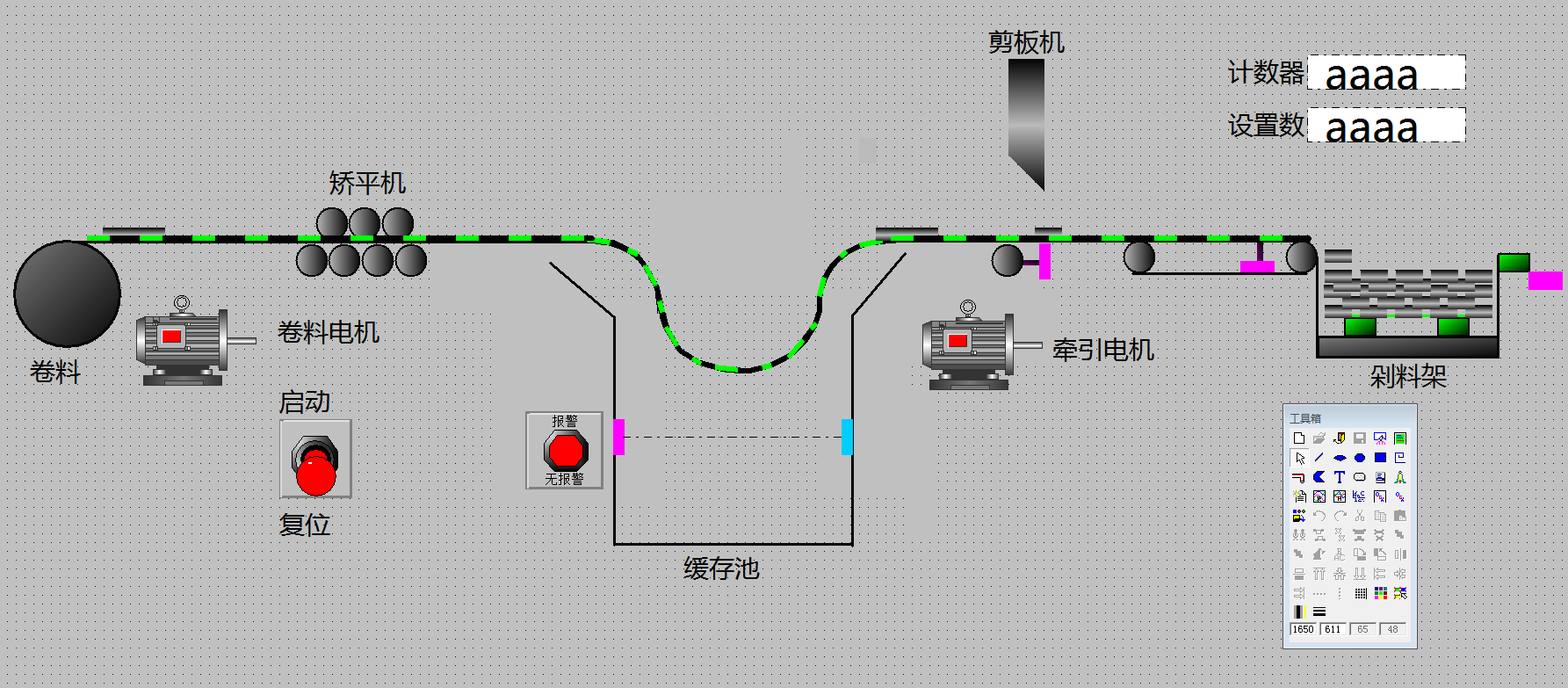
42人机交互界面设计22
43系统总体仿真模拟23
五、总结与展望24
参考文献25
致谢26
一、绪论
11选题的背景与意义
我国随着工业化的不断发展,在机械加工与制造领域逐渐的趋向于自动化生产方向,在工业化的生产中不断改进生产技术提高生产质量,增加生产产量,减少生产资源的损耗,同时提高企业在同行业中的竞争力。
板材开卷生产线在钢铁加工行业中是加工的主要设备之一。它的技术性生产取决于板材加工后的产量数目和质量。近几年来,随着我国工业化的飞速发展,对板材的需求量是越来越大,同时对板材的大小形状的要求也越来越高,特别是对板材的质量要求上在逐渐的严格化,同时对不同规格加工成型的薄板的需求量也在不断的增大。
开卷生产线是现代化工业大规模生产所必需的大型生产的设备[1]。开卷生产线将板料展开平卷、矫正平直、剪切成规定形状的板料,然后将板料整齐地堆放。在现阶段国内的开卷生产线主要由开卷矫平、剪切、堆垛三部分组成。三部分涉及到几十台设备[1]。开卷矫平部分包括:托卷板材机器、开卷机、牵引装置、剪切部分包括:定量长度设备驱动传输板料设备、剪切机;堆垛部分包括:传送机、受料机以及堆料架。
12国内外开卷剪切生产线发展现状
在国外的开卷生产线的水平相对于国内来说是比较高的,在一些发达国家如欧洲与日本,在生产线的稳定性,可靠性,生产工艺上的精度以及生产效率方面都有很高的成就,这是技术上的严重落后导致的所以我国可以在这上面学习到的有很多。
例如世界著名的板材开卷生产设备的厂家是意大利Salvgnnini公司。利用了飞速发展的计算机技术以及数字化技术,解决了在金属板料要求的加工上的数量以及所需要的不同规格种类板料的问题,大大提高了生产线加工的效率,节省了大量的劳动力,同时促进了工业的迅速发展。
目前,在我国国内的开卷生产线都是采用计数器或者PLC计数的方式来控制剪切板料的长度以实现自动化系统的控制[2]。计数器在实现控制时的系统的可靠性与稳定性较差,操作复杂;所以我国多数采用PLC计数板材开卷生产线是代替以前单单体械剪切方形板料发散式的下放板料,而转变成开卷板料集中式的下放板料方式的改进设备[3]。我国首个板材开卷生产线,在1990年8月,在太原的机器厂试验成功该生产线适用汽车制造厂和车辆厂,国产化达 到73%,跨入到世界的先列[4]。这几年根据在我国国内几家大型的汽车厂和国内几家大型的开卷落料生产线的生产厂家的调研情况来看,目前国内外对开卷落料自动化生产线及送料系统基本上都是采用的是步进电动机驱动的方式。
就拿国内对汽车的需求来说,越来越多汽车市场需求刺激着汽车加工从而随之扩张,以及汽车的零部件加工市场化,汽车加工采用板材开卷生产线已经逐步开始走向市场。在我国以前的开卷生产线的剪切部分中电气控制普遍采用继电器控制,经过长期的使用过程中,电器元件经常出现老化,同时电路及设备故障多次出现。现在随着PLC,变频器等工业控制设备的出现,我国在工业化生产力上有了巨大的提升,列如江苏亚威机床股份有限公司。该公司与多家外资企业合作,在数控技术上有很大的提升,其中:数控转塔式的机床、数控折弯机器、数控剪板机通过国外先进技术嫁接,跃居全国同类产品一流水平,卷板加工成套生产线居国内产销第一。江苏亚威自主开发的开卷生产线,创下我国重型数控成形机床成套设备精度最好,规格最大创汇额最高的出口记录[5]。
近几年来看,国产和进口的薄钢板多为卷钢板,从发展趋势上看,今后卷板的生产量和供应量将有越来越大。但中小型的企业,对卷板在开卷部分是有一定问题的,往往生产线上因为开卷这一环节而直接影响最后产品的质量以及生产的成本[6]。因此,需要提高开卷的技术含量,首先要在开卷过程中保持钢板原出厂的质量,降低开卷的经济损耗,是卷板企业厂家都很关心的问题。因此为了提高开卷落料自动化生产线的生产效率,对原有的开卷落料自动生产线进行了改进,使其更加的完善。
13 本文的主要研究内容
板材开卷生产线面临一些缺点其在开卷矫正后在进入缓冲池中薄板板料质量是否会发生改变,计时器控制定量长度的剪切板料技术,牵引机牵引,最后是堆垛下架技术。根据开卷生产线面临的缺点,对开卷生产线进行改进。通过对开卷生产线系统的实际分析,对原有开卷落料自动生产线进行了全新的系统设计。控制器是采用西门子S7-200 PLC,提高了板材开卷生产线自动化的程度,改变传统的继电器控制方式。为了保证矫平后缓冲池中的的板料质量的得到合格,在缓冲地池中装有光电开关,防止板料过低而使加工后的产品质量不好;采用步进驱动器控制牵引机,同时使用编码器来定量板料长度使得剪切板中的剪切板料的精度更高;板料数量的检查测量:切割好的板料数量由PLC来检查测量,PLC通过编码器计数记录剪切装置切割的次数从而得到板料的数量。最后是堆垛,堆垛架将随着板料的堆积会达到一定数量的板材后然后在一段时间后自动下降,以确保板料堆放的整齐性,防止板料在被堆积后挤压变形,保障产品的质量。
参考文献
[1]姚保森 开卷落料堆垛自动生产线[J] 重型机械,1996,04
[2]柳平增,程勇,徐成志,陈立胜开卷校平剪切生产线数控系统的开发及应用[J] 泰山学院学报,2003,(03):87-90
[3]曹自立 我国首条开卷落料生产线试制成功[J] 重型机械,1990,(06):37
[4]刘向群 JCL开卷生产线控制系统的实现[J] 铁道机车车辆工人,2005,(08):8-10
[5]江苏亚威机床向德国出口价值500万欧元机床[J] 机械工程师,2010,(09):43
[6]崔思泉 薄钢板开卷生产线[J] 辽宁机械,1980,(02):62-66
[7]S7-200 CN可编程序控制器手册[M]西门子(中国)有限公司自动化与驱动集团,2005.
[8]廖常初PLC编程及应用[M]北京;机械工业出版社,2003
[9]周万珍、高鸿斌PLC分析与设计应用[M]北京;电子工业出版社,2004
[10]黄云龙可编程控制器教程[M]北京;科学出版社,2003