


苏ICP备112451047180号-6
橡胶工厂粉料自动输送装置的设计
摘要:随着工业自动化发展水平的不断提高,自动化的应用在工业企业中的作用已经不可缺少,他能使让人从劳动中解放出来,解决工业生产中因个人因素而造成的误差,从而提高生产效率和产品的质量,自动输送装置的设计能较大程度上解决人繁重的体力劳动,极大地提高生产效率,对企业生产过程起着明显的提升作用。
摘要:随着工业自动化发展水平的不断提高,自动化的应用在工业企业中的作用已经不可缺少,他能使让人从劳动中解放出来,解决工业生产中因个人因素而造成的误差,从而提高生产效率和产品的质量,自动输送装置的设计能较大程度上解决人繁重的体力劳动,极大地提高生产效率,对企业生产过程起着明显的提升作用。
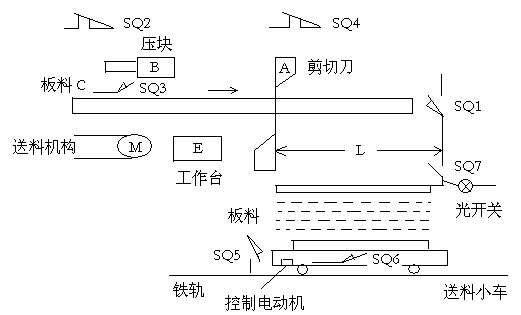
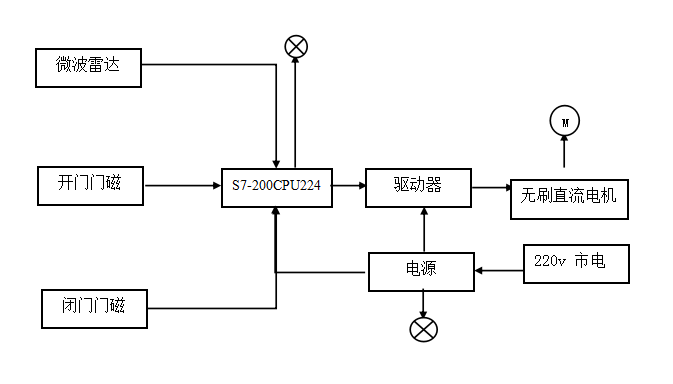
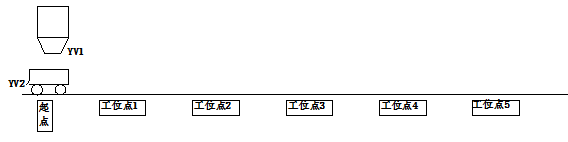
本课题在橡胶生产过程中,需要将5种原料(碳黑)按不同橡胶的要求选择相应的原料和份量,然后进行加工,橡胶质量的好坏与配方准确度有相当大的关系。在本课题中不同橡胶的配方用屏幕来设定,份量则由时间来控制。如下图1到5号原料,屏幕设定相应的原料(如1,3,4,5号)和原料电磁阀打开的时间。开始后小车到达选择的原料下方时接近开关得电小车停止,电磁阀打开投下相应的原料,到达设定时间后电磁阀关闭,小车行驶至下一设定的原料点,以此类推。当小车到达终点时,小车停止且小车的电磁阀打开将小车内的原料投放到搅拌机。随后小车电磁阀关闭然后返回至起点。
关键字:橡胶生产;PLC;组态软件;原料点; 电磁阀
目录
前言 7
第一章 概述 7
1.1橡胶生产自动送料装置的设计与制作课题的背景及意义 7
1.2国内外研究现状 8
1.3技术特点 8
1.4 橡胶工厂存在的问题 8
1.5课题研究的内容 9
第二章 粉料自动输送的构想 9
2.1系统整体设计要求 9
2.2系统整体设计目的 9
2.3设计要求要完成的主要任务 10
第三章 控制单元构建 11
3.1元器件选定 12
3.2 元器件清单 18
第四章 程序硬件图 18
4.1. 自动控制系统的程序框图 24
4.2. PLC I/O分配表 22
第五章 MCGSE设计 22
第六章 控制程序 25
6.1. 三菱FX2N梯形图的编写 25
6.2 梯形图 26
第七章 调试 28
第八章 总结与展望 30
8.1 总结 30
8.2 展望 31
致谢 31
参考文献 30
(1).本次设计的课题是橡胶工厂粉料自动输送装置
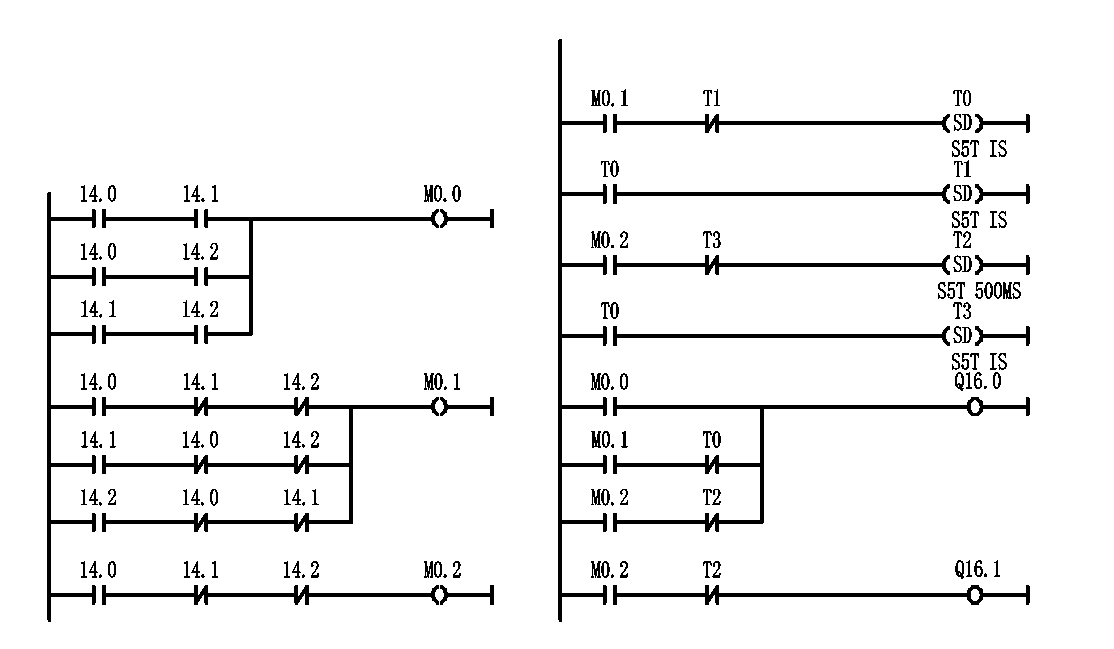
(2).课题主要研究的内容是小车在5kw的电机拖动下在工位点1,工位点2,工位点3,工位点4,工位点5五个工位点来回不断的卸料。小车在起始点原料阀YV1开启,小车开始装料,装载完毕后,阀门关闭,小车在电动机的带动下开始行驶,当到达工位点2,小车停止并打开阀门YV2开始卸料,15秒之后阀门关闭,小车开始行驶至工位点3;到达后阀门开启卸料,20秒之后阀门关闭,小车继续行驶至工位点4;到达后阀门开启卸料,10秒后阀门关闭,小车反向行驶至工位点1;到达之后阀门开启卸料,15秒以后阀门关闭,小车反向行驶至工位点5 ,停留5秒卸料,返回到起始点开始装料,循环往复。
(3).要解决的问题是小车在从工位点4返回工位点1的过程和从工位点1到工位点5的过程中不停留。
(4).预期目标:小车可以再五个工位点中间可以正常运行,并可以循环往复。
参考文献
[1] 霍彩萍 PLC应用技术 [M].北京:北京邮电出版社,2007.
[2] 廖常初 PLC基础及应用 [M] 北京 :机械工业出版社 2005.
[3] 廖常初 FX系列PLC编程及应用 [M] 北京 机械工业出版社, 2005.
[4] 周国珍 PLC分析与设计应用 [M] 北京:机械工业出版社, 2006.
[5] 史国生 电气控制与可编程序控制器技术。 [M] 北京:化学工业出版社,2004.
一、引言
1.1课题来源及研究意义
1.1.1研究背景
纵观当前越来越来激烈的竞争国际环境,生产产品的周期越来越短、生产质量要求越来越高、直接造成了当前生产效率要不断提高,劳动力成本相应提高[1]。生产橡胶的过程作为一项复杂的生产过程,当前的手工操作已经跟不上当前的发展潮流,相应的效率的质量要求也达不到相关要求。这就对生产橡胶的企业提出了更高的要求:生产出来的产品质量稳定并且生产效率高,生产过程需要高柔性,其中橡胶工厂粉料自动传输装置是橡胶生产的一个重要环节,所以,实现橡胶工厂粉料传送装置的自动化是生产橡胶需要亟待解决的关键技术之一。
1.1.2.研究意义
橡胶工厂粉料传送装置的自动化实现可以整体优化产品制造系统,全面提高生产效率并且在一定程度上提高均衡生产水平。并且自动化的橡胶工厂粉料传送装置生产的产品质量不会受到生产员工的情绪、疲劳或者技术不熟练等因素的干扰。并且,很多时候,自动化的橡胶工厂粉料传送装置生产车间的面积也要远远小于手工装配生车间面积。橡胶工厂粉料自动输送装置的完成能较大程度上解决人繁重的体力劳动,极大地提高生产效率。选择自动输送能解决因人为因素而造成的准确度的多变化。保证每一次的配料的相同从而使生产过程简单化。减少生产过程的原材料,能源的损耗。并且装置在无人干预的情况下能够按规定的程序指令进行动作,使过程更加的稳定,准确,快捷。自动化系统本身并不直接创造效益,但它对企业工业生产过程起着明显的提升作用[2]。
本文所研究的橡胶粉料工厂传送装置的设计是在自动化发展的基础上对橡胶生产中存在的问题进行改善,有助于提高橡胶工厂的生产效率,推动橡胶行业的快速发展。同时可将本课题的设计内容主要归纳为以下几个方面:
(1)组态软件设定原料和时间,将设定的结果传到PLC;
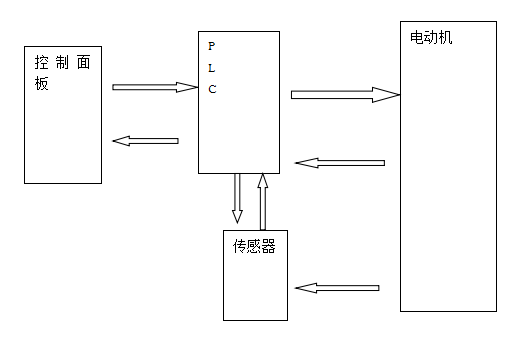
(2)PLC控制电机驱动小车的运行与停止,电磁阀的开关;
(3)组态软件进行小车运行状态的监控。
1.2国内外研究现状
目前,国外发达国家很多年前都开始研究装配技术自动化,并且取得了不错的成绩。部分产品部件生产过程逐渐摆脱了人工生产,然而我国目前的工业自动化生产水平相对较低。
国外的自动装配技术发展速度较快,最开始时,克罗斯公司率先开发生产出30 条自动装配机和装配线。随后,日本开始采用柔性装配线组装小汽车和采用自动化系统将零部件准时传送。瑞士生产手表工厂进行自动装配手表自动装配线;比利时的New Lachaussee公司研制的具有模块化工作站的雷管自动装配线。美国King Sbury公司研制的全自动或半自动装配系统可用于家用冰箱压缩机、汽车主动转向泵、家用空调压缩机、汽车自动变速器、汽车减振器、汽车制动器等多种产品装配,Swamson-Erie公司的引信自动装配线等都体现了当代装配技术的新水平。美国Bodine公司开发出了模块式自动装配机。
相比于国外发达国家,我国的自动装配技术相对落后,自动化装配水平较低,但是也有一定发展,也慢慢自行设计建立或引进了一些自动化设备。例如通过PLC控制的车锁柔性装配系统[6]和灯头快速自动化装配生产线及空调蒸发器自动装配生产线等都已经成功获得应用,提高了相关企业的经济效益。另外国内的一些高校也开始对自动化装配技术进行研究,比如上海交大的毫米级微型机器人的微装配系统的研究[7]。随着社会不断发展,产品更新换代频率加快,生产产品质量要求越来越高,对装配生产智能化的要求会越来越高。
1.3本文的主要研究内容
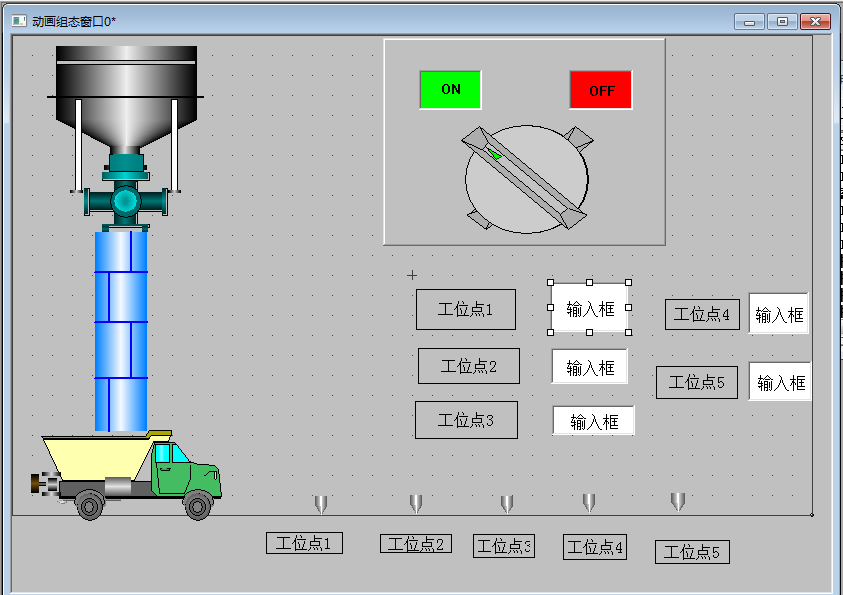
本文在了解橡胶生产过程及其目前生产不足的情况下,对橡胶粉料工厂传送装置进行了研究,设计了橡胶粉料工厂自动输送装置。本文是以PLC为主控制器,结合MCGSE组态软件使小车可根据操作者设定在5个原料点运动,因此PLC程序要控制物料的电磁阀与电机驱动的小车的正反转与停止,而物料的份量则由时间来控制,在PLC程序的基础上每次选择物料与时间可通过触摸屏来设置,而小车运输的实际运行情况则有组态软件中另一个窗口来监控,因此通过MCGSE组态软件把设置的数据传给PLC,而PLC通过数据来控制小车的运行轨迹和电磁阀的打开时间,然后将运行结果反馈给组态软件。本文橡胶工厂粉料自动输送装置的设计具体做了主要有以下工作:
第1章 阐述了课题研究的背景、目的及意义以及当前自动装配装置在的国内外研究现状。最后介绍了本文的主要工作。
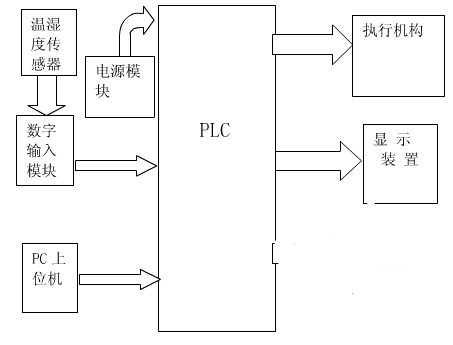
第2章 本章为橡胶粉料工厂自动传送装置的总体结构设计。主要是对本文所设计的橡胶工厂粉料自动输送装置的控制总体目标及相应的控制系统设计进行了相关阐述。其中针对橡胶工厂粉料自动输送装置控制的总体目标方面详细阐述了控制要求以及对运动过程进行了简要介绍。针对系统组成主要介绍了PLC、三相异步电动机电磁阀。最后对本章做了总结。
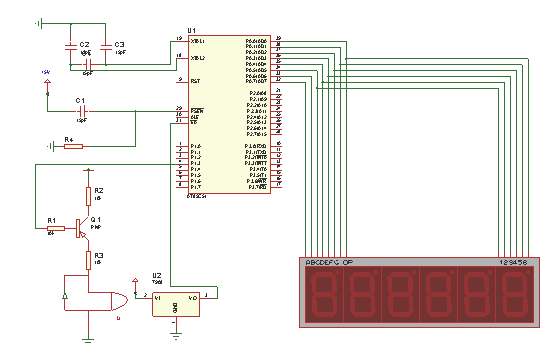
第3章本章为橡胶粉料工厂自动传送装置的MCGS组态软件介绍和PLC控制设计。主要是对MCGS组态软件进行了相关介绍和FX2N系统PLC的硬件和性能指标以及控制程序进行了阐述和设计。针对MCGS组态软件主要介绍了组态软件的相关结构;针对FX2N系统PLC的硬件和性能指标主要对FX2N系统PLC的硬件结构和性能指标进行了详细的介绍。针对PLC控制程序主要介绍了PLC指令、输入/输出分配表和PLC I/O外部接线图,并且对plc控制梯形图和程序流程图进行了设计。最后对本章做了总结。
第4章 本章为控制系统的安装、调试和仿真。主要是对控制系统安装与调试进行了相关介绍和对组态监控系统仿真进行了设计。仿真结果说明了本文的橡胶粉料工厂自动传送装置的合理性。最后对本章做了总结。
结 论 对本文基于橡胶粉料工厂自动传送装置的研究所有工作进行了简单总结,并指出本文的不足。
课题研究的内容(1).本次设计的课题是橡胶工厂粉料自动输送装置
(2).课题主要研究的内容是小车在5kw的电机拖动下在工位点1,工位点2,工位点3,工位点4,工位点5五个工位点来回不断的卸料。小车在起始点原料阀YV1开启,小车开始装料,装载完毕后,阀门关闭,小车在电动机的带动下开始行驶,当到达工位点2,小车停止并打开阀门YV2开始卸料,15秒之后阀门关闭,小车开始行驶至工位点3;到达后阀门开启卸料,20秒之后阀门关闭,小车继续行驶至工位点4;到达后阀门开启卸料,10秒后阀门关闭,小车反向行驶至工位点1;到达之后阀门开启卸料,15秒以后阀门关闭,小车反向行驶至工位点5 ,停留5秒卸料,返回到起始点开始装料,循环往复。
(3).要解决的问题是小车在从工位点4返回工位点1的过程和从工位点1到工位点5的过程中不停留。
(4).预期目标:小车可以再五个工位点中间可以正常运行,并可以循环往复。
参考文献
[1] 霍彩萍 PLC应用技术 [M].北京:北京邮电出版社,2007.
[2] 廖常初 PLC基础及应用 [M] 北京 :机械工业出版社 2005.
[3] 廖常初 FX系列PLC编程及应用 [M] 北京 机械工业出版社, 2005.
[4] 周国珍 PLC分析与设计应用 [M] 北京:机械工业出版社, 2006.
[5] 史国生 电气控制与可编程序控制器技术。 [M] 北京:化学工业出版社,2004.