


��ICP��112451047180��-6
����PLC��ơ�ƹ�װ��װ�����ϵͳ���
һ����ҵ���ģ���ƣ�Ӧ��ɵ����ݼ�Ҫ��
��һ����Ҫ����
1.ȷ���о���Χ����ơ�ƹ�װ��װ�����ϵͳ�о���Χ���н綨���Ѽ�����о����������ϣ��˽�ơ�ƹ�װ��װ��Ĺ������̣�ͨ�����У�ȷ������Ŀ�о���Χ����������Ŀ��������ݣ�Ҫʵ�ֵ���Ҫ���ܡ�
2.�ƶ��о�������ѡ�����͵Ĺ�װ�����߿���ϵͳ��Ϊ�ο�������ơ�ƹ�װ��װ�乤�չ��̷������Ʒ������г���ѡ������ʵ�ֶ�ơ�ƹ�װ��װ����Զ����ơ�
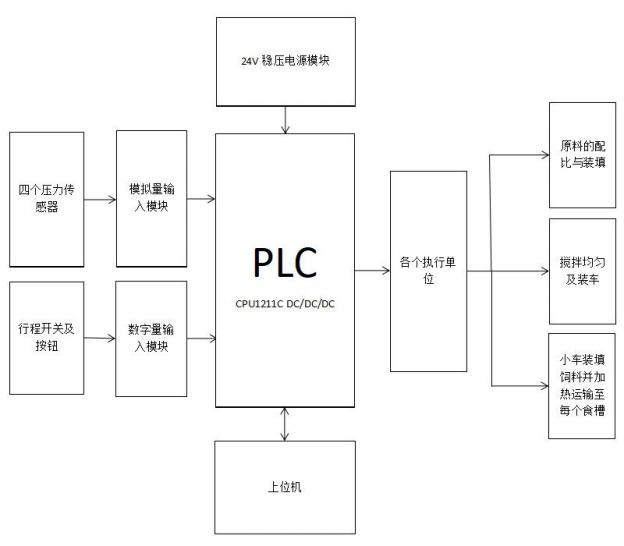
3.ϵͳ���ʵ�֡�ơ�ƹ�װ��װ�乤�չ�������ͼ��ʾ��
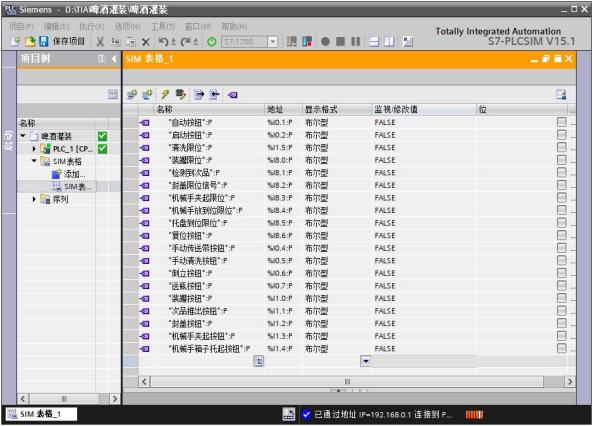
����PLCΪ�����豸��������Ӳ����ƣ�ʵ��ơ�ƹ�װ���Զ����ơ�����Ӧ�߱����¹��ܣ�
��1��ϴƿ���̣����Ƚ��г�ϴ������ƿ����������׳����������÷�ˮ���ܲ�ʹ֮�ſա�Ȼ������ˮ���Һ�н����������۹���ƿ��ϴ����������ƿ��������ϵ��۹�����ˮ�������������ü�Һ����ˮ����ˮ����ˮ��ϴƿ�ӵ�������沢�ſա���ƿ�ӵ����ſ�0.5~1���ӣ�
��2�����ֶ�ģʽ�£�ͨ���㶯��ťʹ���ʹ�����ֹͣ���ﵽ�����豸�Ĺ��ܡ���ÿ�������м������������ֹͣ�������ڶ����ĵ��Ը������ڣ�
��3�����Զ�ģʽ�£�����������ť��ϵͳ���������ʹ����У��Ƚ�����ϴ����ϴ��ɺ�ƿ�ӵ����ſ�1���ӡ�ϴƿ֮����жƿ�������ɾ���ƿ���ͳ����ɹ�紫����������װ�����Ƿ���ƿ�ӡ���ƿ�ӵ����װλ��ʱ���綯��ͣת����װ���Ŵ�һ����õ�ѹ��װ��������ѹ����������Ϊ���Һ�ײ�ѹǿ���װ�ã���װ��ɺ�װ���Źرգ��綯�����������ʹ��������С�������ƿ�Ӵӹ�װ������������Ʒ��������д�Ʒ�ӽ�����ʱ�����ƶ�װ�÷������Ʒ��ͨ��ƿ�����Ƿ����Ѻ����ֱ��Ʒ���������Ʒ֮�����������Ҳ�����ù�紫�������ֱ��ǻ������Ƿ���ƿ�ӡ�ƿ�ӵ��ﴫ�ʹ�ĩ��֮�����װ�����ģʽ����е���ϵĴ�������Ӧ��ƿ��֮�����ƿ�ӣ�����������������12��Ϊһ�����ڣ�����һ��������֮����а�װ��������װ��ɺ��ɻ�е�������װ�õ����ӷ���ֿ��С����Զ�ģʽ�£�����ֹͣ��ť��ϵͳֹͣ���綯����ת�����ʹ�ֹͣ���У����������豸�ϵ磬�����Զ���������
��4������ϵͳ����ʵ�ֲ�Ʒ������ͳ�ƣ������ϸ��Ʒ�������ϸ��Ʒ�����ϸ��Ʒ���Ͳ��ϸ��Ʒ������ʾ������ϣ����ϸ��Ʒ��Ϊ12ʱ����һ�䣬�ϸ��Ʒ�����㣬���ϸ��Ʒ��Ϊ6ʱ������ֹͣ��������Ա���м��ޣ���������ֶ�����������ť��ϵͳ����������
��5����ÿ������Ӧ����Ʊ���ָʾ����ϵͳ��������15s��δ����ƿ����뱨��״̬��������ʽΪ�����0.5s�����˸�������屨����ֱ��������ֹͣ��ťΪֹ��
��������Ҫ����Ҫ��
1.ʵ�ص��в��˽�ơ�ƹ�װ��װ��Ĺ������̣��������������ռ�����״���������ݲ���ͼ����ʾ���ڷ����������ϵĻ�������ɱ���Ŀ���о�����
2.���˼·Ҫ���������������ֶ�ѡ��Ҫ��ȷ����ɵĹ���Ҫ�ḻ���������У�ϵͳ���й��ܿ���չ�ԡ�
3.��ҵ���Ĺ۵���ӱ���۾ݳ�֣������꾡�������ܣ��ṹ�Ͻ������IJο�����Ҫ�ﵽ30ƪ���ϣ���ѡ�ο�����15ƪ���ϣ�������������5�������ף������������������ס����ĵȣ���3-5ƪ�������ס������������������¹۵㣬����ɷ���Ҫ��Ŀ��ⱨ�档
4.������������ҪЭ����ǰ��۵�Ҫһ�£����η�����ժҪ�����ݡ�Ŀ¼������Ҫһ�¡�
5.������ɱ�ҵ��ƺ����Ķ��壬���İ�ѧУ���Ʊ�ҵ���Ĺ淶Ҫ��д������Ӣ��ժҪ���ؼ��ʡ�Ŀ¼�����ġ��ο����ס���¼����ѡ������л����������������8000�֡�
6.�����������ɺ�Ӧ�ϸ���ѧУͳһҪ�����װ����������Ҫ���ύ����ȫ�����ϡ�
������ҵ���ģ���ƣ�Ӧ��ɵijɹ���ʽ����������˵���顢ͼֽ�ȣ�
1.������PLC��ơ�ƹ�װ��װ�����ϵͳ��ơ�����������Ӳ����ƣ�2.������PLC��ơ�ƹ�װ��װ�����ϵͳ��ơ���ҵ���Ķ��壻
3.������PLC��ơ�ƹ�װ��װ�����ϵͳ��ơ�ȫ�ױ������ϡ�
һ��ѡ���Ŀ�ĺ�����
1.Ŀ��
�����ơ�Ƽ�����̼�����������ǵ���������ռ������Ҫ�ĵ�λ���Ӷ�Ҳ�����˹�װ��е�ķ�չ��ơ�ƹ�װ��ơ���������������װ��ˮƽֱ��Ӱ�쵽ơ�Ƶij�Ʒ�������ɱ�������Ч������ҵ�ľ���Ч�档���緢������������������¹�����һЩơ��������������豸���쳧���������ڸĽ��ͷ�չ��һ����ơ�ƹ�װ�豸����Ȼ�ҹ��ִ�ơ�ƻ�е����ҵ�ϳ٣�����80�����ʼ��ͨ�������ձ��͵¹�������������֯�������գ��Ѿ����������ӽ�����ˮƽ��ơ�ƹ�װ�Զ������ߣ������Դ��ڸ����η�չ�����⡣���磺ά�����㣬�����ʸߣ��ٿز����������������ɱ��ߡ�����Ч�ʵ͡�Ϊ��ȫ��λ�����������̺ͱ��ض���Ŀ���Ҫ��������ҵ���г��о�������������Ҫ�Ż��Զ���װ����ϵͳ����PLCƾ����ṹ��������ǿ��������ƣ��������뵽�Ľ�����Զ���װϵͳ���У�����ȡ�ýϺõĿ���Ч����Ԥ��Ŀ�ꡣ
2.����
�����ҹ���ѧ�����ķ��ٷ�չ��ơ���Զ���װϵͳ���㷺�������������ӹ�����ơ�Ƶ��Զ���װϵͳ��ʵ�ʵ��������кܴ�����ã����±����ڣ�
��1�����Լ����¹ʣ�ͨ��PLC��ϵͳ�Ŀ��ƿ��Զ��������и��豸����������������ܼ��ӣ������쳣���������б�����ͣ�������¹ʿ�������С�ķ�Χ�ڣ��Ӷ�������еĿɿ��ԡ�
��2��������߾���Ч�棬ʵʩPLC��ơ�ƹ�װ���̿��ƺ���ʵ�ִ���װ�����ߵ�ȫ�Զ������������Ч�ʡ�
��3�����Ը��ƹ���������ʵʩPLC����ϵͳ��ֵ����Ա���ڿ����ҾͿ�����ʱ�˽�������װ�����ߵ�����������������˹�������ʵʱ�۲��н��ѳ�����
��4��������߹���ˮƽ�����ڼ��ϵͳ��������װ���������������ʷ��¼��������Ա������ʱ���������з������Բ�ȡ��ʩ���ƹ�����
�����������������1000�����ң�����Ҫ�ο�����Ӧ��
ͨ���Ķ�������PLC����̬����ơ�ƹ�װ������ϵͳ��ơ����˽���Ź�ҵ4.0�ĵ�����PLC�ڹ�װ��������Խ��Խ�ܵ����ӣ���Ӧ�÷dz��㷺���ر���ʵ�ʵ����������У���ʱ��Ҫͨ������������֪ƿ���Ƿ��������ʱ��Ҫ��֪��װ�����·��Ƿ���ƿ�ӣ���ʱ��Ҫ�Բ�ͬ������ƿ�ӽ��зּ�Ȼ�������͵���ͬ�������мӹ�����װ�����Ҫ���豸�߱�������ܻ����������Ӷ�����豸��Ӳ�������ʣ�ͬʱ��߹�װЧ�ʡ����ڴ����װ������S7-200PLC��Ϊ������,��ơ�ƹ�װ������Ϊ�ܿض���,���ơ��ƿ����ϴ����װ����ǡ���װ����⡢�����ȹ��ܡ����ȷ���ϵͳ�Ŀ���Ҫ��,����I/O���䣬�������̿�ͼ����д����Ȼ��ʵ��PLC����̬��������ͨѶ���豸�����ӡ����ݿ�Ľ�����ͼ�ν������ƺͶ������ӵĽ������������,��ϵͳ����ʵ���Զ���װϵͳ��ʵʱ��ء�
ͨ���Ķ�������������PLC��ơ�ư�װ�߶���Կ�ϵͳ��ơ����˽����ơ�ƹ��յķ�չ,��������ơ�Ƶ��о�����ͻ���ԵĽ�չ��ơ�ơ����ϵ������������ڳ����ܻ��ķ���չ������ơ�ƹ�ҵ�Ŀ��ٷ�չ,ơ�Ƶİ�װ�õ������ǵ����ӡ��������������ӵ��һ�������İ�װ��,�Ϳ��Խ��������ɱ�,���ơ�������ľ���Ч�档���,Ҫ��Ƴ������ߡ������Ƚ�����ƺ����İ�װ���Կ�ϵͳ,����������ơ�Ƶ���������,ͬʱ�ܹ���С�ܺġ����Ч�ʡ�������Ҫ������ơ�ư�װ�߶�����ֵ�ϵͳ���,ʵ�ֶԶ���Ŀ��ơ���ơ�ư�װ�Ĺ������̽��з�����,���ơ�Ƴ���ʵ������,����˹�ҵ��̫������,ѡ�õ�Ӳ���豸��ҪΪ������S7-1200ϵ��PLC��ET200SP��չ��վ������˹FC360ϵ�б�Ƶ����������KTP900BasicPN�������ȡ���windows10������ı�̻�����,ʹ�������Ӳ�;�����Ը��Կ�ϵͳ���п���,ͨ��PLC�����������ؿ��ư�װ�ߵ���������,���ں��ڶ�ϵͳ�����������,�ﵽԤ�ڵĿ���Ч�����봫ͳ�Ĺ�Ƶ���еİ�װ�����,����ƽ����˰�װ��������,ʵ���������Զ����кͼ��,Ϊ�����ṩ�˿ɿ���������Ϣ,ϵͳ���Ը����ֳ���ʵ�������ʱ�Ե�����ٶȽ���ʵʱ������������Ч�����������Ч�ʺ��豸�������,��ʡ����Դ��������Դ,���ҷ������ֳ���Ա�պ���豸�ĵ��ԡ�����ϵͳ���Ͷ�뵽ʵ����Ŀ,�������Ժ�ϵͳ�����ȶ�,����ơ�Ƴ�����������
ͨ���Ķ���ơ�ư�װ�߶���䵥���Զ�����ϵͳ�����˽��19����ĩ��,ơ�ƿ�ʼ�����й�,��֮ơ�ƾͽ�����Ϊ����ϲ������Ʒ֮һ��ơ���������������Ӵٽ���ơ�ƹ�ҵ���������Զ���ˮƽ��Ѹ�ٷ�չ��ơ�ư�װ������ơ���������������һ������,ж�����ж�����ϴƿ������ƿ������ƻ���ɱ�������������װ����Ȼ�̨�豸����ơ�ư�װ�������ϵ���Ҫ��ɲ���,��ƿ������������̨�豸Э���������ơ�ư�װ����������ƿ������Ҫ���������ƿ�뵥����ƿ���ִ�����ʽ,��������ٶȽ���,���������ٶȽϿ졣��ƿ�����ڽ�����ƿ�����ƻ��������������̨�豸֮ǰ,���õ��ǵ������ͷ�ʽ,�������ͽνԲ��ö�����ͷ�ʽ,�����ƿ�뵥����ƿ��Ҫ�����ת��,������Ҫ�о�����ơ�ư�װ�߶���䵥�����Զ�����ϵͳ�������Թ���ij����ơ�Ƴ���װ�������Զ�����ϵͳ��ĿΪ����������Ŀ��Ҫ���˼��������������������ٵ������ʹ��ϵ�ƿ������,�Դﵽ��ƿ����������ƿ������ƿ������ƿ����ѿ���Ч������Ŀʵʩ������Ҫ��Ϊ�����IJ���:���ȷ���ƿװơ�ư�װ����,Ӧ��Profinet��ҵ��̫������Զ�����ϵͳ����ܹ���Ȼ����ж���䵥��Ӳ�����,ѡȡ�����ӹ�˾1200ϵ�пɱ�̿�������PLC����Ϊϵͳ���ƺ��ġ������Ӵ�������Ϊ�˻��������档��α�д����䵥����������������λ������,ʹ�������ӹ�˾��������ƽ̨—��;V14��Ϊ������������,��Ʋ��з������ơ�ư�װ�߶���䵥���Զ�����ϵͳ��������ֳ����ٵ��Թ���,������ϵͳͶ��ʵ���������к�,ơ��ƿ���ܱ���һ������,������������С,��
���˼�ƿ����ƿ����ķ���Ƶ��,ʵ������������Ч�ʴﵽ85%����,�ﵽ��Ԥ���Ŀ���Ŀ��,������ĿҪ��
���������������Զ��������Ľ������Զ�����ơ�ƹ�װ��װ���������еĵ�λԽ��Խ��Ҫ��ơ���Զ���װ����ϵͳ����PLC֮����пɿ��Ըߡ��װ�װ��Ч�ʸߡ�����������ǿ���ص㣬�ܹ�ʵ��ϴƿ����װ�����ȶ��ֹ���,������PLCΪ���ơ�ͨѶ���ģ�
��ť���ء�������Ϊ���뵥Ԫ�����ģ�顢����ģ�顢��Ƶģ��Ϊִ�е�Ԫ��ʵ����ƹ��ܺͿ���Ч������ˣ���ϵͳ�������ҵ����Ч�ʡ����ٹ���ѹ��������������ȫ��������Եȷ��������Ҫ��ʵ���塣
���������
��һ���о�����
1.ͨ���������ϣ��ο�����ѧϰ���˽��������ڱ������о���״���������������о������塣
2.ȷ���о���Χ����ơ�ƹ�װ��װ�����ϵͳ�о���Χ���н綨���Ѽ�����о����������ϣ��˽�ơ�ƹ�װ��װ��Ĺ������̣�ͨ�����У�ȷ������Ŀ�о���Χ����������Ŀ��������ݣ�Ҫʵ�ֵ���Ҫ���ܡ�
3.�ƶ��о�������ѡ�����͵Ĺ�װ�����߿���ϵͳ��Ϊ�ο�������ơ�ƹ�װ��װ�乤�չ��̷������Ʒ������г���ѡ������ʵ�ֶ�ơ�ƹ�װ��װ����Զ����ơ�
4.ϵͳ���ʵ�֡�ơ�ƹ�װ��װ�乤�չ�������ͼ��ʾ��
���������ģ���ƣ����
����
1����
1.1���������������
1.2ơ���Զ���װϵͳ��״
1.3ơ���Զ���װϵͳ��ҪӦ�ó������ŵ�
1.4��Ҫ�о�����
2ơ���Զ���װϵͳ�������
2.1ơ���Զ���װϵͳ�Ĺ�������
2.2ơ���Զ���װϵͳ���Ʒ�ʽѡ��
2.3����ԭ��
2.4ơ���Զ���װϵͳ�������3ơ���Զ���װϵͳӲ��ѡ��
3.1ơ���Զ���װϵͳ����·
3.2ơ���Զ���װϵͳӲ��ѡ��4ơ���Զ���װϵͳ�������
4.1ơ���Զ���װϵͳ�������̼��������
4.2����������
4.3������������
4.4���Ƴ�������
4.5���Գ�������
5ơ���Զ���װϵͳ��������
5.1����ϵͳ��PLC����
5.2����ϵͳ�ķ���������
�ġ��о����������輰��ʩ��
��һ���о�����
1.�����о�����ͨ��ͼ��ݺ�����������������ơ���Զ���װϵͳ����й����ס�
PLC���鼮�����ġ��ڿ���ѧϰ��Դ�����о������γ�ȫ�����ʶ�ʹ����㹻���о�֪ʶ��
2.�����о�����ͨ�������е�ơ���Զ���װϵͳ���������о�����ȡ������ư������ŵ㡣
3.�Աȷ�������ͨ��ͼ��ݺ����ϲ���������϶�����ơ���Զ���װϵͳ��״�о�������ͨ���Աȷ����ķ������˽����ơ���Զ���װϵͳ��Ʒ����Ͳ�ͬ��ʵ�ַ����Լ���������ȱ�㣬��ȷ�������Ʒ�����
�������о�����ʹ�ʩ
1.�����
��1���������Ѽ������ϣ�ȷ�����ϵͳ���巽������Ϥơ���Զ���װϵͳ���Ҫ��
��2����ȷ����Ҫ����PLCѡ�͡�������ơ���Զ���װϵͳ�ı�̡�
��3����������ơ���Զ���װϵͳ�������й��̣�ѧϰ��;����������ϵͳ�����������С�
��4������PLC����ĵ��ԣ��������Ⲣ�ҽ�����⡣
��5�����ݳ������ԵĹ��̺ͽ��д��ҵ������ġ�
2.�о���ʩ
��1��ʹ��S7-1200PLC��Ϊơ���Զ���װϵͳ�ĺ��Ŀ�������
��2��ʹ�ò�;����ʵ�ֶ�ơ���Զ���װϵͳ��������ơ�
��3��ʹ��S7-1200���������Գ�����з�����ԡ�
��4���������ķ������Գ�����е��ԡ�
�塢���Ȱ���
1�������ϣ������о����ⶨ�����о����ݺ�ʵ�ֵĹ��ܣ�����д����٣�д���ⱨ�档��ʦ�ټ�ѧ����̸���������Ŀ���ָ��������ⱨ��д��ע�����ѧ���������ף��ܽ���������д����٣���ʦ�����Ĵ�٣��������Ľṹ����ɿ��ⱨ��
2������ƣ�����ƺ������ģ����ڼ�顣�����ָ����ʦ��ѧ��Ҫ������������ʦָ����ѧ��������ʦ��Ҫ������ϵͳ��������
3���ڼ��
3���ڼ��
4��ơ�������ɺͶ��塣����ѧУ���ĸ�ʽҪ��������ĸ�ʽ���Ű棬�γɶ���
5��ƺ���������������ѧ�������IJ��ز��ύ����ѧУҪ��IJ��ر��棬�ظ��ʿ�����25%���ڡ�ָ����ʦ��������ʦ�����Ľ��������γ���������ͳɼ�
6��ҵ���ģ���ƣ���硣ѧ�������б������ϣ������㱨PPT������ѧԺͳһʱ��Ҫ��μӱ��裨���ģ����
7���ĵ������������浵
ժҪ
ơ���dz�����һ����Ʒ���������ǵ�ϲ������������ˮƽ����ߣ���ơ�Ƶ��������������������´�ͳơ�������Ѳ��������������Ϊ��������͵�ơ�������ߣ�ʹ��ơ�������Զ���ˮƽ��������Ե���Ϊ��Ҫ��
������ơ�ƵĹ�װ��װ����Զ�����Ϊ�о������ڷ���������PLCʵ��ơ�ƹ�װ��װ�����ϵͳ�Ŀ������Լ�ơ�Ƴ���ʵ������֮��������������S7-1200Ϊ�����豸��ơ�Ƴ����װ���Ƶ�������ƣ�����ϵͳ�Ŀ�ܽṹ��Ȼ���ϵͳ��Ӳ����Ӳ������ͼ�Ϳ���ϵͳ��Ӳ��ѡ�ͽ�����ƣ�֮���ڶ�ϵͳ������������I/O���䣬��������ͼ�Լ�����ij�����Ʒֲ�����У����Գ�������н�������ĵ����Լ�����Ƶ��������м��顣
������Ƶ�ơ�ƹ�װ��װ���Զ�����ϵͳ�ṹ��������ǿ��Ч�ʸߣ�ͨ��������Ա�ϵͳ��������ơ�������Ŀ���Ҫ��ʵ���Խ�ǿ�����еĽϺõ��ƹ��ֵ��
�ؼ��ʣ�������PLC��TIAPORTAL���棻ơ�ƹ�װ��װ��
�����
[1]���.��ҵ��̫��������ơ�ƹ�װ���������е�Ӧ��[J].�����ҵ·ơ�ƿƼ�.2020(05).
[2]������,������.����PLC����̬����ơ�ƹ�װ������ϵͳ���[J].���ѧԺѧ��(��Ȼ��ѧ��).2018(09).
[3]½����,������.����PLCơ�ƹ�װ������ˮ�ߵ�ģ�������[J].�Զ�������.2018(S1).
[4]�ź���.ơ���Զ�װ���豸���Ż�����[J].��·���ϼ���װ��.2018(06).
[5]���,��Ƚ��,������.PLCͨѶ��ơ�����ϰ�װ�豸�ϵ�Ӧ��[J].���Ӳ���.2020(17).
[6]��С��.PLC����ϵͳ�ڹ�ҵ�����е�Ӧ��[J].�й��¼����²�Ʒ.2018(02).
[7]������,����ΰ.���ڹ�װ�Զ������������Ӿ�������ϵͳ���[J].�Ƽ�ͨ��.2018.34(06).
[8]�³���.���ڵ���Ԫ��ơ�ƹ�װҺλ����Ӧ�����㷨[J].��װ����.2018(11).
[9]��Ⲩ.����S7-300���Ƶ�����Ƶ��Զ������������[J].װ�����켼��.2018(01).
[10]����.ơ�ƹ�װ�������������ƽ̨�����[D].�Ϻ��ڶ���ҵ��ѧ.2019(05).
[11]����.ơ�ƹ�װ�������豸ѡ�������ܲ��ַ����о�[D].���Ƽ���ѧ.2020(07)
[12]������.��PLC���Ʋ������[J]��������.2017(11).
[13]Ԭ����.����������PLC��ơ�ư�װ�߶���Կ�ϵͳ���[D].���ɹŹ�ҵ��ѧ.2019(06).
[14]ʯ�.ơ�ư�װ�߶���䵥���Զ�����ϵͳ[D].���ɹŹ�ҵ��ѧ.2019(06).
[15]��Ӧ��,��ï�j.��װ���������ܹ�װϵͳ���[J].��װ����.2021.42(23).
[16]����,���屦,Ф����,��ѩ��,������,������,�°���.����������PLCʵ��̳�[M].�����ѧ������.2020(01).
[17]������.PLC���Ƶ������[M].���Ͻ�ͨ��ѧ������.2019(02).
[18]����ƽ,��ָ��,�������.PLCԭ����Ӧ��[M].�����ʵ������.2017(01).
[19]����,���屦,Ф����,��ѩ��,������,������,�°���.����������PLCʵ��̳�[M].�����ѧ������.2020(01).
[20]����,��ľ��.PLC��Ŀʵѵ��Ӧ�ü���[M].�Ͼ���ѧ������.2017.(11).