



苏ICP备112451047180号-6
基于激光位移检测原理的座圈尺寸测量系统设计
摘要
在现代工业设备中,座圈等大型回转零件的加工精度起着至关重要的作用,它能直接影响设备的性能,由于座圈尺寸比较大、重量重、加工周期长、加工成本高,所以要求对其测量的可靠性要高,为了实现低成本、使用方便、测量精度高和实用化,需要长时间的完善和提高,这样才能形成实用的高技术产品,从今后的研究来看,进一步提高大尺寸测量仪器的自动化程度,使手动调整转变为自动调整。
关键字:座圈;大直径测量;非接触检测
目录
摘 要 I
Abstract II
第1章 绪论 1
1.1座圈直径测量的研究意义 1
1.2国内外座圈直径测量方法及发展现状 1
1.2.1传统测量直径的方法 1
1.2.2座圈尺寸测量国内外现状 3
1.3本论文主要完成的工作 4
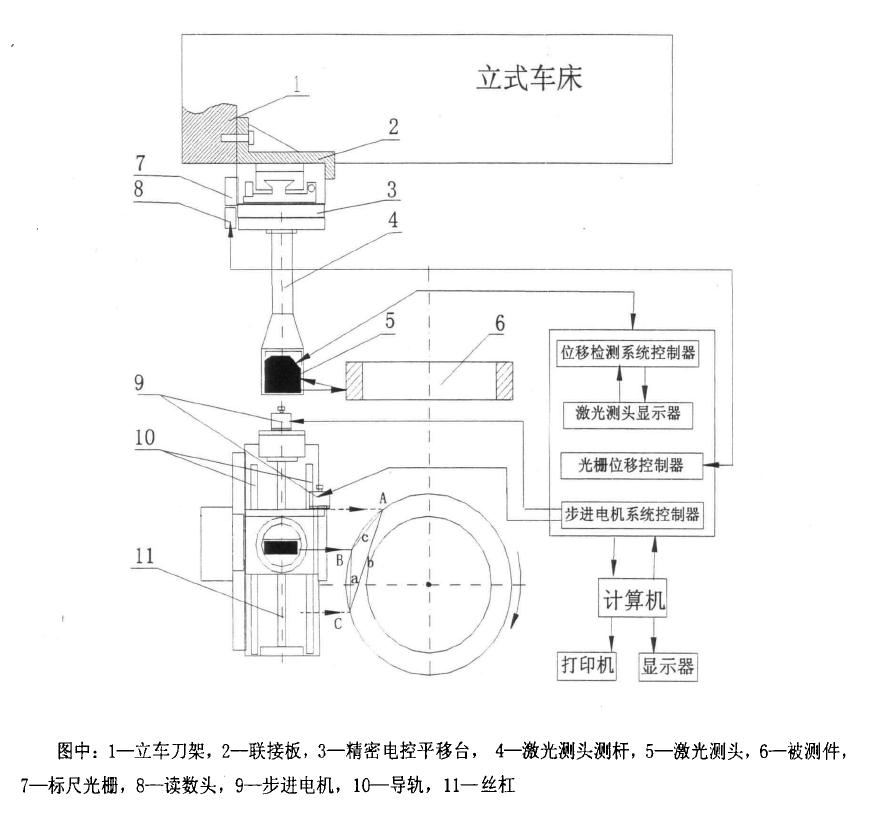
第2章 座圈尺寸测量系统的总体方案设计 5
2.1 设计要求 5
2.2总体方案确定 5
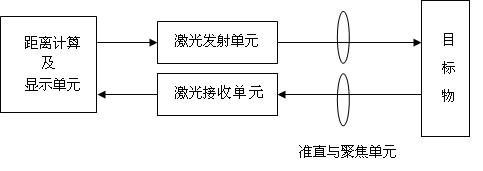
第3章 光电检测系统设计 7
3.1 光电检测系统介绍 7
3.1.1测量原理 7
3.1.2测量系统设计 9
3.2 光源及敏感器PSD的选择 10
第4章 机械系统设计 15
4.1一维工作台整体结构 15
4.2 零部件设计 16
4.2.1电机的选型 16
4.2.2滚珠丝杆的选型 17
4.2.3支撑单元选择 25
4.2.4联轴器选择 26
4.2.5转矩探讨 26
4.2.6电机的校核 28
4.2.7联轴器校核 29
4.2.8导轨的选型 29
4.2.9轴承的校核 30
4.2.10系统精度计算 33
4.2.11光栅的选型 35
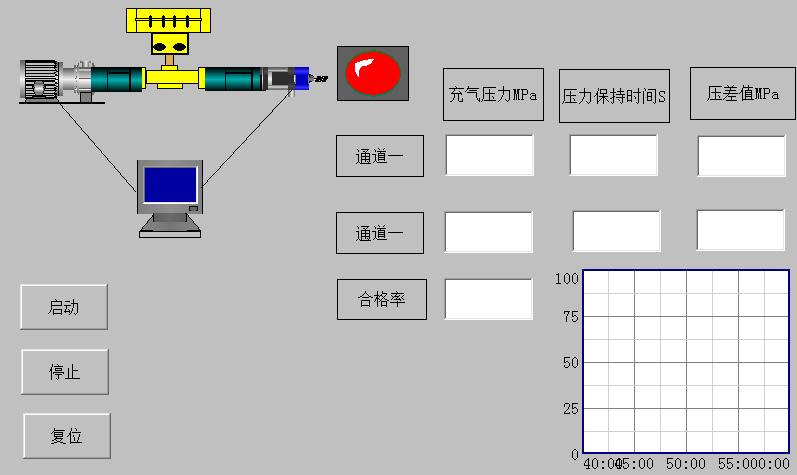
第5章 基于LabVIEW的数据处理系统设计 36
5.1 程序设计 36
5.2程序调试 38
第6章 结论与展望 40
致谢 41
参考文献 42
第1章 绪论
1.1座圈直径测量的研究意义
在机械、汽车、船舶及国防工业中,大型回转零件的加工精度起着至关重要的作用,它能直接影响设备的性能,由于座圈尺寸比较大,由于座圈尺寸较大、重量重、加工周期长、加工成本高,所以要求对其测量的可靠性要高,而且测量只能在加工现场进行。现在生产部门主要采用大型卡尺、卡规在加工后进行测量。手段落后,且人为因素影响大,导致达不到高精度的检测要求。
座圈加工现场的高精度在线测量技术在当今国内外仍然是尚未圆满解决的世界性的难题。这项研究是立于在此多年前的研究基础上进行的,为了实现低成本、使用方便、测量精度高和实用化,需要长时间的完善和提高,这样才能形成实用的高技术产品,从今后的研究来看,进一步提高大尺寸测量仪器的自动化程度,使手动调整转变为自动调整。同时,根据不同类别的工件,进一步的开展系列化和系统化的研究,使得推广的范围不断扩大。
1.2国内外座圈直径测量方法及发展现状
随着科学技术的进一步发展,更高性能的光电检测仪器必将取代传统的检测手段而成为检测仪器的主要发展趋势。但不论国内还是国外,单一用途的光电检测仪器产品较多,对于综合检测设备或是专用研究较少。现代生产要求具有柔性、非接触、高速度、高精度的检测技术。
我国制造业中主要使用机械检测方法对直径进行测量。常用的方法有游标卡尺、千分尺和其它通用量仪等。这些方法都是手工进行的,检测速度慢、检测精度低,已不能满足实际生产的需要。
1.2.1传统测量直径的方法
近年来,对中小尺寸直径的检测出现了许多新的检测方法,由于它与大直径的检测有许多相近之处,所以从检测直径的角度对有关的检测方法加以综述。
检测直径的方法基本上可分为三大类:机械方法、光学方法、其它方法。
(1)机械测径方法
机械方法因检测原理简单、使用方便、检测成本低而在检测内外径,特别是大型工件内外径时被广泛采用,但总的说来检测精度不高,具体有以下几种方法: (A)大型外径千分尺和内径千分尺用内、外径千分尺分别检测圆柱体工件的内、外径是我国目前使用最广泛的车间检验手段之一,对于检测1米以下尺寸的工件,其检测误差为±0. 03mm,其检测精度主要受自重变形、两测杆端面不平行性、零位调整、温度变化以及操作人员操作不当等因素的影响较大,检测范围为:大型外径千分尺可检测2米以下的工件,内径千分尺可检测6米以下的零件。近年来,随着电子技术的发展,国内外出现了多种类型的数显卡尺,这些数显卡尺在外观上与一般的卡尺并无两样,只是用数字显示代替了人眼读数,用容栅代替了机械刻线,因而检测精度有所提高,检测1米的工件,其测量误差为士0. Olmm,但检测范围有限,只能测量1米以下的工件。
(B)π尺法
用钢带尺或:尺围绕被测件,检测其周长,然后求其平均直径。检测时要
求钢带尺与被测件圆周紧密接触,因带尺与被测件表面摩擦很大,测量精度受测
量力和温度变化的影响较大,此外被测件的形状误差对检测精度也有影响,故这
种方法的检测精度很低,一般只能检测8级精度以下的零件。现国外有人采用温
度膨胀系数很小的殷钢制作的π尺,并在π尺上加以恒定的测量力和读数显微
镜,在一定程度上提高了检测精度。
(C)弦高法
弦高法的检测是通过测得弦高H及弦长S,就可计算出被测直径,检测1米
的工件其检测误差为士0. 05mm,故检测精度很低。
(2)光学测径方法
因光学检测方法为非接触式,检测时无测力,无磨损,无变形,在保证较高检测精度的同时具有高的检测速度,因而它越来越被广泛应用于机械加工中的在线检测与控制。光学测径方法,按瞄准工件的方式可进一步分为:影像法瞄准;衍射法瞄准;接触式瞄准及激光光线瞄准等。
(A) CCD影像法
CCD影像法是目前国内外采用较为广泛的在线检测手段之一,其检测是通过
测得像的大小就可测得被测直径的大小。这种方法的检测精度可达0. 05,检
测范围成50mm。
(B)衍射法瞄准
为克服对被测工件直接成像时不易瞄准的缺点,近年来国外不少人利用衍射
法瞄准,检测系统由激光光源、驱动马达以及读取衍射像位置并转换为电信号的
光电接收器三大部分组成,此装置能保证101 m的加工精度,但它只能作相对测
量,测量的范围有限。
(3)其它测径方法
测量直径除了主要采用光学与机械方法外,近年来还出现了其它一些方法,
如气动法、超声波法等。
(A)气动法
气动法的测量范围3 -1OOmm,测量精度2-15μm,该方法的主要优点在于气
流连续通过喷咀可以将冷却液和切削吹掉,缺点是工件表面粗糙度对测量的影响
较大,线性范围小。
(B)超声波方法
这种方法的原理是利用超声波到达工件表面和接受器的时间间隔与工件表
面和传感器的距离有关这一特性,这种方法的测量精度不高,测量范围有限,还
没有在实际中得到应用。
1.2.2座圈尺寸测量国内外现状
在座圈加工过程中,有许多尺寸只能进行定性测量,要定量测量并分析这些尺寸,一般常规的测量方法无从入手。一些精度较高的测量方法主要是通过长测杆或者是经纬仪来进行测量。前者存在测杆刚性不足、瞄准困难等问题,而后者则存在着仪器现场安装困难,测量的效率低,精度难保证等缺点。因此,现实的情况是,在国内还没有能够满足较高精度要求的大直径在线测量手段。并且由于资金技术缺乏等方面的原因,在短期内改造机床设备也是不可能的。
为此国内研究人员提出了一些新方法,例如:在测量10米电机定子端面距离时航天部304所与哈尔滨电机厂采用激光瞄准定位块测量;清华大学(冯其波)研究提出了激光自准直瞄准磁性定位块法,对1.5m模拟样板进行测量时,重复精度优于5x10-6,该方法瞄准精度高,调整方便,定位、测长各为一体,可以借助测长仪完成长度的测量。
长期以来,国内外学者对此进行了大量的研究,在研究的方法上尝试不下十种,主要有直径法、半径法、三点法、圆周法、切点法等等。按照测量技术归纳可分为光学电子测量方法、现代光学测量方法、机械测量方法三类。前苏联采用的激光能量法,这是一种非接触式相对测量方式,其测量直径是80-230mm,精度为±6μm;瑞典采用的激光能量法,在测量直径为280mm时,其精度为±10μm。
1.3本论文主要完成的工作
本文主要针对大型回转体的直径的非接触检测进行研究,主要研究以下内容:
1、座圈尺寸非接触测量的总体方案设计。
2、光学系统的设计。
3、机械系统设计。
4、运用LabVIEW对数据进行处理。
第6章结论与展望
本文针对大尺寸工件检测的特点和难点及目前国内外大直径检测手段落后、检测精度低,只限于接触式检测的现状,采用激光光三角检测技术、光栅位移检测技术、精密机械技术、现代传感技术、计算机控制与数据处理技术等多学科技术研制了大直径光电检测系统,实现了对大直径工件的外径的高速、高精度、非接触检测。
在本课题的研究过程中,涉及和解决的关键技术如下
(1)根据工件尺寸检测的技术指标,对大尺寸光电检测系统的总体方案进行分析与设计。
(2)采用激光光三角检测技术与光栅位移检测技术,研究了大直径尺寸的激光非接触检测方法。
系统设计达到了对大型工件外径的检测要求,实现了对工件的高速度、高精 度、非接触检测。同时本检测系统还具有一定的通用性,可广泛应用于机械制造、汽车制造、船舶制造、飞机制造及大型武器装备制造业中,用于中以上的回转体工件的径向尺寸及圆度误差等参数的检测,可提高产品质量、降低废品率及降低生产成本,具有应用价值。
参考文献
[1]徐熙平,姜会林,张国玉.光电尺寸检测技术及应用.长春:吉林省科学技术出版社.2004(12):1 -5
[2]李庆祥,王东生,李玉和.现代精密仪器设计.北京:清华大学出版社.2003
[3]叶声华.激光在精密测量中的应用.北京:机械工业出版社.1980
[4]刘君华.现代检测技术与测试系统设计,西安交通大学出版社.2001
[5]曾小东,光学传感与测量,电子工业出版社.1995
[6]王惠民.光电信号转换技术,北京理工大学出版社. 1997
[7杨国光.近代光学测试技术.浙江大学出版社,1997
[8]孙长库.叶声华激光测量技术,天津大学出版社.1995
[9]王永仲.智能光电系统,科学出版社,1998
[10]张国玉,安志勇等.飞轮齿圈总成圆跳动的非接触检侧方法.兵工学报.1999 (20)
[11]戴立铭,江渔君.激光三角测量传感器的精密位移侧量.仪器仪表学报.1994 (15): 4
[12]蔡喜平等.光电位置敏感探测器及其应用.激光与红外.1996 (26):1
[13]肖鹏东,文伟宁,周兆英.基于光学三角法的非接触测量技术及应用.中国仪器仪表.95. 3
[14]殷镇良,架新,张小斌.高精度大直径工件在线侧量的新方法.仪器仪表学报.1994 (15) 3
[15]杜娟.一种大直径内锥度的测量.计量与侧试技术.2002 . No 3
[16]刘学斌,郭黎滨,兰瑛瑛.一种新型在线大直径测量方法数学模型的建立及数值分析.应用科技.2003, Vol. 30
[17]张力,武卫.一套简便的大直径内孔测量装置.机械工程师.2003. 4
[18]韩岩,马荃,张黎平,王淑萍,殷镇良.ZDC-3型大直径测量仪检定装置.现代计量测试.1999 (6)
[19周剑,赵宏,田丰等.测量刚体位移的非接触式光电系统.1.997 (24)
[20]沙吉乐,杨学友,叶声华.大直径钢管直线度在线侧量研究.仪器仪表学报.2001, Vol. 22 (3)
[21]王学祥.大外圆直径非接触测量的研究.机电一体化1998, 1
[22]李季平,蔡云良.非接触光测物体大位移研究.2001, Vol. 33 (22)
[23]钱思明.高精度CCD测径仪的设计.电子技术.1995, (11)
[24]桑波,赵宏,高精度差动型激光多普勒大直径测量系统.测试技术.2002, Vol. 36 (10)
[25]尤政,梁晋文,高精度大型工件内径自动测量系统.航空计侧技术.1995(15)
[26]钟丽云.光电检测技术的发展及应用.激光杂志.2000, Vol. 21(3)
[27]王晓东,吴威,兰玉杰,蔡鹤皋.光电位置敏感元件及其信号的检测.电测与仪表.1995(1)
[28]费业泰.误差理论与数据处理.北京:机械工业出版社,2000
[29]Tani et al. Development of Optical Measurement for the Straightness of GraniteBed Using Laser Beam Datum. JSME, 1995 592Amir Modjarred. Non-contact Measurement Using a Laser Scanning Probe. SPIE, 1988, 1012:
[30]萧泽新.工程光学设计.电子工业出版社.2002
[31] E JL. Design of Optical Triangulation Devices. Optical&Laser Technology,1989,21(5):335 -338
[32]Bill Light .Optical Position Sensing Using Silicon Photo-detector.Laser& Aoolication.1988
[33]Amir Modjarred. Non-contact Measurement Using a Laser Scanning Probe. SPIE, 19RR.1012:229-239
[34] Y. C. Shin and Y. Weit, A statical analysis of positional errorsof multi-axis machine tool,<<PRECISION ENGINEERING>>,July 1992 VoLL14 No. 3
[35]M. Shiraishi,Scope of in-process measurement.,monitoring anccontrol technipues in machining pricessec, <<PRECISIOTENGINEERING>>, October, 1988, Vol 10.
[36]Online optical measurement and monitoring of yam density in woven fabrics, H. Sari-Sarraf, 2000
[37]Franconis Blais. Practical Consideration for a Design of a High precision 3-DLaser Scanner System. Proc SPIE. 1988. 959: 225 -245
[38]JIMZ, Leu C. Optics&Laser Technology. 1989, 21(5):335-338
[39]Richard Hobe. Laser technology provides non-contact dimensional measurement. Applied Optics, 1982, 21(19):1326-1329