



苏ICP备112451047180号-6
萃取精馏分离乙酸乙酯-乙醇-水的混合物
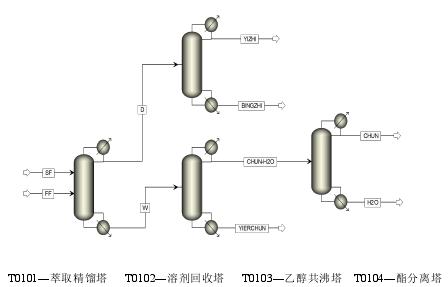
摘要:本文以乙酸乙酯-乙醇-水三元物系为原料,以乙二醇为溶剂,采用萃取精馏工艺,分离乙酸乙酯-乙醇-水;然后再采用普通精馏方法,对乙醇-水混合物和乙二醇进一步分离。采用化工流程模拟软件,建立模拟工艺流程,以产品分离要求为控制指标,以能耗最低为目标函数,采用灵敏度分析方法,针对分离乙酸乙酯复杂体系的萃取精馏工艺过程参数进行详细研究。建立萃取精馏工艺流程,考察了萃取精馏塔理论板数、溶剂比、回流比及溶剂进料位置对分离效果的影响,在优化的工艺条件下,塔顶乙醇-水的总含量低于10 ppm,乙酸乙酯、乙醇、水的回收率均在99.5%以上;有效完成了乙酸乙酯与乙醇、水的分离任务。研究结果表明:以乙二醇为萃取剂,对乙酸乙酯-乙醇-水复杂体系的萃取精馏分离工艺是可行的。
关键词:萃取精馏;乙酸乙酯复杂体系;乙二醇;流程模拟;优化
目录
摘要: 2
Abstract: 3
引言 4
1 前言 4
1.1乙酸乙酯和乙醇的性质 4
1.1.1 乙酸乙酯 4
1.1.2 乙醇 4
1.2 萃取精馏技术 4
1.3 化工过程流程模拟 5
1.3.1 Aspen Plus 软件 5
2 工艺流程的建立及优化基础条件 6
2.1 萃取剂的选择 6
2.2 模拟优化基础数据 7
3 萃取精馏工艺的模拟与优化 8
3.1 萃取精馏塔的模拟与优化 8
3.2 理论板数对萃取精馏分离效果的影响 8
3.3 溶剂比对萃取精馏分离效果的影响 9
3.4 回流比对萃取精馏分离效果的影响 9
3.5 溶剂进料位置对萃取精馏分离效果的影响 10
4 乙醇-水分离工艺的模拟与优化 11
4.1 分离工艺条件的优化 11
4.1.1 理论板数对乙醇-水分离效果的影响 11
4.1.2 回流比对乙醇-水分离效果的影响 12
4.1.3 进料位置对乙醇-水分离效果的影响 13
5 总结 13
参考文献 14
致 谢 15
引言
乙酸乙酯广泛应用于化工、涂料、纺织、食品等工业生产中,在使用过程中常需要混入其他常用溶剂,因此生成了各种待分离回收的混合物,而各混合物彼此间都存在多种共沸物,例如:水-乙醇-乙酸乙酯混合物,就很难通过普通精馏进行有效分离。若采用直接排放或焚烧处理,则不仅会对环境和人身健康造成危害,也会造成资源的极大浪费,增加企业生产成本。反应后乙酸乙酯与过量的乙醇及反应生成的水组成的反应产物体系是一个复杂的共沸体系,即同时存在乙醇-水、乙醇-乙酸乙酯,二元共沸物及和水-乙醇-乙酸乙酯,三元共沸物。通过查阅得知,关于乙醇-水-乙酸乙酯的分离工艺研究,其研究方法主要是采用萃取技术、复合萃取技术、共沸精馏技术和萃取剂精馏技术。
乙酸乙酯广泛应用于化工、涂料、纺织、食品等工业生产中,在使用过程中常需要混入其他常用溶剂,因此生成了各种待分离回收的混合物,而各混合物彼此间都存在多种共沸物,例如:水-乙醇-乙酸乙酯混合物,就很难通过普通精馏进行有效分离。若采用直接排放或焚烧处理,则不仅会对环境和人身健康造成危害,也会造成资源的极大浪费,增加企业生产成本。反应后乙酸乙酯与过量的乙醇及反应生成的水组成的反应产物体系是一个复杂的共沸体系,即同时存在乙醇-水、乙醇-乙酸乙酯,二元共沸物及和水-乙醇-乙酸乙酯,三元共沸物。通过查阅得知,关于乙醇-水-乙酸乙酯的分离工艺研究,其研究方法主要是采用萃取技术、复合萃取技术、共沸精馏技术和萃取剂精馏技术。
总结
(1)对于两塔萃取精馏过程,考察了理论板数、溶剂比、回流比及溶剂进料位置对萃取精馏塔分离效果的影响,确定了萃取精馏塔的适宜工艺条件:理论板数为75-85、溶剂比为7.5-8.5、回流比为7.0-9.0、溶剂进料位置为3-5,在该优化工艺条件下,萃取精馏塔塔顶中乙醇和水的总含量低于10 ppm,塔底乙酸乙酯含量低于50 ppm。酯和乙醇-水的回收率均在99.5%以上,结果表明:以乙二醇为萃取剂对乙酸乙酯-乙醇-水复杂体系萃取精馏分离工艺是可行的。
(2)采用普通精馏方法对乙醇-水混合物分离工艺条件进行研究,考察理论板数、回流比和进料位置对分离效果的影响,确定了乙醇-水混合物分离工艺的适宜条件:理论板数为90-110、回流比为2.5-3、进料位置为第72-82 块理论板,在该优化工艺条件下,塔顶乙醇含量能达到94.9%以上,乙醇回收率在99.5%以上,达到了该塔的分离要求。
参考文献
[1]程能林. 溶剂手册(第四版)[M]. 北京:化学工业出版社,2002.691-695.
[2]章思规. 精细有机化学品技术手册(下册)[M]. 北京:科学技术出版社,1993.1521.
[3]刑其毅,徐瑞秋,周政. 基础有机化学[M]. 北京:高等教育出版社,1980.112-436.
[4]刘家祺. 分离工程[M]. 北京:化学工业出版社,2015.123-142.
[5]余国琼,袁希钢. 我国蒸馏技术的现状与发展[J]. 现代化工,1996(10):7-13.
[6]唐宝华. 乙酸乙酯的绿色合成研究[J].化学工程与装备,2010,7:35-36.
[7]李涛,曹晓岚.乙酸乙酯的生产及市场[J]. 精细石油化工进展,20033(9):39-40.
[8]黄科林,黄焕生. 反应-精馏藕合连续制备乙酸系列酯的方法[P]. CN:100402485.2006-4-19.
[9]王春蓉. 精馏分离技术的分类及应用研究[J]. 矿冶,2010, 19(2):55-56.
[10]张兴会,顾丽莉. 精馏技术研究进展[J]. 化工科技,2008, 16(6):57-59
[11]Berg L, the usual behavior of eatractive distillation performance. Chem. Eng. Commun, 1986,40: 281-302