
苏ICP备112451047180号-6
4000吨年硬聚氯乙烯排水管生产车间的工艺设计
摘 要
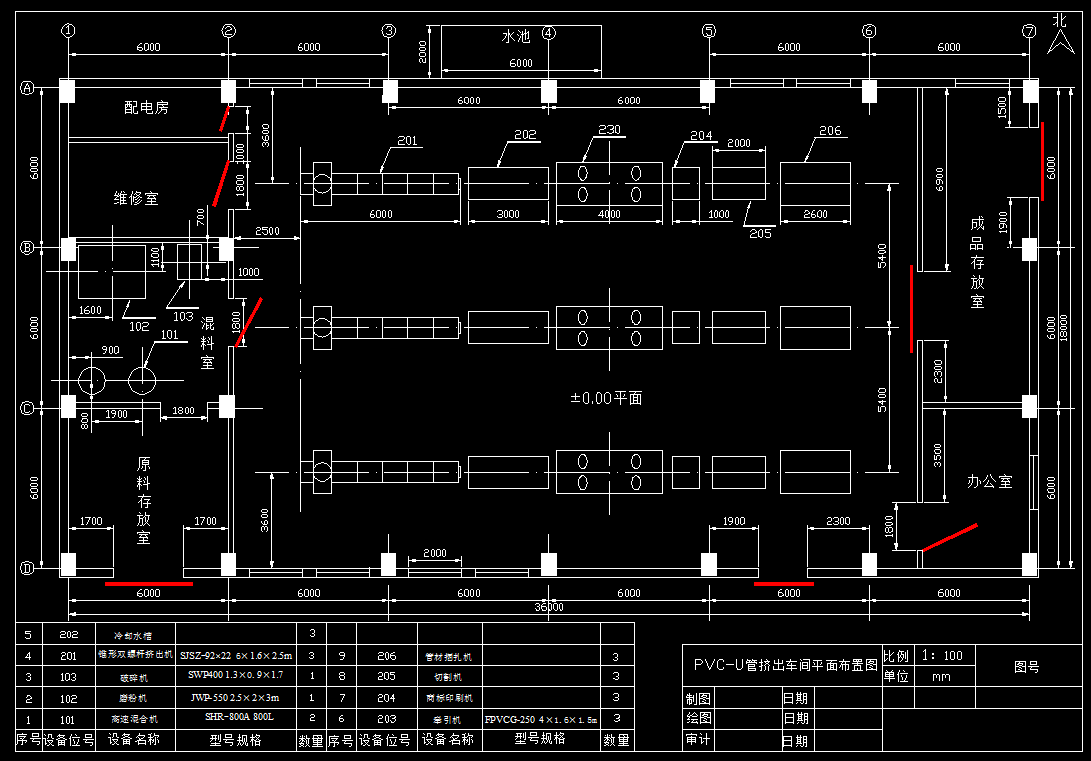
通过市场调查,获悉硬聚氯乙烯管应用广泛。由于受国家产业政策支持,硬聚氯乙烯管具有广阔的市场前景。本设计从硬聚氯乙烯管生产工艺着手,通过配方选择、物料衡算、设备选型、工艺参数控制等过程对整个工艺流程作了较为详尽的阐述。本文指出硬聚氯乙烯管成熟的生产工艺路线,并从低成本、高性能、功能应用等各方面考虑,设计出了较为合理的硬聚氯乙烯管生产配方和具有发展潜力的生产设备,并计算其生产车间所需的各种生产设备和总投资成本,绘制出工艺流程图和生产车间设备平面布置图,对实际投资建设硬聚氯乙烯管产车间的各个方面具有积极的指导作用。
关键词 4000吨/年 硬聚氯乙烯管 生产车间 工艺设计
第一章 概述
硬质聚氯乙烯在ISO标准中定义为Unplasticized Polyvinyl Chloride,简称为PVC-U。PVC-U管材是指未增塑聚氯乙烯管,是聚氯乙烯塑料制品的主要产品。PVC管材产量已占塑料管材总产量的50%以上,市场前景好。硬质聚氯乙烯管是以聚氯乙烯树脂为主要原料,添加稳定剂、润滑剂、加工助剂、填料等辅料经过挤出成型生产得到。
1.1 产品性能及特点[1]
在塑料管道中,PVC-U管是塑料最大的塑料管材,其次是聚乙烯管。这是因为PVC-U管具有十分优良的性能,并且可以通过配方设计,使PVC-U管在某些特殊方面展示特殊性能,以满足使用要求。其优良性能主要有以下几点:
(1) PVC-U管具有良好的耐酸耐碱性,对许多化学物质呈惰性,适用于各种流体的输送,其埋地时也不受土质和水质的影响。
(2) 拉伸和压缩性能好,且有一定的柔韧性。PVC-U管在20℃时拉伸强度可达48 MPa,压缩强度可达65 MPa以上,在压扁管径达1/2时不会出现裂痕。
(3) 流动阻力小。由于PVC-U管内壁光滑,流动阻力小,长期使用不结垢。输水时,PVC-U管的摩擦系数是铸铁管的60%,是混凝土管的50%。
(4) 性价比高。与各种塑料管材相比,以比模量=E(弹性模量,MPa)/欧元×ρ(密度)计算,其可以最低廉的价格得到最高的比模量。其中,硬质聚氯乙烯为3.50,;聚丙烯(填充20PHR钛白粉)为3.19;聚丙烯均聚物为2.50;低压聚乙烯为1.00。
(5) 使用寿命长,维修费用低。聚氯乙烯硬管铺设在地下时,保证使用50年,实际使用可达100年以上。其维护保养费用仅为铸铁管的30%。
(6) 安装方便,施工造价低。聚氯乙烯硬管质轻,密度为1.38~1.46g/cm3,是钢管的1/5,混凝土管的1/3。因此可降低运输费用,减轻劳力强度。同时其连接方便,可以采用溶剂黏结、弹性密封圈连接、螺纹连接、承插连接等各种方式,无需焊接设备,降低施工造价。
(7) 制造能耗低。经测算,生产聚氯乙烯硬管的能耗仅为铸铁管的18.27%,混凝土管的73.47%,玻璃钢管的80%。
另外,聚氯乙烯硬管废弃物还可循环利用,用于生产新的聚氯乙烯产品。因此,聚氯乙烯硬管符合国家循环经济和低碳经济的政策。
1.2 PVC-U管材需求、发展及市场
1.2.1 国外情况
在塑料管材当中,硬质聚氯乙烯管是应用较早,价格最为低廉的管材,已经有60多年的历史。德国是世界上开发利用PVC-U管较早的国家,在建筑排水管中占65%以上。日本开发使用塑料管始于1951年,发展较快,每年以3.2%的速度增长。在美国、西欧和日本,PVC-U管材得到充分发展,目前,它仍是塑料管材的主导产品之一。
2004年塑料管道占全球管道市场的54%, 美国、日本、欧洲等发达国家及地区所占比例更高。PVC 管材是当今全球用量最大的塑料管道品种, 约占使用总量的62%, 日本所占比例高达90%。国外PVC 管材的消费比例: 供水管33%; 下水管22.3%; 排水管15.7%;灌溉管5.2%; 煤气管0.8%; 其他管材占22.7%美国PVC 管材消费量最高,其次是欧洲、中国、日本等国, PVC 管材仍然是主导地位[2]。目前,国外生产PVC-U管主要采用锥形双螺杆粉料挤出成型生产线生产。
随着产量的增加和品质的提升, 中国塑料管道加工企业走出去的愿望强烈。产品主要销往东南亚、中东、非洲、美洲以及欧洲等国家和地区,但由于受到国际金融危机的影响, 国际需求下降, 造成2009年出口形势严峻。在相关鼓励政策及全球经济好转的宏观条件下, 如今已经走出低谷, 2010年的数据表明, 出口增加势头明显, 如表1.1所示。
表1.1 “十一五”期间塑料管道的出口情况
1.2.2 国内情况
1.2.2.1 PVC-U管材的应用领域
目前, 市政及建筑给、排水管道和农用( 饮用水、灌排) 管道仍是PVC-U管材的主要应用领域, 在污水处理、燃气、供暖、城市非开挖施工、工业、通讯、电力、矿山等行业的应用比例也在不断提高。
表1.2给出了2007年我国各种塑料管道的应用领域分析。从表中可以看出:PVC管主要用于建筑排水,有50万吨;其次是用于农业管道( 饮用水、灌排),有42万吨;再其次是室外排水和护套管,均有30万吨。
表1.2 2007年我国各种塑料管道的应用领域分析(单位:万吨)[3]
1.2.2.2 “十一五”期间(2006~2010)行业发展概况
“十一五”期间, 我国宏观经济依然加速发展, 建筑业、市政工程、水利工程、农业和工业等行业的市场需求不断加大, 进一步拉动了中国塑料管道行业的高速发展。在
“十一五”期间, 中国塑料管道行业取得了很大的成绩, 已经成为国际性的塑料管道生产和应用大国之一, 塑料成为管道材料的主要品种之一。
据统计, 2010年塑料管道产量为8402 kt, 同比增长31.1% , 中国已经成为最大的塑料管道生产和应用国家。目前, 国内一定规模的塑料管道生产企业超过3000 家, 年生产能力超过15000 kt ,其中, 生产能力10 kt以上的企业超过300 家, 有20 家以上企业的年生产能力已超过100 kt。“十一五”期间塑料管道的产量情况如表1.3所示。
表1.3 “十一五”期间塑料管道的产量
1.2.2.3“十二五”期间(2011~2015)行业发展趋势
在“十二五”期间,政府将高度重视建设节约型社会, 塑料管道在节能、节地、节水、节材方面的优势突出。
根据我国塑料管道行业的现状, 塑料管道加工业还将以PVC-U 管道和PE 管道为发展重点, 它们将广泛应用于市政、建筑、水利等领域。在“十二五”期间塑料管道的生产量将保持10 %左右的增长速度, 到2015年, 预期全国塑料管道生产量将接近12000 kt。塑料管道在全国各类管道中市场占有率超过60 %。
1.2.3 新型PVC-U管简介
1.2.3.1 建筑排水用硬聚氯乙烯管材
这是一种排水用硬聚氯乙烯管材[4],由外壁、发泡芯层和内壁三层管壁组成,其特征在于:内壁布有螺旋形突起,该螺旋形突起是与内壁连接成一体,对管内流体起到引流作用,使其沿管内壁呈螺旋状态流动,减小了水流与气体碰撞而引起的振动,从而降低了噪音。螺旋形突起与管轴心线成一合适的夹角,使管内流体的流动状态近似“涡流”现象。从而使水流速度增加,且增大了排水量。还具有管材质轻、安装方便、成本低廉的特点。
1.2.3.2 双轴取向硬质聚氯乙烯管材
这是一种双轴取向硬质聚氯乙烯管材的制造方法[5],其特点是将各原材料配合之后,过筛、除去结块和粘熔料,获得硬质聚氯乙烯预混粉料,再将上述混合料加入单螺杆或双螺杆挤出机内连续成型,成型温度100~180℃,然后经由口模挤出管坯并受牵引装置作用实现轴向拉伸取向,进入定型辅机,经加热箱加热至100~120℃,随后进入扩管装置实现径向扩张,再经压辊定型、冷却、牵引、切割等常规处理,获得硬质聚氯乙烯双轴取向高性能管材产品。此外,还有热收缩定向记忆聚氯乙烯管、抗静电硬聚氯乙烯管材、复壁硬聚氯乙烯排水管等新型硬PVC管材。
1.2.4国内硬聚氯乙烯管材质量现状
(1)拉伸强度差。多年检测发现,许多产品的拉伸强度性能相对其他物理性能最容易达不到GB/T 5836.1-2006标准要求。好的PVC-U 管拉伸强度曲线应具有明显屈服,延伸率较大,而差的管材常常表现为脆性,易断裂。另外,人们通过分层测试法II在单轴导向PVC管破裂韧性测量表明[6]:单轴导向PVC管裂缝是在正切方向通过墙壁容易产生,而不是辐形地通过墙壁时容易产生。裂缝的成长是由连接的微小裂缝发展引起的,这与发现的方式II在碳纤维环氧复合物的破裂的机制是相似的。
(2)抗冲击性能较差。按GB/T 14152-2001 标准检测抗冲击性能,普通的产品一般都能达到标准的要求,但是相对差的产品甚至全部试样冲击,全部破裂。
(3)软化温度较低,易于遇热变形。表现在试验性能上,即是维卡软化温度(VST)较低。有些厂家为提高软化温度,简单地在配料时加大填料量,这样做的确可提高软化温度,但却使管材其它性能,尤其是抗冲击性、拉伸强度大大降低。要提高软化温度,而不降低或很少降低其它性能,就应在助剂选择、原料配比、生产工艺及生产机械上下工夫,不可轻率对待。需要特别注意的是以GB/T5836.1-2006 标准规定的管材配套使用的硬聚氯乙烯(PVC-U)排水管件,因为新标准的使用(维卡软化温度要求提高到79℃),致使好多原来根据旧标准生产的产品在近段时间内检测维卡软化温度都达不到新标准的要求。
(4)现今,饮水与健康关系深入人心,人们已经研究了氯乙烯基单体在PVC-U管里迁移时水质参量的作用情况[7],也就是PVC-U管输水过程VCM单体含量的问题。根据调查,在不同情况的水温、酸碱度和共溶固体条件下,在不同的暴露时间作对比,结果表明,在45°C,30天曝光以后,VCM单体浓缩量大于2.5ppb,但是水温在45°C以下时没有影响VCM单体迁移。在给水领域,PVC-U管处于劣势,但在排水领域由于其优良的性价比,仍处于优势。
1.3 国内外主要工艺路线介绍
硬质聚氯乙烯管材挤出成型工艺有:单螺杆挤出成型和双螺杆挤出成型路线。挤出过程分两个阶段:第一阶段是使固态塑料塑化并在加压下使其通过特殊形状的口模而成为截面与口模形状相仿的连续体;第二阶段是用适当的方法使挤出的连续体失去塑性状态而变为固体,即得所需制品。
1.3.1 单螺杆挤出机成型工艺
单螺杆挤出机又分为普通螺杆挤出机、双级排气式螺杆挤出机和排气式锥形单螺杆挤出机。普通螺杆挤出机一般适用于粒料的挤出,后两者既可采用粒料也可用粉料直接挤出,但用粉料时熔体塑化能力和压实程度较低,挤出流量不大稳定,由于是在高剪切和较高温度下加工,故稳定剂、加工助剂和外润滑剂的用量要适当增加。由于其混合、塑化性能较差,必须先将PVC粉料制成粒料后再挤出管材。
1.3.1.1 工艺路线
主辅原料配合→高速混合→低速搅拌→挤出造粒→粒料→单螺杆挤出机挤出→冷却定型→牵引→商标打印→切割→包装→管材制品
1.3.1.2 工艺参数
单螺杆挤出机规格的选用与所生产PVC管材直径有关,一种规格的挤出机能生产相对应的3~5个规格的管材。生产PVC管材直径应控制在螺杆直径的30%~130%范围内,管材直径一般在Φ250mm以下,选用挤出机螺杆转速在10~35r/min。表1.1列出了PVC管材直径与挤出机规格、最佳挤出量、挤出辅机之间的关系。
表1.4 PVC管材直径与挤出机规格、最佳挤出量、挤出辅机之间的关系
生产PVC管材,挤出机螺杆宜选用渐变型螺杆,长径比20~25,压缩比2.5~4.0,螺杆头应为尖头,一般选用选用直通式挤管机头。
1.3.1.3 生产工艺
首先要将原材料通过成型前的准备,经过高速热混合和低速冷搅拌得到干混料,再过筛、塑炼造粒之后,进行下面过程:
(1) 挤出成型过程:单螺杆挤出机挤出PVC管材温度,从加料口到机头口模基本上由低到高,具体温度设定应根据原料配方、挤出机和机头结构、螺杆转速等因素确定,同时注意测温误差。
(2) 冷却定型过程:从机头挤出的物料处于熔体状态,形状不能固定,因此需要经过定型装置对物料加以冷却,以达到精确的尺寸,同时将其形状固定。
(3) 牵引工艺:牵引装置的作用是给机头挤出提供一定的牵引力和牵引速度,均匀将管材引出,并通过牵引速度调节管子的管壁厚度。牵引速度应该比管材挤出速度快1%~10%,克服管材离模膨胀效应。
(4) 商标打印:商标打印机是采用PVC专用印刷油墨通过滚轮印刷或电脑喷墨打印,或仿喷码打字机等将产品有关信息打印到管材上。
(5) 切割:切割装置是将连续挤出的管材,根据需要长度自动或半自动切断的设备。它由夹紧、切断(倒角或不倒角)、运行复位等一系列动作来完成管材的切割过程。对于硬质管材,较多使用的是圆盘踞切割和自动行星锯切割。
结束语
经过两个多月的努力,终于完成了对4000吨/年硬聚氯乙烯排水管生产车间的工艺设计。为了完成本次设计任务,我主要做了以下工作:调查目前硬PVC管材市场需求及销售情况;通过查找目前国内外硬PVC管材主要生产工艺情况,并结合本设计的年生产能力,选用成熟的双螺杆生产工艺;通过工艺计算(包括物料衡算和能量衡算)来进行设备选型及操作工艺参数的确定;车间布置、设备定员;对PVC-U排水管的市场销售价以及出厂价进行调查,结合当地生活消费水平以及经济情况,以便于把生产的PVC-U管定价在一个合适的价位;对安全生产和环境保护方面做了说明等。
此次设计可以说是对四年大学以来所学知识的一次系统的应用和检验,第一次把所学知识和实际工业化生产结合起来,是种尝试,不要求做到融会贯通,做得万无一失,但一定要做到符合实际,不伪造数据,对待科学的态度一定要严谨,不弄虚作假,作为设计者,我非常重视整个过程。
在这次设计中,我不仅培养了独立思考的习惯,还养成了严谨、负责、事实求是的科学态度。然而,对于初次设计者来说,由于缺乏经验,以及自身学术水平等因素,许多数据只能从各种资料中参考查取,难免有些地方与实际情况有出入,设计过程有错漏或者不详的地方,还请多多指教。
参考文献
[1] 杨涛.聚氯乙烯配方设计与制品加工[M].北京:化学工业出版社,2011,140~141.
[2] 高立新.我国塑料管道产业现状与发展前景[J].国外塑料,2005,23 (4):32~36.
[3] 王占杰.我国塑料管道行业“十一五”期间发展概况和“十二五”期间发展趋势浅析.中国塑料[J],2011,25 (4):1~5.
[4] 张明山,窦玉玲,申继国,陈明学,张青山.排水用硬聚氯乙烯管材[P].中国.99214749,2000.
[5] 刘廷华,黄锐,陈力辉,陈鹊,杨明华.双轴取向硬质聚氯乙烯管材的制造方法[P].中国.03117548,2005.
[6] D.B.West and R.W.Truss. Mode II delamination testing in uniaxially oriented PVC pipes[J].Journal of Materials Science. April 2004, 2789~2794.
[7] Muhammad H. Al-Malack, Sami Y. Sheikheldin, Nabil M. Fayad and Naseemuddin Khaja. Effect of Water Quality Parameters on the Migration of Vinyl Chloride Monomer from Unplasticized PVC Pipes[J]. Water,Air,& Soil Pollution, May 2000, 195~208.
[8] 李立新,周泽魁.PVC塑料管材成型工艺及设备[J].化学建材,2002,30 (3):29~31.
[9] 刘瑞霞.塑料挤出成型[M].北京:化学工业出版社,2005,65.
[10] 中国标准出版.《建筑用管材标准汇编》(非金属卷) [M].北京:中国标准出版社,2008.
[11] 丁志华,邱惠清.新型管材与管件[M].上海:同济大学出版社,2002,158.
[12] 郑德,李杰.塑料助剂与配方设计技术[M].北京:化学工业出版社,2002,383~392.
[13] 林师沛.聚氯乙烯塑料配方设计指南[M].北京:化学工业出版社,2002.
[14] 朱元庆,屠筱猷.聚氯乙烯管材制造和应用[M].北京:化学工业出版社,2002,11.
[15] 郑德,李杰.塑料助剂与配方设计技术[M].北京:化学工业出版社,2002,94~98.
[16] 徐佩弦.塑料制品与模具设计[M].北京:中国轻工业出版社,2001.7,305.
[17] 周永强,胡玉杰,武卫莉.高等学校毕业设计(论文)指导<材料类>[M].北京:中国建材工业出版社,2002.6,211~218.
[18] 潘祖仁,邱文豹,王贵恒.塑料工业手册 聚氯乙烯[M].北京:化学工业出版社,1998.8,647.
[19] 编写组.聚氯乙烯加工手册[M].北京:中国轻工业出版社,1992,222.
[20] 编写组.聚氯乙烯加工手册[M].北京:中国轻工业出版社,1992,101~125.
[21] 周永强,胡玉杰,武卫莉.高等学校毕业设计(论文)指导材料类[M].中国建材工业出版社,2002,211~222.
摘 要
通过市场调查,获悉硬聚氯乙烯管应用广泛。由于受国家产业政策支持,硬聚氯乙烯管具有广阔的市场前景。本设计从硬聚氯乙烯管生产工艺着手,通过配方选择、物料衡算、设备选型、工艺参数控制等过程对整个工艺流程作了较为详尽的阐述。本文指出硬聚氯乙烯管成熟的生产工艺路线,并从低成本、高性能、功能应用等各方面考虑,设计出了较为合理的硬聚氯乙烯管生产配方和具有发展潜力的生产设备,并计算其生产车间所需的各种生产设备和总投资成本,绘制出工艺流程图和生产车间设备平面布置图,对实际投资建设硬聚氯乙烯管产车间的各个方面具有积极的指导作用。
关键词 4000吨/年 硬聚氯乙烯管 生产车间 工艺设计
第一章 概述
硬质聚氯乙烯在ISO标准中定义为Unplasticized Polyvinyl Chloride,简称为PVC-U。PVC-U管材是指未增塑聚氯乙烯管,是聚氯乙烯塑料制品的主要产品。PVC管材产量已占塑料管材总产量的50%以上,市场前景好。硬质聚氯乙烯管是以聚氯乙烯树脂为主要原料,添加稳定剂、润滑剂、加工助剂、填料等辅料经过挤出成型生产得到。
1.1 产品性能及特点[1]
在塑料管道中,PVC-U管是塑料最大的塑料管材,其次是聚乙烯管。这是因为PVC-U管具有十分优良的性能,并且可以通过配方设计,使PVC-U管在某些特殊方面展示特殊性能,以满足使用要求。其优良性能主要有以下几点:
(1) PVC-U管具有良好的耐酸耐碱性,对许多化学物质呈惰性,适用于各种流体的输送,其埋地时也不受土质和水质的影响。
(2) 拉伸和压缩性能好,且有一定的柔韧性。PVC-U管在20℃时拉伸强度可达48 MPa,压缩强度可达65 MPa以上,在压扁管径达1/2时不会出现裂痕。
(3) 流动阻力小。由于PVC-U管内壁光滑,流动阻力小,长期使用不结垢。输水时,PVC-U管的摩擦系数是铸铁管的60%,是混凝土管的50%。
(4) 性价比高。与各种塑料管材相比,以比模量=E(弹性模量,MPa)/欧元×ρ(密度)计算,其可以最低廉的价格得到最高的比模量。其中,硬质聚氯乙烯为3.50,;聚丙烯(填充20PHR钛白粉)为3.19;聚丙烯均聚物为2.50;低压聚乙烯为1.00。
(5) 使用寿命长,维修费用低。聚氯乙烯硬管铺设在地下时,保证使用50年,实际使用可达100年以上。其维护保养费用仅为铸铁管的30%。
(6) 安装方便,施工造价低。聚氯乙烯硬管质轻,密度为1.38~1.46g/cm3,是钢管的1/5,混凝土管的1/3。因此可降低运输费用,减轻劳力强度。同时其连接方便,可以采用溶剂黏结、弹性密封圈连接、螺纹连接、承插连接等各种方式,无需焊接设备,降低施工造价。
(7) 制造能耗低。经测算,生产聚氯乙烯硬管的能耗仅为铸铁管的18.27%,混凝土管的73.47%,玻璃钢管的80%。
另外,聚氯乙烯硬管废弃物还可循环利用,用于生产新的聚氯乙烯产品。因此,聚氯乙烯硬管符合国家循环经济和低碳经济的政策。
1.2 PVC-U管材需求、发展及市场
1.2.1 国外情况
在塑料管材当中,硬质聚氯乙烯管是应用较早,价格最为低廉的管材,已经有60多年的历史。德国是世界上开发利用PVC-U管较早的国家,在建筑排水管中占65%以上。日本开发使用塑料管始于1951年,发展较快,每年以3.2%的速度增长。在美国、西欧和日本,PVC-U管材得到充分发展,目前,它仍是塑料管材的主导产品之一。
2004年塑料管道占全球管道市场的54%, 美国、日本、欧洲等发达国家及地区所占比例更高。PVC 管材是当今全球用量最大的塑料管道品种, 约占使用总量的62%, 日本所占比例高达90%。国外PVC 管材的消费比例: 供水管33%; 下水管22.3%; 排水管15.7%;灌溉管5.2%; 煤气管0.8%; 其他管材占22.7%美国PVC 管材消费量最高,其次是欧洲、中国、日本等国, PVC 管材仍然是主导地位[2]。目前,国外生产PVC-U管主要采用锥形双螺杆粉料挤出成型生产线生产。
随着产量的增加和品质的提升, 中国塑料管道加工企业走出去的愿望强烈。产品主要销往东南亚、中东、非洲、美洲以及欧洲等国家和地区,但由于受到国际金融危机的影响, 国际需求下降, 造成2009年出口形势严峻。在相关鼓励政策及全球经济好转的宏观条件下, 如今已经走出低谷, 2010年的数据表明, 出口增加势头明显, 如表1.1所示。
表1.1 “十一五”期间塑料管道的出口情况
| 年份 |
出口量 /kt |
增加 /% |
占总产量比例/% |
出口额 /亿美元 |
增加 /% |
平均单价 /美元·t-1 |
| 2006 | 224.3 | 19.1 | 7.7 | 5.74 | 39.4 | 2558.73 |
| 2007 | 292.0 | 30.2 | 8.3 | 7.65 | 33.3 | 2622.96 |
| 2008 | 356.3 | 22.0 | 7.7 | 10.02 | 31.0 | 2862.76 |
| 2009 | 318.0 | -12.4 | 5.5 | 8.63 | -14.5 | 2714.13 |
| 2010 | 396.2 | 20.0 | 5.0 | 11.59 | 26.0 | 2930.00 |
1.2.2 国内情况
1.2.2.1 PVC-U管材的应用领域
目前, 市政及建筑给、排水管道和农用( 饮用水、灌排) 管道仍是PVC-U管材的主要应用领域, 在污水处理、燃气、供暖、城市非开挖施工、工业、通讯、电力、矿山等行业的应用比例也在不断提高。
表1.2给出了2007年我国各种塑料管道的应用领域分析。从表中可以看出:PVC管主要用于建筑排水,有50万吨;其次是用于农业管道( 饮用水、灌排),有42万吨;再其次是室外排水和护套管,均有30万吨。
表1.2 2007年我国各种塑料管道的应用领域分析(单位:万吨)[3]
| 分类 | 室外排水 | 建筑给水 | 建筑排水 | 市政排水 | 燃气管道 | 护套管 | 农业管道 | 工业管道 | 其它 | 合计 |
| 总量 | 68 | 41 | 51 | 34 | 10 | 45 | 53 | 18 | 30 | 350 |
| 比率/% | 19 | 12 | 15 | 10 | 3 | 13 | 15 | 5 | 8 | 100 |
| PE | 30 | 10 | 1 | 15 | 10 | 12 | 10 | 5 | 3 | 95 |
| PVC | 30 | 9 | 50 | 15 | 30 | 42 | 8 | 25 | 210 | |
| PP | 3 | 22 | 1 | 3 | 1 | 3 | 2 | 35 | ||
| 其它 | 5 | 3 | 2 | 10 |
“十一五”期间, 我国宏观经济依然加速发展, 建筑业、市政工程、水利工程、农业和工业等行业的市场需求不断加大, 进一步拉动了中国塑料管道行业的高速发展。在
“十一五”期间, 中国塑料管道行业取得了很大的成绩, 已经成为国际性的塑料管道生产和应用大国之一, 塑料成为管道材料的主要品种之一。
据统计, 2010年塑料管道产量为8402 kt, 同比增长31.1% , 中国已经成为最大的塑料管道生产和应用国家。目前, 国内一定规模的塑料管道生产企业超过3000 家, 年生产能力超过15000 kt ,其中, 生产能力10 kt以上的企业超过300 家, 有20 家以上企业的年生产能力已超过100 kt。“十一五”期间塑料管道的产量情况如表1.3所示。
表1.3 “十一五”期间塑料管道的产量
| 年份 | 产量/kt | 增加率/% |
| 2006 | 2881 | 21.7 |
| 2007 | 3500 | 15.2 |
| 2008 | 4593 | 29.2 |
| 2009 | 5804 | 18.9 |
| 2010 | 8402 | 31.1 |
1.2.2.3“十二五”期间(2011~2015)行业发展趋势
在“十二五”期间,政府将高度重视建设节约型社会, 塑料管道在节能、节地、节水、节材方面的优势突出。
根据我国塑料管道行业的现状, 塑料管道加工业还将以PVC-U 管道和PE 管道为发展重点, 它们将广泛应用于市政、建筑、水利等领域。在“十二五”期间塑料管道的生产量将保持10 %左右的增长速度, 到2015年, 预期全国塑料管道生产量将接近12000 kt。塑料管道在全国各类管道中市场占有率超过60 %。
1.2.3 新型PVC-U管简介
1.2.3.1 建筑排水用硬聚氯乙烯管材
这是一种排水用硬聚氯乙烯管材[4],由外壁、发泡芯层和内壁三层管壁组成,其特征在于:内壁布有螺旋形突起,该螺旋形突起是与内壁连接成一体,对管内流体起到引流作用,使其沿管内壁呈螺旋状态流动,减小了水流与气体碰撞而引起的振动,从而降低了噪音。螺旋形突起与管轴心线成一合适的夹角,使管内流体的流动状态近似“涡流”现象。从而使水流速度增加,且增大了排水量。还具有管材质轻、安装方便、成本低廉的特点。
1.2.3.2 双轴取向硬质聚氯乙烯管材
这是一种双轴取向硬质聚氯乙烯管材的制造方法[5],其特点是将各原材料配合之后,过筛、除去结块和粘熔料,获得硬质聚氯乙烯预混粉料,再将上述混合料加入单螺杆或双螺杆挤出机内连续成型,成型温度100~180℃,然后经由口模挤出管坯并受牵引装置作用实现轴向拉伸取向,进入定型辅机,经加热箱加热至100~120℃,随后进入扩管装置实现径向扩张,再经压辊定型、冷却、牵引、切割等常规处理,获得硬质聚氯乙烯双轴取向高性能管材产品。此外,还有热收缩定向记忆聚氯乙烯管、抗静电硬聚氯乙烯管材、复壁硬聚氯乙烯排水管等新型硬PVC管材。
1.2.4国内硬聚氯乙烯管材质量现状
(1)拉伸强度差。多年检测发现,许多产品的拉伸强度性能相对其他物理性能最容易达不到GB/T 5836.1-2006标准要求。好的PVC-U 管拉伸强度曲线应具有明显屈服,延伸率较大,而差的管材常常表现为脆性,易断裂。另外,人们通过分层测试法II在单轴导向PVC管破裂韧性测量表明[6]:单轴导向PVC管裂缝是在正切方向通过墙壁容易产生,而不是辐形地通过墙壁时容易产生。裂缝的成长是由连接的微小裂缝发展引起的,这与发现的方式II在碳纤维环氧复合物的破裂的机制是相似的。
(2)抗冲击性能较差。按GB/T 14152-2001 标准检测抗冲击性能,普通的产品一般都能达到标准的要求,但是相对差的产品甚至全部试样冲击,全部破裂。
(3)软化温度较低,易于遇热变形。表现在试验性能上,即是维卡软化温度(VST)较低。有些厂家为提高软化温度,简单地在配料时加大填料量,这样做的确可提高软化温度,但却使管材其它性能,尤其是抗冲击性、拉伸强度大大降低。要提高软化温度,而不降低或很少降低其它性能,就应在助剂选择、原料配比、生产工艺及生产机械上下工夫,不可轻率对待。需要特别注意的是以GB/T5836.1-2006 标准规定的管材配套使用的硬聚氯乙烯(PVC-U)排水管件,因为新标准的使用(维卡软化温度要求提高到79℃),致使好多原来根据旧标准生产的产品在近段时间内检测维卡软化温度都达不到新标准的要求。
(4)现今,饮水与健康关系深入人心,人们已经研究了氯乙烯基单体在PVC-U管里迁移时水质参量的作用情况[7],也就是PVC-U管输水过程VCM单体含量的问题。根据调查,在不同情况的水温、酸碱度和共溶固体条件下,在不同的暴露时间作对比,结果表明,在45°C,30天曝光以后,VCM单体浓缩量大于2.5ppb,但是水温在45°C以下时没有影响VCM单体迁移。在给水领域,PVC-U管处于劣势,但在排水领域由于其优良的性价比,仍处于优势。
1.3 国内外主要工艺路线介绍
硬质聚氯乙烯管材挤出成型工艺有:单螺杆挤出成型和双螺杆挤出成型路线。挤出过程分两个阶段:第一阶段是使固态塑料塑化并在加压下使其通过特殊形状的口模而成为截面与口模形状相仿的连续体;第二阶段是用适当的方法使挤出的连续体失去塑性状态而变为固体,即得所需制品。
1.3.1 单螺杆挤出机成型工艺
单螺杆挤出机又分为普通螺杆挤出机、双级排气式螺杆挤出机和排气式锥形单螺杆挤出机。普通螺杆挤出机一般适用于粒料的挤出,后两者既可采用粒料也可用粉料直接挤出,但用粉料时熔体塑化能力和压实程度较低,挤出流量不大稳定,由于是在高剪切和较高温度下加工,故稳定剂、加工助剂和外润滑剂的用量要适当增加。由于其混合、塑化性能较差,必须先将PVC粉料制成粒料后再挤出管材。
1.3.1.1 工艺路线
主辅原料配合→高速混合→低速搅拌→挤出造粒→粒料→单螺杆挤出机挤出→冷却定型→牵引→商标打印→切割→包装→管材制品
1.3.1.2 工艺参数
单螺杆挤出机规格的选用与所生产PVC管材直径有关,一种规格的挤出机能生产相对应的3~5个规格的管材。生产PVC管材直径应控制在螺杆直径的30%~130%范围内,管材直径一般在Φ250mm以下,选用挤出机螺杆转速在10~35r/min。表1.1列出了PVC管材直径与挤出机规格、最佳挤出量、挤出辅机之间的关系。
表1.4 PVC管材直径与挤出机规格、最佳挤出量、挤出辅机之间的关系
| 管材直径(mm) | 3~32 | 10~36 | 40~90 | 63~125 | 110~180 | 125~250 | 200~400 |
| 螺杆直径 (mm) | 30 | 45 | 65 | 90 | 120 | 150 | 200 |
| 转速(r/min) | 10~35 | 10~35 | 10~35 | 10~35 | 10~35 | 10~35 | 10~35 |
| 挤出量(kg/h) | 2~6 | 7~18 | 15~33 | 30~70 | 95~190 | 95~190 | 160~300 |
| 辅机型号 | GF63 | GF125 | GF400 | ||||
1.3.1.3 生产工艺
首先要将原材料通过成型前的准备,经过高速热混合和低速冷搅拌得到干混料,再过筛、塑炼造粒之后,进行下面过程:
(1) 挤出成型过程:单螺杆挤出机挤出PVC管材温度,从加料口到机头口模基本上由低到高,具体温度设定应根据原料配方、挤出机和机头结构、螺杆转速等因素确定,同时注意测温误差。
(2) 冷却定型过程:从机头挤出的物料处于熔体状态,形状不能固定,因此需要经过定型装置对物料加以冷却,以达到精确的尺寸,同时将其形状固定。
(3) 牵引工艺:牵引装置的作用是给机头挤出提供一定的牵引力和牵引速度,均匀将管材引出,并通过牵引速度调节管子的管壁厚度。牵引速度应该比管材挤出速度快1%~10%,克服管材离模膨胀效应。
(4) 商标打印:商标打印机是采用PVC专用印刷油墨通过滚轮印刷或电脑喷墨打印,或仿喷码打字机等将产品有关信息打印到管材上。
(5) 切割:切割装置是将连续挤出的管材,根据需要长度自动或半自动切断的设备。它由夹紧、切断(倒角或不倒角)、运行复位等一系列动作来完成管材的切割过程。对于硬质管材,较多使用的是圆盘踞切割和自动行星锯切割。
结束语
经过两个多月的努力,终于完成了对4000吨/年硬聚氯乙烯排水管生产车间的工艺设计。为了完成本次设计任务,我主要做了以下工作:调查目前硬PVC管材市场需求及销售情况;通过查找目前国内外硬PVC管材主要生产工艺情况,并结合本设计的年生产能力,选用成熟的双螺杆生产工艺;通过工艺计算(包括物料衡算和能量衡算)来进行设备选型及操作工艺参数的确定;车间布置、设备定员;对PVC-U排水管的市场销售价以及出厂价进行调查,结合当地生活消费水平以及经济情况,以便于把生产的PVC-U管定价在一个合适的价位;对安全生产和环境保护方面做了说明等。
此次设计可以说是对四年大学以来所学知识的一次系统的应用和检验,第一次把所学知识和实际工业化生产结合起来,是种尝试,不要求做到融会贯通,做得万无一失,但一定要做到符合实际,不伪造数据,对待科学的态度一定要严谨,不弄虚作假,作为设计者,我非常重视整个过程。
在这次设计中,我不仅培养了独立思考的习惯,还养成了严谨、负责、事实求是的科学态度。然而,对于初次设计者来说,由于缺乏经验,以及自身学术水平等因素,许多数据只能从各种资料中参考查取,难免有些地方与实际情况有出入,设计过程有错漏或者不详的地方,还请多多指教。
参考文献
[1] 杨涛.聚氯乙烯配方设计与制品加工[M].北京:化学工业出版社,2011,140~141.
[2] 高立新.我国塑料管道产业现状与发展前景[J].国外塑料,2005,23 (4):32~36.
[3] 王占杰.我国塑料管道行业“十一五”期间发展概况和“十二五”期间发展趋势浅析.中国塑料[J],2011,25 (4):1~5.
[4] 张明山,窦玉玲,申继国,陈明学,张青山.排水用硬聚氯乙烯管材[P].中国.99214749,2000.
[5] 刘廷华,黄锐,陈力辉,陈鹊,杨明华.双轴取向硬质聚氯乙烯管材的制造方法[P].中国.03117548,2005.
[6] D.B.West and R.W.Truss. Mode II delamination testing in uniaxially oriented PVC pipes[J].Journal of Materials Science. April 2004, 2789~2794.
[7] Muhammad H. Al-Malack, Sami Y. Sheikheldin, Nabil M. Fayad and Naseemuddin Khaja. Effect of Water Quality Parameters on the Migration of Vinyl Chloride Monomer from Unplasticized PVC Pipes[J]. Water,Air,& Soil Pollution, May 2000, 195~208.
[8] 李立新,周泽魁.PVC塑料管材成型工艺及设备[J].化学建材,2002,30 (3):29~31.
[9] 刘瑞霞.塑料挤出成型[M].北京:化学工业出版社,2005,65.
[10] 中国标准出版.《建筑用管材标准汇编》(非金属卷) [M].北京:中国标准出版社,2008.
[11] 丁志华,邱惠清.新型管材与管件[M].上海:同济大学出版社,2002,158.
[12] 郑德,李杰.塑料助剂与配方设计技术[M].北京:化学工业出版社,2002,383~392.
[13] 林师沛.聚氯乙烯塑料配方设计指南[M].北京:化学工业出版社,2002.
[14] 朱元庆,屠筱猷.聚氯乙烯管材制造和应用[M].北京:化学工业出版社,2002,11.
[15] 郑德,李杰.塑料助剂与配方设计技术[M].北京:化学工业出版社,2002,94~98.
[16] 徐佩弦.塑料制品与模具设计[M].北京:中国轻工业出版社,2001.7,305.
[17] 周永强,胡玉杰,武卫莉.高等学校毕业设计(论文)指导<材料类>[M].北京:中国建材工业出版社,2002.6,211~218.
[18] 潘祖仁,邱文豹,王贵恒.塑料工业手册 聚氯乙烯[M].北京:化学工业出版社,1998.8,647.
[19] 编写组.聚氯乙烯加工手册[M].北京:中国轻工业出版社,1992,222.
[20] 编写组.聚氯乙烯加工手册[M].北京:中国轻工业出版社,1992,101~125.
[21] 周永强,胡玉杰,武卫莉.高等学校毕业设计(论文)指导材料类[M].中国建材工业出版社,2002,211~222.
目 录
摘 要 I
Abstract II
目 录 1
第一章 概述 1
1.1 产品性能及特点 1
1.2 PVC-U管材需求、发展及市场 1
1.2.1 国外情况 2
1.2.2 国内情况 2
1.2.3 新型PVC-U管简介 4
1.2.4 国内硬聚氯乙烯管材质量现状 4
1.3 国内外主要工艺路线介绍 5
1.3.1 单螺杆挤出机成型工艺 5
1.3.2 双螺杆挤出机成型工艺 6
1.3.3 评价 7
1.4设计依据 8
1.5产品质量指标 8
1.5.1 PVC品种和相应的执行标准 8
1.5.2 建筑排水用PVC-U管材的执行标准 8
1.6产品方案 10
1.6.1 PVC-U管材规格确定 10
1.6.2 产品数量 10
1.6.3 配方设计 11
1.7工艺流程叙述 21
1.7.1成型料准备过程 21
1.7.2挤出成型过程 23
1.7.3定型包装过程 23
1.8 生产过程中的主要设备 23
1.8.1混合设备 23
1.8.2双螺杆挤出机 24
1.8.3管材辅机 26
第二章 工艺计算 31
2.1物料衡算 31
2.1.1原始数据 31
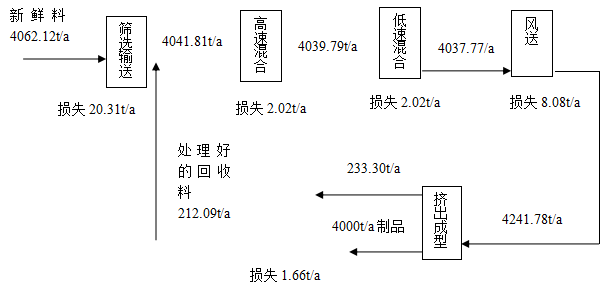
2.1.2物料衡算 31
2.2能量衡算 35
第三章 设备计算选型和能量衡算 36
3.1 混合机组 36
3.2 振动筛 36
3.3 螺旋上料机 36
3.4 挤出机生产线 37
3.5 计米印字机 38
3.6 破碎机 38
3.7 磨粉机 38
3.8 能量衡算 39
3.8.1电能 39
3.8.2冷却水 40
3.8.3耗气量 40
3.8.4消防设备 41
第四章 安全生产和三废处理 43
4.1安全生产 43
4.2环境污染方面 43
4.3 三废处理 44
4.3.1三废排放标准 44
4.3.2粉尘的防治 44
第五章 工艺参数 45
5.1配方参数 45
5.2设备参数 45
5.3工艺控制参数 49
第六章 生产成本估算 51
6.1固定成本计算 51
6.1.1设备成本投资 51
6.1.2车间定员及人员工资 52
6.1.3车间选址及土地投资 53
6.2可变成本计算 55
6.2.1原料费用计算 55
6.2.2水电费用计算 56
6.3生产总成本计算 56
6.3.1制造费用 56
6.3.2管理费用 57
6.3.3销售费用 57
6.3.4财务费用 57
6.4主要技术经济指标 58
6.4.1 PVC-U实壁排水管的价格表 58
6.4.2 利润计算 58
6.4.3主要经济指标 59
第七章 设备一览表 61
结束语 62
致谢 63
参考文献 64