


��ICP��112451047180��-6
�괦��10���ʯ���ʹ�Ԥ����ι������
ժҪ
���ڻ�������������ϸ�����������Ǧ���ͷ�������ϩ����������ֵ��������������չ�����������칹��������������������������ֵ����Ҫ���������ź�Ǧ���͵Ľ��ã����������칹����������˿��ٷ�չ�����Ʒ�칹���;��������ص㣺�칹���͵����ʸ��������ܵͣ�����ϩ���������ͱ�����Ʒ����ֵ�������{������ֵ���ж�С���о�������ֵ��RON�� ���������ֵ��MON��ͨ������� 1.5����λ������������͵�ǰ������ֵ��ʹ���͵���̺�����ֵ�к����ķֲ����Ӷ����Ʒ��������������ܡ�����칹��������������͵������֮һ�������ʺϹ������͵�������ͨ������ʯ���͵�����ֵΪ 60��70�� ͨ�����������칹������������ʯ���͵�����ֵ����� 10����λ���ϡ����������칹���������������ֵ�����Ч�ķ���֮һ���Ի�������Ҳ������Ҫ���塣
����������괦��10���ʯ���ʹ�Ԥ���⣬�깤��8000Сʱ�����괦���������֪ԭ��DMO��������Ϊ146.89��֣�����������������Ϊ10.03��֡���������ȶԹ������̷������ٸ��ݹ��ղ������йر�����Aspen Plusģ����������˼��ⷴӦ������������㣬������˶Է�Ӧ�����Ż����⣻����Ʋ��ù̶����й�ʽ��Ӧ������Ƴ���Ӧ�����ھ�Ϊ2.5m���ܳ�Ϊ7.5m�����Ӳ���φ25×2.5mm��һ��5017���������������У�����SW6-2011������DMO���ⷴӦ��������ǿ��У�ˣ����������豸����ƺ�ѡ�͡�����ƻ���DMO����εij��䲼�á��豸���ơ�����������Ͷ�ʹ�������˼������˵����
�ؼ���: ʯ���ʹ�Ԥ���⣻DMO���⣻�й�ʽ��Ӧ��
Ŀ¼
������� I
ժ Ҫ II
Abstract III
1 ���� 1
1.1 ��Ŀ���� 1
1.2 �����ص� 1
1.3 ��Ʒ��� 2
1.4 ��Ŀ�������� 2
2 �������� 3
2.1 ��Ŀ���� 3
2.2 ����ѡ�� 3
2.2.1 ���շ����Ƚ� 3
2.2.2 ���շ���ѡ�� 4
2.3 ����·�߽��� 5
2.3.1 ����ԭ�� 5
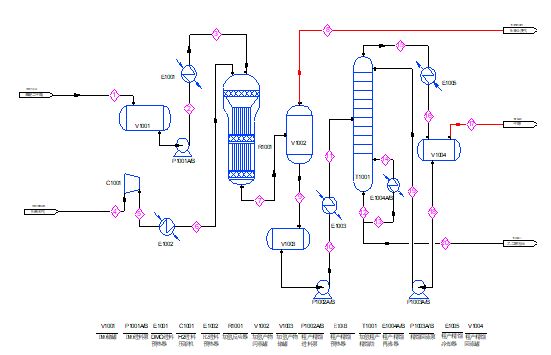
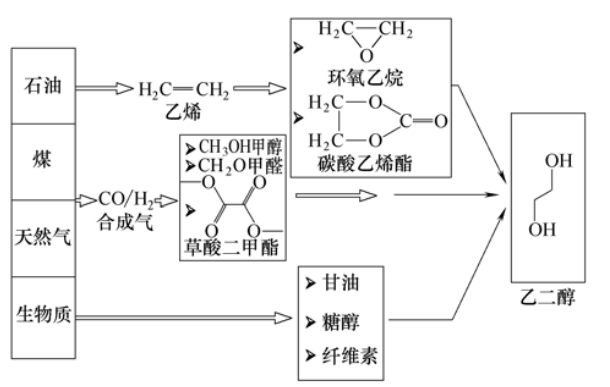
2.3.2 ��������ͼ 5
2.3.3 ������������ 6
2.4 ����ѡ�� 7
2.4.1 Cu/SiO2������� 7
2.4.2 HEG-1������� 7
3 ���Ϻ��㼰�������� 8
3.1 ���Ϻ��� 8
3.1.1 ���Ϻ�������� 8
3.1.2 ���Ϻ�������� 8
3.1.3 ���Ϻ�����ѭ��ԭ�� 8
3.1.4 ϵͳ���Ϻ��� 8
3.2 �������� 11
3.2.1 ���������Ŀ�� 11
3.2.2 ����������Խ�������� 11
3.2.3 ����������ѭ��ԭ�� 11
3.2.4 ϵͳ�������� 12
4 �豸ѡ�ͼ���� 14
4.1 ��Ʊ������� 14
4.2 ������ 14
4.2.1 ���� 14
4.2.2 ���������� 15
4.2.3 ��������Ԥ���� 16
4.2.4ѡ�ͽ�� 26
4.3 �� 27
4.3.1 ���� 27
4.3.2 ѡ��Ҫ�� 27
4.3.3 DMO���ϱ� 28
4.3.4 ѡ�ͽ�� 32
4.4 ѹ���� 33
4.4.1 ���� 33
4.4.2 ������� 33
4.4.3����ѹ������� 33
4.5 ��Ӧ�� 34
4.5.1 ���� 34
4.5.2��Ӧ��ѡ�� 34
4.5.3 DMO���ⷴӦ����� 34
4.5.4��Ӧ����� 37
4.5.5��Ӧ��ϸ����� 39
4.5.6��Ӧ���ṹ��� 39
4.5.7֧����� 45
4.6 ���� 47
4.6.1 ���� 47
4.6.2 ���� 47
4.6.3 ����ֲ�Ʒ���� 47
4.6.4 ѡ�ͽ�� 48
5 �Զ����Ƽ��DZ� 49
5.1 ������� 49
5.2 ��Ʒ�Χ���ֹ� 49
5.3 ������Ӧ 49
5.3.1 �DZ���ѹ������ 49
5.3.2 �DZ��õ�Դ 49
5.4 �豸���Ʒ��� 49
5.4.1 �õĿ��Ʒ��� 49
5.4.2 ѹ�����Ŀ��Ʒ��� 51
5.4.3 �������Ŀ��Ʒ��� 52
5.4.4 ��Ӧ���Ŀ��Ʒ��� 53
5.4.5 �����Ŀ��Ʒ��� 55
5.4.6 ���Ŀ��Ʒ��� 55
6 ���䲼�� 57
6.1 ������� 57
6.2 EG�ϳɳ��� 57
6.2.1 �������岼�� 57
6.2.2 �����豸���� 57
6.2.3 ���䲼��ͼ 58
6.3 ����ĵ�Ԫ�豸���� 60
6.3.1 �̶�����Ӧ������ 60
6.3.2 ���鲼�� 60
6.3.3 ����ѹ�������� 61
6.3.4 ������ 61
7 ����������ʩ 62
7.1 ���ԭ�� 62
7.2���� 62
7.3��ˮ 63
7.4���� 63
7.5���� 64
8 Ͷ�ʹ��� 65
8.1 ����˵�� 65
8.2 Ͷ�ʹ��� 65
8.2.1 �������� 65
8.2.2 ���㷽��˵�� 65
8.2.3 ����Ͷ�ʵ�һ�㹹�� 66
8.2.4 ���佨��Ͷ�ʹ��� 66
8.2.5���������ʽ� 69
8.2.6������Ͷ�ʻ��� 69
8.3�����ʽ��� 69
8.3.1�����ʽ���Դ 70
8.3.2Ͷ�ʹ�ģ 70
8.4 ��Ʒ�ɱ����� 70
8.4.1����������ɱ����� 70
8.4.2 �ɱ������ 71
8.5��̬���� 71
8.6��̬���� 72
������ 73
9.1 ����ܽ� 73
9.2��Ƹ��� 74
[�����] 75
�� л 77
1 ����
1.1 ��Ŀ����
ʯ���ʹ�Ԥ����(EG)�������ʴ�������ʽΪ(CH2OH)2��ʯ���ʹ�Ԥ������е����̵㡢�߷е������ԭ�Ե��ص㡣ʯ���ʹ�Ԥ������Ҫ���ڷ���Һ�������Լ�������ά�������ڹ��ڣ�����ʯ���ʹ�Ԥ����㷺�����ϼ�������(PET)�Լ�����Һ�ȡ����ھ������ķ���ռʯ���ʹ�Ԥ��������������90�����ϣ�ʹ�ҹ�ʯ���ʹ�Ԥ��������������ѵõ��˳������ϵĿ��ٷ�չ��
����Ʋ��ò������֬������ʯ���ʹ�Ԥ����ռ�������Ϊ�������С���һ��һ����̼�������������ϳɲ�����������ڶ������ᴿ��IJ���������������Ƶ�ʯ���ʹ�Ԥ���⡣�����ռ�����������ú����Ȼ���ĵط�Ͷ�����������ܳ������ԭ����Դ��ʵ�����ۺ���Ч��������Դ���Ʊ�����������ڳ�ѹ�͵���160��������½��У�����������������Ʊ�ʯ���ʹ�Ԥ������2.0MPa��210�������·�Ӧ���˴���Ӧ�д����ķ�Ӧ���ȿɻ��������á�������·��ԭ�������ʸߣ�����������ȾС���ɴ������������̵��ۺϾ���Ч�档
1.2 �����ص�
����������ɲ����������ʯ���ʹ�Ԥ�����ȫ�����úϳ���Ϊԭ�Ͻ��У�ʹʯ���ʹ�Ԥ����ϳ�����Ҫ��ԭ�ϣ����е����ļ۸�ͷḻ����Դ��Ϊ�˽���ԭ�ϳɱ�������ȫ�����ƹ㹤�����̴���������������ʹ�ϳ�����ʯ���ʹ�Ԥ����ռ���������ʵ���Ժ��Ƚ��ԡ��������Ƚ��ϳ���ԭ�ϵ���װ��HDMO�ʹ������й�ʽ��Ӧ���н��д���Ӧ���������ᴿ�IJ���������ķ�Ӧβ����ͨ��������������������������������ƺ�IJ����������������������������ʯ���ʹ�Ԥ���⣬DMO�����ⷴӦ����HEG-1�ͼ��������ʹ��ԭ�ϲ��������ת����≥98%������ʯ���ʹ�Ԥ����ѡ����≥95%��
1.3 ��Ʒ���
��1 ��Ʒ���һ����
1.4 ��Ŀ��������
�ݹ�ȫ��ҵ�Ϻϳ�ʯ���ʹ�Ԥ���������ȫ������ʯ�ͺϳ�·�ߡ������ܵ��ͼ۲������ߺ���ԭ���г���Ӱ�죬���ʯ���ʹ�Ԥ����ϳɳɱ�Ҳ�������ߡ�ʯ��·���Ʊ�ʯ���ʹ�Ԥ����·��Ҫ���ٹ�����Ȼ���Ʊ�ʯ���ʹ�Ԥ�������ú��ҵ�Ʊ�ʯ���ʹ�Ԥ����·�ߵ���ս��Ŀǰ���й�ʯ�ͺϳ�·������ʯ���ʹ�Ԥ�����ܵ���ϩ��������Ӱ�죬��������������������г�������
��ˣ�ú��ҵ�Ʊ�ʯ���ʹ�Ԥ����·�ߵĿ����������þ��Ե���Ϊ��Ҫ����Щ������ú�����ϳ�ʯ���ʹ�Ԥ�����·��ȡ���˾�ͻ�ƣ��Ժϳ����ϳɲ��������������Ϊ�����Ĺ��ռ���·��ȡ���˹�ҵ���ijɹ���
1 ����
1.1 ��Ŀ����
ʯ���ʹ�Ԥ����(EG)�������ʴ�������ʽΪ(CH2OH)2��ʯ���ʹ�Ԥ������е����̵㡢�߷е������ԭ�Ե��ص㡣ʯ���ʹ�Ԥ������Ҫ���ڷ���Һ�������Լ�������ά�������ڹ��ڣ�����ʯ���ʹ�Ԥ����㷺�����ϼ�������(PET)�Լ�����Һ�ȡ����ھ������ķ���ռʯ���ʹ�Ԥ��������������90�����ϣ�ʹ�ҹ�ʯ���ʹ�Ԥ��������������ѵõ��˳������ϵĿ��ٷ�չ��
����Ʋ��ò������֬������ʯ���ʹ�Ԥ����ռ�������Ϊ�������С���һ��һ����̼�������������ϳɲ�����������ڶ������ᴿ��IJ���������������Ƶ�ʯ���ʹ�Ԥ���⡣�����ռ�����������ú����Ȼ���ĵط�Ͷ�����������ܳ������ԭ����Դ��ʵ�����ۺ���Ч��������Դ���Ʊ�����������ڳ�ѹ�͵���160��������½��У�����������������Ʊ�ʯ���ʹ�Ԥ������2.0MPa��210�������·�Ӧ���˴���Ӧ�д����ķ�Ӧ���ȿɻ��������á�������·��ԭ�������ʸߣ�����������ȾС���ɴ������������̵��ۺϾ���Ч�档
1.2 �����ص�
����������ɲ����������ʯ���ʹ�Ԥ�����ȫ�����úϳ���Ϊԭ�Ͻ��У�ʹʯ���ʹ�Ԥ����ϳ�����Ҫ��ԭ�ϣ����е����ļ۸�ͷḻ����Դ��Ϊ�˽���ԭ�ϳɱ�������ȫ�����ƹ㹤�����̴���������������ʹ�ϳ�����ʯ���ʹ�Ԥ����ռ���������ʵ���Ժ��Ƚ��ԡ��������Ƚ��ϳ���ԭ�ϵ���װ��HDMO�ʹ������й�ʽ��Ӧ���н��д���Ӧ���������ᴿ�IJ���������ķ�Ӧβ����ͨ��������������������������������ƺ�IJ����������������������������ʯ���ʹ�Ԥ���⣬DMO�����ⷴӦ����HEG-1�ͼ��������ʹ��ԭ�ϲ��������ת����≥98%������ʯ���ʹ�Ԥ����ѡ����≥95%��
1.3 ��Ʒ���
��1 ��Ʒ���һ����
| ��Ŀ | ָ�� | |
| ʯ���ʹ�Ԥ������� | ��е���ʡ�������ɫ | |
|
ʯ���ʹ�Ԥ������������% |
99.8 | |
| ɫ�ȣ���-�ܣ�/(����ǰ) < | 5 | |
|
�ܶȣ�20 |
1.1128—1.1138 | |
|
�г̣�0 0.1033MPa�� |
����㣨 |
196 |
|
�ɵ㣨 |
199 | |
|
ˮ�֣�%�� |
0.1 | |
|
��ȣ�%�� |
0.002 | |
|
��������%�� |
0.00001 | |
|
�ҷ֣�%�� |
0.001 | |
|
��ʯ���ʹ�Ԥ�������ʯ���ʹ�Ԥ���⣨%�� |
0.1 | |
|
ȩ������%�� |
0.001 | |
| �������ʣ�%�� |
220nm |
70 |
|
275nm |
90 | |
|
300nm |
98 | |
�ݹ�ȫ��ҵ�Ϻϳ�ʯ���ʹ�Ԥ���������ȫ������ʯ�ͺϳ�·�ߡ������ܵ��ͼ۲������ߺ���ԭ���г���Ӱ�죬���ʯ���ʹ�Ԥ����ϳɳɱ�Ҳ�������ߡ�ʯ��·���Ʊ�ʯ���ʹ�Ԥ����·��Ҫ���ٹ�����Ȼ���Ʊ�ʯ���ʹ�Ԥ�������ú��ҵ�Ʊ�ʯ���ʹ�Ԥ����·�ߵ���ս��Ŀǰ���й�ʯ�ͺϳ�·������ʯ���ʹ�Ԥ�����ܵ���ϩ��������Ӱ�죬��������������������г�������
��ˣ�ú��ҵ�Ʊ�ʯ���ʹ�Ԥ����·�ߵĿ����������þ��Ե���Ϊ��Ҫ����Щ������ú�����ϳ�ʯ���ʹ�Ԥ�����·��ȡ���˾�ͻ�ƣ��Ժϳ����ϳɲ��������������Ϊ�����Ĺ��ռ���·��ȡ���˹�ҵ���ijɹ���
����ܽ�
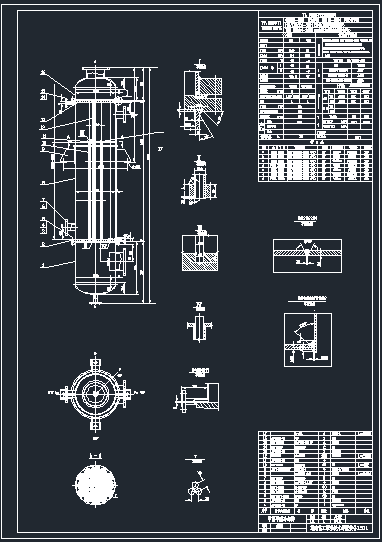
������Ƶ�һ�¼�����ʯ���ʹ�Ԥ���ҵ�ĸſ���������ʯ���ʹ�Ԥ����ϳɹ�ҵ�е���Ҫ�����ľ��������˶Աȡ��ڶ����ںϳ�ʯ���ʹ�Ԥ�������ѡ������ŵĹ���·�ߣ���ѡ��������ʵĴ����������½�����ϵͳ�����Ϻ�����������㡣�����½������豸��ѡ������㣬���а�������������Ӧ�������ͱá���Ƴ��˷�Ӧ���ڹ�ѡΪΦ25×2.5mm����Ӧ������Ϊ5017�����������������С���Ӧ���ھ�2.5m�����������߶�Ϊ7.34m���ܳ�LΪ7.4m����ͷ�ĸ߶�Ϊ0.625m����Ӧ���ij���HΪ8.55m������SW6-2011���������˷�Ӧ����ǿ��У�ˣ��������Ҫ������Ϊ�Զ����Ƽ��DZ����ƣ���ϸ�����˱��������õĿ��Ʒ�����������Ϊ���䲼�ã��Գ����Լ��豸���岼�ý�����˵���������»���������ʩ�������Ϻ�������Ⱦ�����������ʩ���ڰ���Ͷ�ʹ��㣬�Ľ����˱����Ͷ���÷Ѽ�����̬������
[�����]
[1]������,�Բ���,��˳��.ʯ���ʹ�Ԥ�����������յ���״����չ����[J].���ʼ���,2012,33(4):26-32.
[2]��̩.ǧ�ּ��ϳ�����ʯ���ʹ�Ԥ����ռ�������ȡ���ش�ͻ��[J].���տƼ�—�Ƽ�����,2011(9):12-18.
[3]��Ԫ��,��սʡ,��ٻٻ����.��������������ʯ���ʹ�Ԥ�����о���չ[J].ɽ������,2014,43:7-8.
[4]�й�ʯ�ͻ����ɷ�����˾���й�ʯ�ͻ����ɷ�����˾�Ϻ�ʯ�ͻ����о�Ժ.����ʯ���ʹ�Ԥ�����1,2-�������ķ���.2014.05.07,Ȩ��Ҫ����.
[5]��ѧǿ,����,����,��.����ú��ʯ���ʹ�Ԥ������״����չ����[J].�ྻú����,2014,20(6):36-42.
[6]���ȫ.������ʯ���ʹ�Ԥ�����״���������г�Ӫ�������о�[J].���ݻ���,2014,4(23):20-28.
[7]����÷,ʯ�Ը�.�ϳ���������������ȡʯ���ʹ�Ԥ����ļ�����չ[J].�������,2011,49(5):59-68.
[8]ʷ��,��ӱ,ʯ�鲨,��.ú��ʯ���ʹ�Ԥ�����ƷƷ�ʵ�̽��[J].��������,2014,27(6):47-60.
[9]��־��.ú��ʯ���ʹ�Ԥ���⼼����ҵ��֮̽��[J].�������,2011,49(3):23-29.
[10]���.ú��ʯ���ʹ�Ԥ���⾺��������[J].��ѧ��ҵ,2014,32(5):30-34.
[11]����,�ڴ�÷.�ҹ�ú��ʯ���ʹ�Ԥ�����ҵ��������ǰ��[J].��ѧ��ҵ,2012,30:5-7.
[12]����ѫ,�½���,����,��.ʯ���ʹ�Ԥ�����Ʒ����Ӱ�����ص��о���չ[J].����������,2004,22(8):15-18.
[13]����ԭ�����м���.ú·����ʯ���ʹ�Ԥ������������[J].ҽҩ����,2007,20-24.
[14]����.ú��ʯ���ʹ�Ԥ������в������ϳɴ������о�[D].�й���ѧԺ�о���Ժ˶ʿѧλ����,2011,56-70.
[15]����Զ,��ά��,������,��.������������ϳ�ʯ���ʹ�Ԥ������̵�����ѧ���������[J].ʯ�ͻ���,2008,37(1):30-36.
[16]������,��ά��,Ф�ĵ�,��.����������ϳ�ʯ���ʹ�Ԥ���ⷴӦ���о�[J].ʯ�ͻ���,2007,36(4):17-25.
[17]����Ȼ.�ϳ�����ʯ���ʹ�Ԥ�������ķ��빤���о�[D].����������ѧ˶ʿѧλ����,2011,60-84.
[18]����Զ,������,��ά��,��.���������֯��ЧӦ��ͭ�������ڲ��������������ϳ�ʯ���ʹ�Ԥ���ⷴӦ�е�Ӱ��[R].��ѧѧ��,2010,68(13):1285-1290.
[19]�����,��˶,����,��.����������ͭ�����������������о���չ[J].������չ,2013,32(4).
[20]���Ĺ�,�Ų�,��ΰ,��.���������������ʯ���ʹ�Ԥ���ⷴӦ��ģ�����[J].2013,6:32-41.
[21]����Ƽ,����,��ǿ,��.������������������ʯ���ʹ�Ԥ��������о���չ[J].��ҵ��,2014,22(10).
[22]�й�ʯ�������Ϻ���������˾[M],������������ֲ�.��ѧ��ҵ������,2009:890-1598.
[23]�Ϻ����꼯��.ú��ʯ���ʹ�Ԥ������������о���չ[R].���꼯��,�Ϻ���������˾.
[24]������,�����,����,��.�������[M].��ѧ��ҵ������,2012:20-65.
[25]������,�Ե���,��ͼ��,��.����ԭ��[M].��ѧ��ҵ������,2005:17-50.
[26]������,���ҵ.�����������[M].��ѧ��ҵ������,2005:23-52.
[27]������,����ҵ,������,��.�����豸��е����[M].����������ѧ������,2013:19-30.
[28]������,�һ,����Ƽ,��.�������̷��빤��[M].����������ѧ������,2012:30-46.
[29]������.��������ģ��ʵѵ——Aspen Plus�̳�[M].��ѧ��ҵ������,2013:16-51.
[30]������.����ԭ���γ����[M].��ѧ��ҵ������,2011:23-49.
[31]��ƽ,Ǯ��ǿ,����,��.����������ͼ[M].�廪��ѧ������,2011:12-43.
[32]Ѧ��.���İ�AutoCAD 2010�����̳�[M].�廪��ѧ������,2009:10-43.