



苏ICP备112451047180号-6
基于PLC的滑台式自动攻螺纹机的控制系统设计
前言
钻孔和攻螺纹是当今社会生产发展生产的一种重要的生产方式,也是生产中的必不可少的重要环节,在许多企业、公司有着很重要的地位,许多产品、工件都学要螺纹来进行辅助生产。然而现在工厂中使用的大多是老式的攻螺纹机,这种机器不仅结构复杂,而且操作很不方便,发生过故障的情况也比较多,排查这些故障也十分不易。这些种种的因素就导致了生产效率的低下,不能满足当今社会生产力的需要,不适合如今的生产发展。而在现代发展中出现的PLC技术,而且通过不断的研究发现如果将PLC技术运用再机床上的话,就可以解决操作的困难和故障排除上的各种问题,这样不仅能够提高系统的精度、生产的效率和工作人员工作量的减少,而且还可以为国家节约大量的资源,并且生产出来的工件也能基本符合生产需要的尺寸。
我们需要将钻孔和攻丝着两种工艺放在一起,这样就可以更加节省时间、资源的许多方面,因此将两者组合起来构造一个组合机床是很有必要的。通过一些专用的夹具和方便的控制系统,就可以生产出不同需求的产品了。通过观察社会生产中的使用的一些组合式的机床我就不难发现,这些机床在生产效率上要远远高于普通的机床。而我们了解到PLC的各种优势之后,如果将这种控制系统放在我们要设计的机床上之后,我相信一定会有效的提高生产的效率,精度等也会提高,同时也会降低生产工人人一些操作困难,在提高生产效率的前提下,又可以提高生产的效率,这是所有现代工厂追求的主要目标。
在定好目标后,我再查阅资料,网上搜索相关的信息,整理好相关的计划,我发现是可以完成这次设计的。可编程控制器是整个机床所有控制的根本之处,也同样是不可少的基本。了解到我国现在工厂中的一些生产状况和制造条件,我不难发现此次设计的好处还是很高的,这对于提高制生产造业拥有不可少作用。为了能够将该系统成功的设计和制造出来,首先应该了解该技术的整体情况。现在,我国是一个发展中国家,并且正出自身发展的高峰期间,如果将这一生产改进的技术应用在机床的各个领域并且来进行推广,这将对我国经济的成长和生产产生不可或缺的作用。
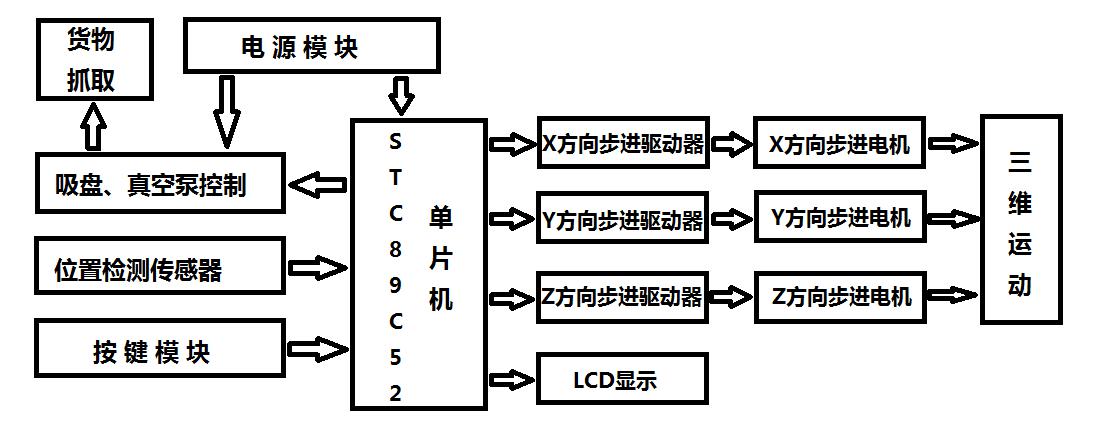
本次毕业设计的主要是想完成两工位钻孔攻丝组合机床在现实生产中的使用目标。因此我要先设计好整个机床的本体,机床有各个不同的零件和工位组成,包括可移动的滑台、可控制滑台的手动轮、钻孔的地方有钻头、攻螺纹的位置有丝锥,在可以动滑台上还有一个专用的夹具可以装夹各种的工件,这些构成了机床的这个工作的部分。因为在日常的学习中我了解到液压系统是一种有效并常用的动力系统,在实际上生产的各个领域有着不错表现,所以我决定用液压系统来控制整个滑台的运行。论文简要介绍了机床的整体设计、硬件和软件的设计、机床特点与其在现实生活中的应用,重点介绍PLC的编程特点和方式来进行本次的课程设计。
目 录
摘 要 1
Abstract 1
前言 4
第一章 课题概述
1.1课题设计的主要目的 7
1.2 课题设计的主要意义 7
1.3 自动共螺纹机的应用 7
第二章 攻螺纹机设计要求 9
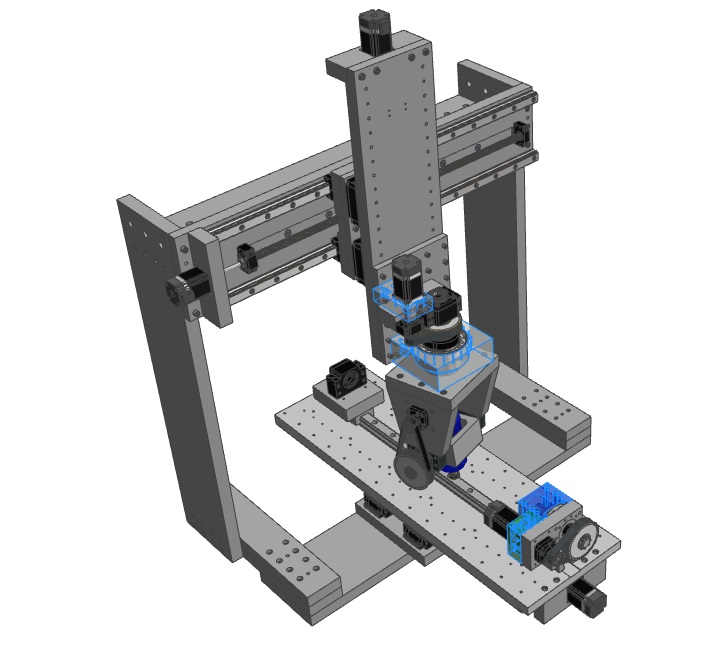
2.1 攻螺纹机机床整体设计 11
2.2 机床整体的工艺流程 12
第三章 攻螺纹机硬件设计 12
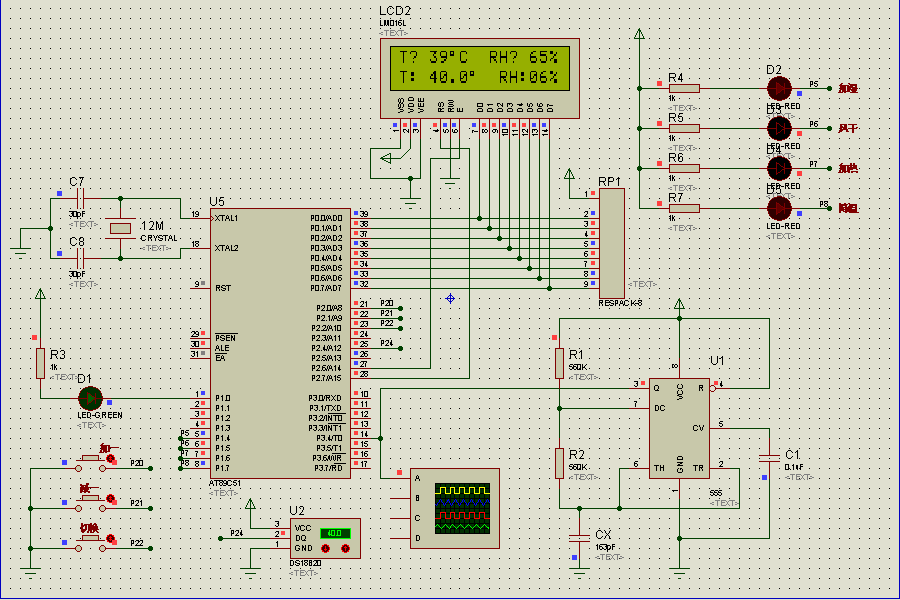
3.1 攻螺纹机主电路设计 12
3.2 PLC型号的选择和确定 14
3.3 I/O地址分配 16
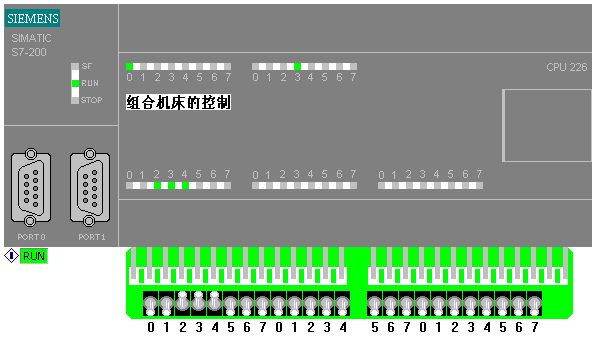
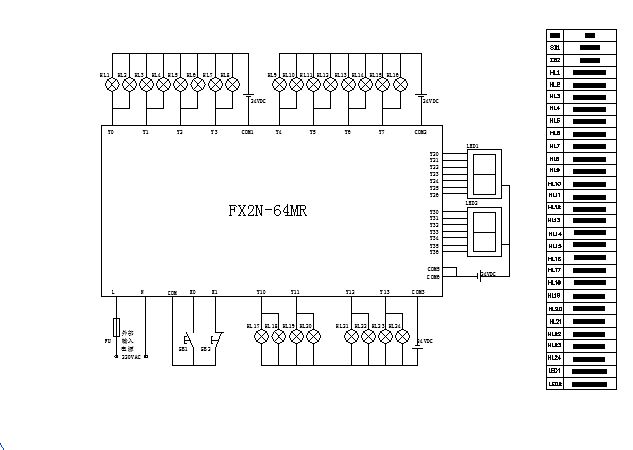
3.4 PLC接线图 18
第四章 程序设计 18
4.1 内部地址 20
4.2 PLC梯形图程序 26
第五章 调试 28
5.1 机床调试的工作过程 28
5.1.1 调试准备 28
5.1.2通电试车 28
5.2控制系统调试的主要步骤 29
5.2.1模拟调试 28
5.2.2联机调试 28
5.3机床试运行 29
5.4调试结果 29
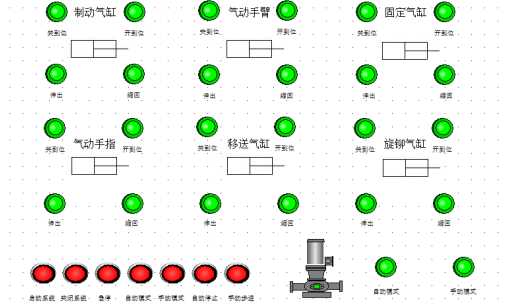
5.5仿真过程 30
致谢 34
参考文献 35
第一章 课题概述
1.1课题设计的主要目的
通过查阅资料和日常生活可以了解到,我们现在的生产中的大多企业用的还是老式的攻螺纹机,这种机床不仅生产出来的工件不能有效地达到工艺要求,而且生产费时费力,不适合如今快节奏的生产方式。社会的发展使得科技也在不断跟新和加工的要求日益提高,通过了解社会发展,和自身学习中的一些问题,所以我就考虑将改造或者设计现有的机床,这样的话应该就可以帮助到如今社会的生产,提高生产的效率,因此我就完成了这次设计的方向。
我国现在工厂使用的攻螺纹机系统大多一般使用的是传统的继电器--接触器的原理。因其硬件电路比较复杂、可靠稳定性差、故障的诊断和排除困难,从而影响发展生产。PLC电气控制系统可以有效的解决这一缺陷,因此使用PLC设计自动攻螺纹机可以有效解决地这一问题。
此次设计的基于PLC的滑台式自动攻螺纹属于组合机床,并且基于PLC控制的组合机床拥有以下特点;1)不需要大量的零件和装用的设备,在整体的安装和操作上可以远远优越于各中老式的机床。2)只是用少量的通用零件,在使用有损坏的时候可以及时的处理和更换,这样也不会影响正常的生产,这也体现了其低成本,效率高的优点。3)当被加工的零件变换时,我们不需要根据零件来设计专用的更换部件,可以重复使用原来设计好的标准件。4)组合机床应对如今社会生产的需求。
1.2 课题设计的主要意义
现代社会经济和生产发展中,产品的质量要求在不断提高,并且机床加工对效率要求也越来越高。数控机床,加工中心已经成为现代生产和制造的主要方法。
因此为了提高机床的生产率,让工人的生产条件进一步改善,对现有机床进行PLC是具有重大的意义存在的,本文正是利用了PLC 控制技术具有功能强,速度快,可靠性高,经济实用等特点,利用现有的机床进行合理的改造,并分析了其使用的性能,从而来达到设计的意义。
PLC是一种数字运算操作的电子系统、可编程逻辑控制器,利用其设计的机床都有以下几点优点:安装过程、调试工作简单;维修工作量小,维修方便等特点。它使用了编程程序的记忆以储存指令。利用PLC编程简单 ,易学易用的特性可以让操作人员短时间内掌握操作。并且通过PLC制造的设备额可以大大减少控制设备的外部接线,而且PLC一般采用模块结构,具有自我排除障碍功能,维修时只需要跟换相应的零件,所以维修十分方便,最重要的是可以改变程序来完成不同产品的加工。
本次的课程设计通过PLC的应用,使机床与PLC有机的结合在一起,更容易的能够完成生产任务,使用基于PLC的滑台式自动攻螺纹机更能极大的减小工人的工作量,提高工厂的生产效率。同时也可以通过PLC这种十分便利的技术跟家可以保护工人的安全,避免不必要的危险。
1.3 自动攻螺纹机的应用
钻孔攻丝组合机床时综合能力较高、安全可靠、机械自动化的生产线。它的特征是具有高效率、高品质、生产经济实用,因而被大量应用于生产制造、交通方面、现代能源、轻工生产制造等方面。我国原有的自动攻螺纹主要采用电和气或者液压控制,它的加工对象主要是生产批量比较大的零件,完成钻孔、扩孔等,加工各种螺纹、镗孔、车端面和凸台,和铣削平面等一些工作。伴随着现代技术的不断发展和前进,一种新型的钻孔攻丝方式受到人的注意,它应用多位的主轴箱、可换的主轴箱、通过夹具和刀具的自动更换,加上可编程控制器(PLC),数字控制(NC)等来进行控制生产,能任意改变工作的生产方式调节生产模式,并能可以完成多种多样的钻孔攻丝要求。
两工位钻孔攻丝组合机床是一种广泛使用于社会上的一些大型企业,同时也是中小性企业不可缺少的一种生产加工方式,这类机床大大改善了生产环境和生产条件,让公司乃至整个社会的生产有着很大的提升。这种机床的电气系统由主拖动和控制系统两部份构成。主拖动系统可以分为以下四个方面:晶闸管-直流电动机(SCR-D)模拟直流调速系统、JF-D 调速系统、全数字直流调速系统和交流变频调速系统。控制系统有继电器逻辑控制系统和继电器与 PLC 结合的控制系统。JF-D 调速系统是上世纪 60 年代在机床上一直使用的调速系统,现在该系统控制的机床在我国的一些大型的或者中性的企业中还是有不少存在的。JF-D 主要由直流发电机、直流电动机和交磁放大机组成。它实现工作的方式为:通过交磁放大机控制直流发电机的励磁电压,后者控制直流发电机的输出电压,来控制直流电动机的电枢电压,来达到控制电机转速的目的。并且还有二台交流电动机和一台直流发电机为此来进行工作,大的交流电动机是直流发电机,小的交流电动机是交磁放大机的原动机,直流发电机为直流电动机的励磁绕组提供励磁电压。但是,JF-D 型的两工位攻丝床的控制系统还存在以下问题:
(1) 进行检查和修理较为麻烦。
(2) 控制系统的电路连接麻烦,不易查找和检修一些在生产中发生的一些故障。
(3) 在大量使用过后,继电器就需要及时跟换。
(4) 机器就会有老化的表现。
(5) 控制就会十分固定,不灵活。
(6) 机床的调速系统存在能耗大、噪音大、而且工作效率低。
在实际应用当中,自动攻螺纹机不仅仅可以保证加工的效率,工人加工是操作的安全性和简单性,并且可以有效提高生产的质量。通过机床来生产可以让生产出来的产品拥有一定的一致性、标准性。在现实工厂的生产中可以保证需要时能够及时保质保量得加工出能够应用得工件,这样就能保证工厂工作的有序性。
参考文献
[1] 廖常初. PLC基础及应用. 北京:机械工业出版社,2012.4
[2] 何衍庆. 可编程序控制器原理及应用技巧. 北京:化学工业出版社.2011
[3] 高安邦等编. 新编机床电气与PLC控制技术. 北京:机械工业出版社,2008
[4] 钟肇新.可编程序控制器原理及应用.北京:华南理工大学出版社2011
[5] 贺家李. 电力系统继电保护原理. 北京:中国电力出版社,2012
[6] 陶权. PLC控制系统设计、安装与调试. 北京:北京理工大学出版社,2011.7
[7] 任杰.数控机床的调试和维修.西安:西安机床厂,2009-12-02
[8] 许晓扬.专用机床设备设计.重庆大学出版社.2003,7.
[9] 方强, 李丽娜, 孙宏昌等.《PLC可编程控制器技术开发与应用实践》.电子工业出版社2009-08-01
[10] 黄晓红.《工厂电气控制与可编程控制器》.中国科学技术出版社.2004-01-01
[11] 唐贤永.《可编程序控制器及其应用》.重庆大学出版社.1994-5-1
[12] 张红霞 桂伟.基于S7-200 PLC的液压滑台式自动攻螺纹机系统改造设计.信息通信.2013年8期
[13] 侯玉秀.《用PLC改造M8820轴承磨床的电气控制系统》.《长春理工大学学报》.2004年3期
[14] 陈文菊.《基于直流数字调速方案的龙门刨床电控系统改造》2009
[15] 李国昌.《浅谈车床电气控制系统设计》.2011年5期
[16] 李秀敏.《组合机床行业现状与发展思考》.期刊名称:《航空制造技术》.2003年4期
[17] 吴立梅.《组合机床发展及相关特点分析》.期刊名称:《科技资讯》.2010年8期
[18] 邵卿.《基于PROFIBUS的伺服参数读写技术在组合机床上的应用》.2009
[19] 王加伟.《镗孔车端面自动机床的研究》.2008
[20] 路世强 康文利.《攻丝靠模机构的研制》.期刊名称:《机械设计与制造》.2009年8期