














苏ICP备112451047180号-6
基于PLC的高炉卷扬变频调速系统设计
摘要
本文以高炉卷扬机为调速对象,S7-300 PLC为控制器,6SE70变频器为驱动器,秉承节能、安全与网络化的设计理念,设计了一个基于PROFIBUS DP的网络化自动变频调速系统。经过系统硬件设计、系统软件设计与系统仿真模拟调试,初步实现了高炉卷扬变频调速系统对生产工艺流程的自动化与网络化。本系统具有显著的高效性、稳定性和可靠性,可以实现自动操作与手动调试两种远程控制模式,以及现场手动调试与维护控制模式。WinCC监控画面实时监视本系统设备的运行状态,能对本系统进行相应的参数设定与操作控制,能及时对本系统的故障与报警做出正确的指示与处理。本文根据工业自动化设计流程,从系统生产工艺分析、系统总体方案构思、系统硬件设计、系统软件设计和系统上位组态设计,到系统仿真模拟调试,做出了较为全面详细的说明,对相关的变频调速系统的设计有一定的参考价值。
关键字:PLC;6SE70;WinCC;高炉卷扬机;变频调速
目录
摘要 I
ABSTRACT II
1 绪论 1
1.1 本设计的课题背景 1
1.1.1 高炉卷扬调速系统概况 1
1.1.2 高炉卷扬调速技术概况 2
1.2 本设计的实用价值 3
1.3 本设计的主要内容 3
2 高炉卷扬调速系统总体方案分析设计 4
2.1 高炉卷扬调速系统工艺分析 4
2.1.1 高炉卷扬调速系统的特点 4
2.1.2 高炉卷扬调速的工作过程 5
2.2 交流变频调速矢量控制分析 6
2.2.1 矢量控制变频调速基本原理 6
2.2.2 本设计6SE70矢量控制原理 6
2.3 卷扬变频调速系统总体设计 7
2.3.1 本设计系统的总体构思 7
2.3.2 本设计系统的主要设备 8
2.3.3 本设计基础自动化设计 9
3 高炉卷扬调速系统硬件设计与组态 10
3.1 主电路的设计 10
3.1.1 安全与抗干扰措施 10
3.1.2 现场操作电路设计 10
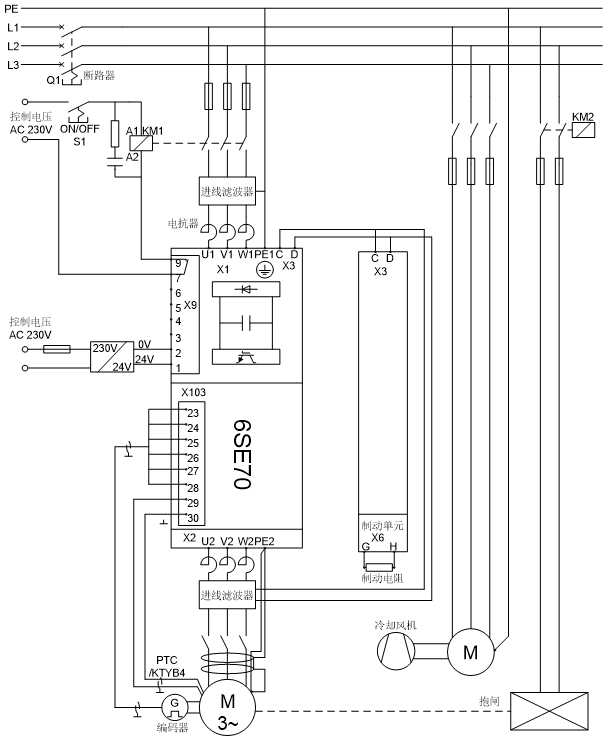
3.1.3 变频器电路设计 11
3.2 控制电路设计 12
3.2.1 系统电气控制要求 12
3.2.2 电气控制电路设计 13
3.3 硬件组态设计 15
4 高炉卷扬调速系统软件设计与调试 19
4.1 变频器参数设置 19
4.1.1 恢复工厂设置 19
4.1.2 简单应用设置 19
4.1.3 通讯参数设置 20
4.2 程序控制流程图 22
4.2.1 主程序控制流程 22
4.2.2 手动操作流程图 22
4.2.3 自动操作流程图 23
4.3 程序设计的方法 24
4.3.1 建立通讯DB块 24
4.3.2 通讯程序的编写 24
4.3.3 基本程序的编写 25
4.4 程序的模拟调试 26
5 高炉卷扬调速系统上位组态与设计 27
5.1 建立用户项目 27
5.2 组态监控变量 27
5.3 设计监控画面 28
5.3.1 组态主页画面 28
5.3.1 组态操作画面 28
5.3.3 组态报警画面 29
5.3.4 组态趋势画面 29
6 高炉卷扬调速系统模拟调试与分析 30
6.1 系统软件测试 30
6.2 通讯功能测试 30
6.3 输入输出测试 31
6.4 人机界面测试 31
结论与展望 32
致谢 33
参考文献 34
附录A 变频器(6SE70)闭环矢量控制 35
附录B 本设计的S7-300 PLC源程序 36
1 绪论
1.1 本设计的课题背景
中小型高炉,由于生产工艺设备与控制技术落后,导致其劳动生产率低下、能耗高并且污染严重,已不能适应当今高炉大型高效化的发展趋势。但在我国,中型高炉仍有很大的发展价值。变频技术的发展,交流调速将逐渐替代直流调速,网络化将成为变频调速系统的发展目标。作为中型高炉料车上料系统的动力系统,采用先进的设备与技术对高炉卷扬调速系统进行优化设计,是解决其落后问题最有效的方法之一。
1.1.1 高炉卷扬调速系统概况
高炉卷扬调速系统以前主要采用继电控制,这种控制系统线路复杂,操作工人劳动强度大,操作环境恶劣,设备故障率高,系统工作速度慢,系统扩展能力低,系统控制精度低,工作模式单一,不能实现自动化生产。对于高炉日益强化的冶炼要求,这种控制系统不但无法满足,而且严重制约了高炉炼铁的生产能力。
计算机控制技术在高炉上的应用,标志着高炉炼铁技术开始进入现代化,世界上主要产钢国的高炉生产都采用了计算机控制技术。先进的自动检测仪表的出现,为高炉生产自动控制提供了可靠的数据保障。计算机强大的信息处理能力和逻辑控制功能,推动了高炉生产自动化的发展。高炉生产自动控制系统主要包括电气控制系统(E)、仪表检测系统(I)和过程控制计算机系统(C)。
分布式控制系统(DCS)和PLC技术的出现,把电气控制和仪表检测控制两大系统融合在一起,即电气仪表基础自动化系统。电气仪表基础自动化系统与过程控制计算机系统通过专用的网络进行通讯,实现数据信息的交换,并且分布式控制系统和PLC控制系统网络中的各个控制站之间,也可以通过这个专用的网络实现数据信息交换,这种结构系统称为EIC一体化自动控制系统。由于EIC一体化自动控制系统实施效果好,经济效益高,便于统一组织管理,因此拥有巨大的应用与发展价值。EIC一体化自动控制系统不仅是高炉卷扬调速系统的发展趋势,而且是所有与EIC相关的系统的未来。
1.1.2 高炉卷扬调速技术概况
早期的高炉卷扬机,主要采用绕线异步电动机。通过在电动机的转子回路中串入若干电阻,由接触器控制接入电阻的多少来实现有极调速;通过改变定子相序来实现反转运行。这种调速方式原理简单,投资小,对现场维护人员要求低。但其缺点是:起动和换档时产生的冲击电流大,极易造成料车掉道、挂车事故;低速时,电动机的机械特性软,对负载变化适应性差;电动机的转速对电网电压的波动极其敏感;料车起动困难而且停车速度高,料车冲顶事故频频发生;系统运行时电磁噪声大,直接影响到操作工人的工作与健康。因此传统的高炉卷扬调速已不能满足社会的发展需求。
直流调速系统,因为具备有起动转矩大,控制简单,调速平滑等优点,备受大型企业的青睐。但是对于中小型企业,则由于成本高,而无法投资使用,因此直流调速系统不能得到广泛的应用。
交流变频调速,是现在运用最广并且最有发展前途的调速方式。由于其在调速范围与精度、动态响应效果、低速转矩和功率因素等方面具有的优异性能,使三相异步电动机获得了类似于直流电动机的调速效果。我国自1988年从日本三垦公司引进第一台通用变频器开始,经过了二十多年的推广与发展。通用变频器在各行各业的各个领域显示出了它的活力,已得到了人民大众的认可与追崇。随着能源的日益紧缺以及国人对环保认识的觉醒,交流变频技术在我国的各个领域都有了很大的发展。
高炉卷扬调速系统必须具备启动电流小并且转矩大,工作效率高,动作迅速并且准确等工作特性。由此可见,变频器是高炉卷扬调速装置的最佳选择。
近年来,西门子公司新推出的SIMOVERT MASTERDRIVES VECTOR CONTROL系列变频传动产品,在允许电压波动范围、设备体积和通讯能力等方面,都有了很大的改善与提高,并且能够直接与直流传动系统100%的兼容。该系列产品已经在国内的多种工业、商业以及民用领域得到了广泛的应用,6SE70变频器以其优异的功能,也受到了高炉主卷扬变频调速系统的青睐,在不少的高炉上料系统都出现了6SE70变频器的身影,6SE70变频器正以其优越的姿势展现在人们的面前。
1.2 本设计的实用价值
虽然大型化是当今高炉的必然发展趋势,但是我国的中型高炉在短期内,不会被直接淘汰,而且还会存在着大批的中型高炉被新建和改建。中型高炉因为受到建设场地的限制,很多大型高炉的现代化上料工艺设备,无法直接应用在中型高炉上,所以改善我国中型高炉上料工艺设备是一个重要的课题。
目前,众多的科学技术工作者从各个方面,对该领域进行了相关的研究,并且取得了不少的研究成果,为我国高炉上料自动化的发展做出了巨大的贡献。本设计是在前人的研究基础上,运用新技术以及本人在大学期间所学的知识,充分考虑了变频调速系统的可靠性与稳定性,先进性与可拓展性,以及高效、节能与安全等因素,对中型高炉卷扬变频调速系统进行可行性的设计。
1.3 本设计的主要内容
本设计以S7-300 PLC为控制器,6SE70变频器为驱动器,通过计算机的WinCC监控画面,实现高炉卷扬机的自动变频调速,从而完成高炉料车上料系统生产工艺流程的自动化控制,并且能对本系统的故障与报警做出正确的提示与处理。
1. 对高炉卷扬调速系统的生产工艺进行分析与理解;对交流变频调速的矢量控制进行分析与理解;掌握现场总线PROFIBUS DP,在S7-300 PLC与6SE70变频器之间通讯的应用;对本设计的变频调速系统进行可行性的方案构思。
2. 根据总体方案的构思,分别对本系统的6SE70变频器主电路和S7-300 PLC控制电路进行合理的设计。
3. 根据高炉卷扬变频调速系统的生产工艺,对6SE70变频器进行正确的参数设置以及对S7-300 PLC进行合理的程序设计。
4. 为本系统设计相应的WinCC监控画面,从而实现对系统进行远程实时的监控。
5. 对本系统进行模拟调试,验证系统设计的正确性。
参考文献
[1] 张永惠,张燕宾.生产机械的变频调速[M].北京:机械工业出版社,2011.2,106-108.
[2] 马宁,孔红.S7-300 PLC和MM440变频器的原理与应用[M].北京:机械工业出版社,2006.8,298-305.
[3] 周鹤良.电气工程师手册[M].北京:中国电力出版社,2008,556-560,615-625,1708-1729,1744-1748.
[4] [美]博斯(Bose B.K.)著,王聪等译.现代电力电子学与交流传动[M].北京:机械工业出版社,2013.7,285-294.
[5] 陈伯时,陈敏逊.交流调速系统[M].北京:机械工业出版社,2005.4,169-209.
[6] 孟晓芳,李策,王珏.西门子系列变频器及其工程应用[M].北京:机械工业出版社,2008.6,19-68.
[7] 向晓汉,苏高峰.西门子PLC工业通信完全精通教程[M].北京:化学工业出版社,2013.2,131-207.
[8] 陈瑞阳,席巍,宋柏青.西门子工业自动化项目设计实践[M].北京:机械工业出版社,2009.5,12-15,45-119.
[9] 何军红,吴旭光,牛云.西门子PLC编程与工程应用[M].北京:化学工业出版社,2011.6,96-158.