














��ICP��112451047180��-6
��ܻ�е�ֿ���ϵͳ���
һ��ѡ���顢����
��ܻ�е���ֳ�Ϊֱ����������˻�����ʽ�����ˡ���ܻ�е������X,Y,Zֱ������ϵϵͳΪ�����ģ��Թ������й�λ�����������Ĺ켣�˶�����ܻ�е����PLC���ɱ���������������Ƭ�����˶����Ƶȹ�ҵ������Ϊ���ģ�ͨ���������Ը������루����������ť�ȣ��źŵķ�������������һ�������жϺԸ������Ԫ�����̵����������������ָʾ�Ƶȣ��´�������X,Y,Z����֮��������˶����Դ�ʵ��һ����ȫ�Զ���ҵ���̡�
�ڹ�ҵӦ������ܻ�е���ܹ�ʵ���Զ����ơ����ظ���̡���ܡ������ɶȡ��˶����ɶȳɿռ�ֱ�ǹ�ϵ������;�IJ���������ܻ�е���ܹ��������壬�������ߣ������ػ���������ϣ�������������ϼӹ�ϵͳ������ɸ�����ҵ��
�ڿ���ϵͳ�Ŀ�������ܻ�е�־���λʵ���Զ�����ȡ�ϡ����ˣ���ȡ���˹����������ԺܺõĿ����������ģ�������������Ϊ���ض��������ĵ�Ӱ�죬������������Ч�ʣ�����ı��������ϣ�����ͨ���ij������ץ�оߣ��ԴﵽĿ�ꡣ��ܻ�е����Ҫ��PLC���Ƽ������ŷ��˶����Ƽ�����������Һѹ��������Ͻ��ж���������
�ҹ�������Զ������������Ƽ��������缼����ͨ�ż�����Ѹ�ͷ�չ�����ڹ�ҵ4.0���й�����2025�Ĵ������£����ҹ�ҵ�����Զ�����������ҵ��Ӧ�ö����˺ܴ�ķ�չ����ܻ�е�ֿ��ƿ��Դ�������ˮ������Ч�ʣ���Ч�ظ�����ҵ�������ṩ����ӹ����ֻ�����Ϣ�������˻�ֱ�����˻��������ɿ��ر�֤��Ʒ�����������������Ͷ������ʣ������˴ӷ��ص������Ͷ��н�ų���������Σ�ջ����Թ��˲������˺���ʹ�й����ִ����켼���ﵽһ��ո�µ�ˮƽ��
�������������������о�����Ҫ�о������ݣ�Ҫ��������⣬Ԥ��Ŀ�꣬�о����衢��������ʩ�ȣ�
1������
��е�����ܹ�ģ�����ֲ������Զ���е���������̶������ϡ����ϣ����������ֹ������һЩ�ض��IJ�������е�ִ����˹����µ������ظ����ص������Ͷ���ʵ�������Ļ�е�����Զ����������˹��ڶ��ӻ����е����������������Ͷ���������֤������ȫ������ڻ�е����ȹ�ҵ�����еõ��㷺��Ӧ�á�
�ҹ���ҵ��е�ֵ��о��뿪����Խ�������ŷ��Ҫ��10�����ҡ�������70����ҹ���һ̨��е�����Ϻ��з��ɹ���֮��ȫ����ʡ��ʼ���ƺ�Ӧ�û�е�֡�Ŀǰ��ҵ��е�ֵ�Ӧ���������������ڲ�����ߡ�
��δ�з���ܻ�е��ʱ�����������ϣ�λ�ðڷŶ���Ҫ�˹�ȥ��ɲ�����һ�������ļӹ������Ҫ�ü�������ſ�����ɣ����ڼӹ��豸�İڷţ���Ҫ�˹�ȥ��ɹ����������ϣ�λ�ðڷţ����˹�����Ҫ�������ػ�����ɶԹ����ļӹ�������ռ���˺ܴ�������Ͷ��������з���ܻ�е�ֿ���ϵͳ���Լ���һ���������˵��Ͷ�ǿ�ȣ������ƶ����������ϸ�ǰ����ѵֻ��Թ��˽����ʵ��IJ���ָ��,���˼���ʤ�β�����ܻ�е�ֽ����Զ������ϡ�
2�������
PLC����ϵͳ��Programmable Logic Controller���ɱ��������������һ�����ͼ����Ϊ���ĵ�ͨ�ù�ҵ�����������ۺ��˼�����������Զ����Ƽ�����ͨ�ż�����������һ�ֿɱ�̵Ĵ洢�����������ڲ��洢����ִ�������㣬˳����ƣ���ʱ�������������������������û���ָ���˱�̷��㣻ͨ����������ģ����������/������Ƹ��ֻ�е���������̡�
PLC���Ʒ�Ϊ����Σ��û�����ִ�нκ����ˢ�½Ρ������PLC��ɨ�跽ʽ���ζ�������״̬�����ݣ������Ǵ���I/Oģ��ָ���Ĵ洢����������ת�����ִ�нΣ�PLC��������ң����Ϻ��µ�˳�������ͼ����ɨ�裬Ȼ�����������Ľ����ˢ������Ȧ�ڴ洢���еĶ�Ӧ״̬��ȷ������ͼ���涨�������ָ����ˢ�½Σ��û�������ͼ������ɺ�����PLC�ڼ�洢�����ճ����Ӧ��״̬������ˢ�����е���������·���ھ��ⲿ��·������Ӧ�����衣
�ŷ�������ŷ�ϵͳ�п��ƻ�еԪ����ת�ķ��������ŷ��������ʹ�����ٶȣ�λ�þ��ȷdz�ȷ�����Խ���ѹ�ź�ת��Ϊת�غ�ת�����������ƶ����ŷ�����ջ�ʹ�ã�����ʱ���źŴ���ϵͳ��ͬʱ��ϵͳ�������ź��������Լ�����ת��
�ŷ��������ֳ�Ϊ�ŷ��Ŵ����������������ŷ������һ�ֿ���������ҪӦ���ڸ߾��ȵĶ�λϵͳ����Ŀ����Ҫ�о�PLC�����������ŷ����ʵ�ֽϸ߾��ȵĶ�λ���ŷ��������Ŀ���ģʽ��λ�ÿ��ƣ��ٶȿ��ƺ�ת�ؿ������֡���Ŀ��ʹ�õ�����MR-JEϵ�е���������λ�ÿ���ģʽ����߿���֧��4Mpulses/s�ĸ������崮������λ��/�ٶ��л����ƣ��ٶ�/ת���л����ƺ�λ��/ת���л����ơ�
��ʵ�������У����Ӳ�ͬ�Ļ�е�ṹ�����ڲ����IJ�ͬ�ƶ���С��λ������ĵ����ת�����Dz�ͬ�ġ��ŷ�ϵͳ�ľ����DZ���������������������ֻ���ŷ�����ľ��ȣ����ӳ��ֵ��������ŷ����������ŷ�����ģ��������ľ������ŷ�����������ŷ��������ģ���PLC������ָ������ŷ�������ָ������������Ƶ�ʣ����ŷ��Ŵ���ָ�������ۼƣ�ָ�������ۼ� * ���ӳ��� = ���������ۼƣ����������ۼ� * ÿ1��������ƶ��� = �ŷ����ִ������Ȼ���ŷ�������ƻ�еλ�ơ����ӳ����ǵ������������������ָ�������һ����ֵ��
3���о����裬��������ʩ
������ܻ�е�ֿ���ϵͳ��Ҫ�������¼�����
��һ������ϲ�Ʒ����������ص㣬������ʵĻ�е���Զ������Ͽ���ϵͳ������
�ڶ�������Կ���ϵͳҪ����к�����Ӳ���ṹ��Ƽ�Ӳ����ѡ�ͣ�
����������װGX works2����plc������������Ϥ����������FX 3N plc�ı��ָ��������ܹ�����������plc����������ͣ���ŷ�����Ͳ������������ת����λ����λ���Ƶȣ�
���IJ�����װTouchWin�༭���ߣ���Ϥ�������˻�����ı������̬������ʹ��ػ���������ˣ�
���岽��plc���˻��������ͨ�ţ�
������������plc��������̬���棬����ϵͳ������
Ŀ¼
ժҪ 4
��һ�� ���� 5
1.1 ��Ŀ���� 5
1.2 �о���״ 5
1.3 ��չ���� 6
�ڶ��� ��ܻ�е�ֿ���ϵͳ������� 7
������ ��ܻ�е�ֿ���ϵͳӲ����� 8
3.1 ǿ���·��� 8
3.2 �����·��� 9
3.3 ���ƻ�·��� 10
3.3.1 PLC���� 10
3.3.2 �ŷ����� 11
3.4 Ԫ����ѡ�� 12
������ ��ܻ�е�ֿ���ϵͳ������� 16
4.1 GX works2��� 16
4.2 plc����������� 18
4.2.1 ����ͼ 18
4.2.2 ������� 19
4.3 TouchWin�༭����� 24
4.4 �˻����棨HMI����� 26
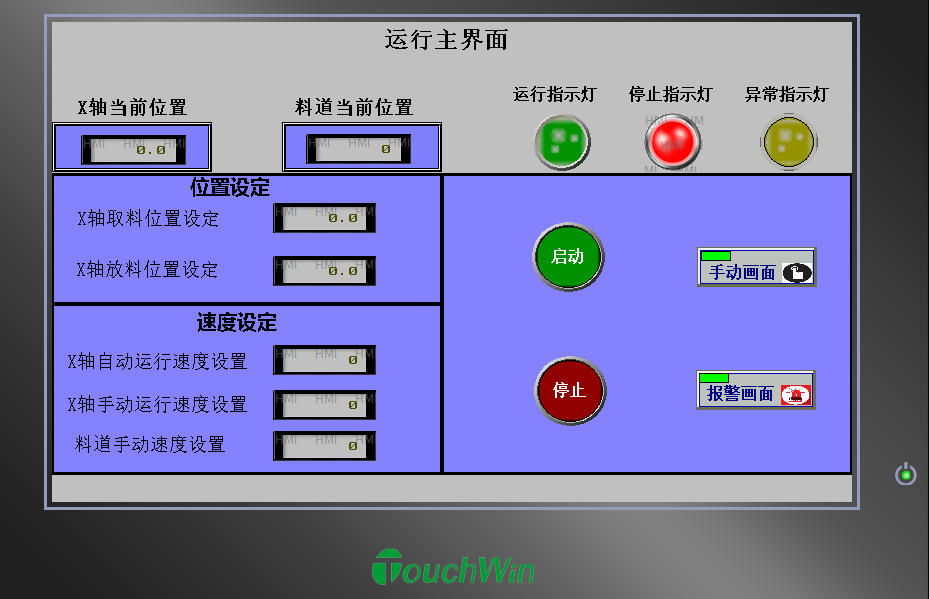
4.4.1 �������� 26
������ ϵͳ���� 33
������ �ܽ�չ�� 34
��л 35
��¼ 36
��¼һ��Ԫ�����嵥�� 36
��¼����PLC���� 38
��¼�����ⲿ����ͼ 39
��¼�ģ���̬���� 58
����� 60
��һ�� ����
1.1 ��Ŀ����
����Ŀ��������豸��һ̨���ڳ����ֳ��������豸���豸����������ѹ����Ҫ��ɲ����м�ǵ�������
�м�ǿ�ʼ��רҵ�����칫˾��ģ�߽�������ӹ������ͺ���м��ֻ���ڴ���ƷԶԶ�ﲻ��Ҫʹ����������ѹ���ϵ�Ҫ�������м�ǻ�Ҫ���о��ӹ�������ÿһ���ߴ���ֵ��Ҫ�����ڼ�˿�ף�Ҫ�ﵽ����Ҫ��Գ���ÿһ���ӹ����������ϸ��Ҫ��
ÿһ���м����Ҫ����OP1��OP2��OP3�����ӹ�������Ҫ��̨����ÿ̨�������в�ͬ�ļӹ�����һ�������Ӧһ̨������һ���м���ھ���OP1�����ļӹ���ɺ���ȡ��������һЩרҵ�ij߹��߽��в���������Ƿ�����Χ֮�ڣ�û���������OP2�����ļӹ���ʽ��ȷ�ڷŹ���ѹ�������Ա㳵���ļӹ���
����ÿ���ӹ�����IJ�ͬ������ʱ��Ҳ��ͬ�����û�кúõĿ��������������ɹ����ۻ����м�ӹ����ڣ�����������������ɹ����������ҷ����⣬����û�б�Ҫ����ʧ��
1.2 �о���״
��ǰ���仹�Dz����˹��ķ�ʽȥʵ�ֹ�����OP1��OP2��OP3���������еİڷš���ǰģʽ�µ�������Ҫ������һ��������ȫ���˹������м�ǵ��������࣬�˹�����ģʽ��ֻ��ȥ��¼ÿ���˼ӹ��˼����м�����Ʒ����ʱ������æ��Ĺ�����������¼��ʵ���м�Ǽӹ�����ȷ��������ÿ���ӹ���������Ҫ�˹�ȥ�ڷš��������еĿ��ƶ�����ȫ���������ơ�
��ҵ�в�ֹOP1��OP2��OP3һ���ߣ������������м�ǵ���������������������ߣ����Ի���������������ģʽ����������˷ѣ�ʹ�����ڹ����д��ڷ��������Ͷ��У�������Ӵ������豸�Թ�������ɵ��˺��������Ͷ��������»�����Ʒ�����»���
1.3 ��չ����
����Ŀ������豸������ǰ��ɹ�����OP2�����ӹ�ǰ�İڷţ�OP2���������ӹ�ʱ��������ܻ����˷��ź�ץȡ�������Ͻ��мӹ����������Խ����˴ӷ���������Ͷ��н�ų��������Դ��������ˮ������Ч�ʣ���Ч�ĸ��ƹ�����ҵ�������ɿ��ı�֤��Ʒ����������һЩΣ�յĻ����Թ�����ɵ��˺���
���Զ����豸�Ŀ�������ˮ����������������Ĺ��˿��ƹ�������ˮ��������������ӹ����ֻ�����Ϣ�������˻�ֱ�����˻�����һ���湤ҵ�Զ���������ʹ�ÿ��������ҵ����Ч�ʼ���Ʒ������ʹ�ð�ȫ���ܵ������Դ���ķ����к����ԵĽ������ã������й���ͳ��ҵ���ִ�������ҵת���һ����Ҫ�ֶΡ�
��ҵ�Զ������漰�����༼��������ͨ�š��Ӿ�����硢�����ȼ����������Զ�������Ҳ�Ƕ��ż���Ϊһ����ۺ��Լ�����
�ڵ¹����“��ҵ4.0”��ȫ������ҵ�ӿ���̣��ҹ�Ҳ�ڵ��������“�й�����2025”�Ĺ�ҵ�ƻ������Թ�ҵ�Զ������ҹ�δ���ķ�չ���˾������ص����ã�����ҵ�Զ��������ڴ��������ҵ�Ŀ��ٷ�չ��ʹ�й����ִ������켼���ﵽһ��ո�µ�ˮƽ��
�ܽ�չ��
����Ŀ��������ܻ�е�ֿ���ϵͳ�õ����½��ۣ�
��1����OP1��OP2�����ӹ�������Ӧ����Ŀ��ܻ�е�ֿ���ϵͳ��������Ч����߳����ӹ�Ч�ʼ����Ƴ�����ļӹ����࣬ͬʱ��֤��������ѹ���м�ǵIJ�Ʒ������Ϊ��ҵ��������Լ�ɱ������������˴ӷ�������������Ͷ��н�ų�����������м�ǵ������ʡ�����ÿ�������������������������豸Ͷ��ʹ��ʱ�Թ��˽��б�Ҫ�ĸ�ǰָ����ѵ�����˼��ɶ��������豸����м�ǵİڷżӹ���ͬʱ�����ڼ���������������ߣ�Ϊ��ҵ���������Ч�档
��2���ڸ���Ŀ����ϵͳ�е��ص㣺��ܻ�е�ֿ���ϵͳ��Ҫ����PLC�ɱ�����������������ŷ����ƣ�PLC�ռ���ת�ϵ����е�������ϵĴ����������źţ��������źŽ��д���������������͵�ִ�л�����ʹ�������������ȡ�ϡ���ת�ͷ��ϵĶ������̣�PLC���ŷ�������ʹ��ģ�黯�����ӷ�ʽ������Ŀ��Ҫʹ�þ�ȷ��λ�ÿ������ٶȿ��ƣ�PLCͨ����������ڽ�����ͼ�е�����ָ��͵��ŷ���������Ȼ���ŷ������������ŷ�����������ִ������ʵ�ֹ�λ�ľ�ȷ��λ��HMI�˻�������Զ��豸����ʵʱ��ء������趨�쳣�����ȹ��ܣ�ʹ��ܻ�е�ֿ���ϵͳ���������֮�������Ϣ������
��3������Ŀ��������豸��OP1������OP2������OP3������ϣ��γ�һ��������ѹ���м�ǵ������ߡ����Ź�ҵ�Զ�����ҵ�ķ�չ����һЩ�����ijߴ�Ҫ������ϸ����ԽС��������һ��������������ʿ�������ܻ�е�ֿ���ϵͳ�м����Ӿ����ϵͳ�����Ӿ����ϵͳ���趨Ҫ�����ߴ�Ҫ��X�����λ���趨��е�����ϼ��λ����е�����Ϻ�ͨ��ˮƽ�ƶ����������͵��Ӿ���⾵ͷ�����ռ�⣬ͨ����Ƭ���������ĺϸ�ϸ�ʹ������������������һ����Σ���ҵ�����ɱ����͡�
��ܻ�е�ֿ���ϵͳ�ڹ�ҵ���������ʹ��Խ��Խ�㷺��չ�ֳ���ǿ���Ӧ��ǰ���������ܻ�е�ֿ���ϵͳ���Ӿ����ϵͳ���ֳ��ӹ��豸ϵͳ��ϵͳͨ����ҵ��̫������������PC��ֱ�ӿ����ֳ�ÿһ���ӹ����ڣ�������ʵ�ֹ�����Ϣ�������˻�ֱ�����˻��Ŀ��ƹ�����
�����
[1] ������PLCӦ�ü����ڶ���[M].��������е��ҵ�����磬2014.3
[2] ������Ҧ�������ֳ�����������Ӧ�õڶ���[M].��������е��ҵ�����磬2014.7
[3] �����꣬�������������豸�ڶ���[M].���������ӹ�ҵ�����磬2012.6
[4] ����ţ��������������[M].��������е��ҵ�����磬2015.5
[5] ��������FX3S.FX3G.FX3GC.FX3U.FX3UCϵ���Ϳɱ�̿���������ֲᣬ2014
[6] �������������ģ�����ϵ��PLCԭ����Ӧ��[M].�����������ʵ�����磬2009.6
[7] ���ʣ�����������PLCӦ�ü���[M].�������й����������磬2010
[8] ���ķɡ��������������Զ�����δ����չ����[J].�й��Ƽ��ڿ���2015
[9] Ѧӭ�ɣ�PLC�봥�������Ƽ���[M].�������й����������磬2014.1
[10] ���ɣ�����FX3U PLCӦ�û�����������[M].���������ӹ�ҵ�����磬2015.6
[11] �����Žݵ����ɷ�����˾���Žݴ������û��ֲ�[Z].2014.1
[12] ��������MR-JE-A�ŷ��Ŵ����������ϼ�[Z].2014.9