














苏ICP备112451047180号-6
新定型的磨床电气 S7300PLC控制设计与实现
一、选题简介、意义
本文是基于PLC的磨床控制系统设计,本设计采用西门子300PLC作为本系统的控制核心。本系统设计在硬件设计方面设计了电气控制原理图和屏接图,同时进行了硬件电气元器件的选型工作,在PLC软件方面分析了磨床的控制工艺介绍300PLC编程软件STEPV5.5的使用方法,以及系统的硬件组态和符号表的建立过程,同时介绍了300PLC的软件组态过程,以及进行梯形图的编写,最后通过仿真软件PLCSIM进行程序的仿真,通过程序的仿真验证程序的可行性和正确性。通过PLC软件的使用了解300PLC编程软件的使用方法,以及程序在编写过程中硬件和软件的组态过程,加深自己的所学知识。
传统的磨床采用继电器接触器电路在控制过程中,加工精度较低,同时传统的硬件电路接线复杂,故障率较高,往往是在断了一个导线的情况下很难排查故障,影响加工和生产。同时传统的线路无法实现复杂的工艺要求,所以研究基于PLC磨床控制有着非常重要的意义和实际的经济价值。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
课题主要研究的内容是利用西门子300PLC进行磨床的控制系统设计。本设计介绍了采用300PLC实现磨床控制的具体过程,在硬件方面介绍了磨床控制系统的元器件选型,以及硬件电路的设计过程,在软件方面介绍了通过STEP7编程软件如何实现300PLC的硬件组态过程,同时介绍了通过PLC程序的编写如何实现控制磨床的目的。
首先按照任务书上的任务进行学习查阅资料。磨床电气控制功能设计和电器选用、设计磨床 S7300PLC 控制电气图、绘制磨床 S7300PLC 控制屏接图、编制磨床 S7300PLC 控制梯形图、磨床 S7300PLC 控制梯形图仿真验证这几个任务是本文研究的重点,也是要解决的难题。
根据这几个任务展开了一步一步的研究学习,首先上网查阅资料确定磨床电气控制功能设计和电器选用,完成电器选用过程说明书。再用ACE画出控制电气图,逐步的完成几个任务。
在任务的完成中碰到磨床 S7300PLC 控制梯形图仿真验证,这个问题研究了很长时间,上网查阅了很多资料,向同学请教,根据老师提供的案例最后才完成。
在完成的过程中软件运用不熟练,原理图不太懂等,遇到以上的问题需要查找相关资料等,一方面可以使用计算机在网络上进行相应的搜索,另一方面也可以去图书管借阅相关方面的图书。
目 录
第一章 绪论1
1.1 磨床控制系统的研究背景和意义 1
1.2 磨床的国内外研究现状 1
1.3 PLC磨床控制技术特点 1
1.4 本文所做的工作 1
第二章磨床电气控制功能设计和电器选用3
2.1 磨床控制系统的主要组成3
2.2 PLC磨床控制系统的思路3
2.3 控制方案比较3
2.4 输入输出点组成介绍4
2.5 PLC以及模块结构的选型分析5
2.6 低压元器件的选型5
2.7接触器和热继电器选型6
2.8操作按钮的选型7
2.9指示灯蜂鸣器和开关电源的选型7
第三章 设计磨床S7300PLC控制电气图9
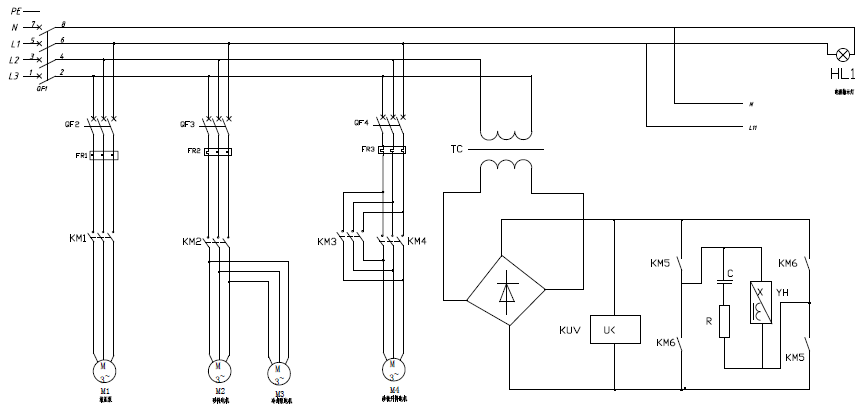
3.1 系统主电路设计9
3.2 模块图配置设计10
3.3 数字量输入模块的设计10
3.4 数字量输出模块的设计11
第四章 绘制磨床S7300PLC控制屏接图13
第五章 编制磨床S7300PLC控制梯形图15
5.1 PLC硬件组态设计15
5.2.1PLCI/O分配表设计 16
5.3.2PLC符号表的建立18
5.4.3PLC梯形图的编写19
第六章磨床S7300PLC控制梯形图仿真验证24
6.1 软件的仿真操作方法24
6.2 程序仿真监视操作25
第七章结论28
致谢29
第一章 绪论
1.1 磨床控制系统的研究背景和意义
我们知道一个国家的工业水平的高低由其生产设备的加工精度,和自动化水平决,机械的生产设备其精度的高低由其加工设备决定,我们知道磨床在整个机械加工生产中承担着举足轻重的作用。随着我国改革开放30年来工业的发展,传统的磨床采用继电器接触器电路在控制过程中,加工精度较低,同时传统的硬件电路接线复杂,故障率较高,往往是在断了一个导线的情况下很难排查故障,影响加工生产。同时传统的线路无法实现复杂的控制工艺要求,所以研究基于PLC磨床控制有着其重要的意义和实际的经济价值。
1.2 磨床的国内外研究现状
磨削工艺是机械零件加工过程中的最后一道工艺,磨削精度的高低,最终决定着整个机床设备以及其他生产设备的组装精度和加工精度,目前国外磨床控制系统主要采用数控操作系统进行磨床设备的控制,并且向小型化,细节化方向发展,国外磨床的加工精度高,并且适合不同的零件的加工。国内磨床的发展是由于小型化加工厂较多,传统的磨床仍在继续使用。由于近年来工业的发展对加工精度的提高后国内的高端机床也在研究中,目前国内中小企业仍以传统磨床和数控磨床结合使用的现状。
1.3 PLC磨床控制技术特点
采用PLC进行磨床控制代替传统的控制系统具有接线简单,设备容易维护,同时PLC具有抗干扰能力强,故障率低等优点,同时PLC能在恶劣环境下连续工作无故障,这比较适合磨床的控制特点。磨床磨削加工所处的环境比较差,所以采用PLC控制有着其明显的优点,同时采用PLC控制可以在不改变硬件接线的情况下可以根据需要来改变加工工艺。
1.4 本文所做的工作
本文是基于PLC的磨床控制系统设计,本设计采用西门子300PLC作为本系统的控制核心。本系统设计在硬件设计方面设计了电气控制原理图和屏接图,同时进行了硬件电气元器件的选型工作,在PLC软件方面分析了磨床的控制工艺介绍300PLC编程软件STEPV5.5的使用方法,以及系统的硬件组态和符号表的建立过程,同时介绍了300PLC的软件组态过程,以及进行梯形图的编写,最后通过仿真软件PLCSIM进行程序的仿真,通过程序的仿真验证程序的可行性和正确性。通过PLC软件的使用了解了300PLC编程软件的使用方法,以及程序在编写过程中硬件和软件的组态过程,加深自己的所学知识。
参考文献
[1] 鄂大辛.液压传动与气动传动.北京理工大学出版社,2007
[2] 孙开元,李长娜.机械制图新标准解读及画法示例.化学工业出版社,2006
[3] 郭洪江.工业机器人技术.西安电子科技大学出版社,2006
[4] 朱孝录.中国机械设计大典.江西科学技术出版社,2002
[5] 祁红志.机械制造基础.电子工业出版社,2005
[6] 韩鸿鸾.数控机床加工程序的编制.机械工业出版社,2005
[7] 袁锋.全国数控大赛试题精选.机械工业出版社,2005
[8] 宋德玉.可编程序控制器原理及应用系统设计技术.北京冶金工业出版社,2005
[9] 崔洪斌.中文版AutoCAD2005实用培训教材.清华大学出版社,2005
[10] 范次猛.可编程控制器原理与应用.北京:理工大学出版社,2006
[11] 徐灏.机械设计手册.北京机械工业出版社,1991
[12] 机电一体化系统设计第二版.北京:高教出版社,2001.8