














��ICP��112451047180��-6
����������PLC���Զ�����������ϵͳ���
ժҪ
���ִ������ķ��ٷ�չ������£�ÿһ����ҵ���ִ�������������������ٶȷ�չ�����ִ��������̶��Ѿ���ÿһ����ҵ����Ҫ�ĺ��ļ����������ִ������ĺ������ͱ����������ˡ�Ϊ������Զ���ϵͳ�Ŀɿ��Ժ��Զ����豸��Ч�ʣ�һ���Զ����ӻ�����ϵͳ��PLC�����������ȡ���̵���-�Ӵ������Ƹ����ӵĿ��ơ������ִ������ĺ���������ϵͳ����Ҫ���ֲ��õ������ǵ¹��������ӹ�˾������PLCϵ���е�S7-200��Ϊ����ϵͳ����������Ϊ�ִ������е�����Ҫ�IJ��־���������������Ӳ��������Զ��˶����ƣ�ʹ���ϼ�⣬�Զ��������ķ����ά���DZ�֤�Զ����ӻ����������У���Ч������ˣ�ͬʱ���˷����ֶ�����������һЩ��Ϊ���Ŷ����ֵ�ʧ�������ȡ������Ч�Ĺ�����������Ч��
���ִ������ķ��ٷ�չ������£�ÿһ����ҵ���ִ�������������������ٶȷ�չ�����ִ��������̶��Ѿ���ÿһ����ҵ����Ҫ�ĺ��ļ����������ִ������ĺ������ͱ����������ˡ�Ϊ������Զ���ϵͳ�Ŀɿ��Ժ��Զ����豸��Ч�ʣ�һ���Զ����ӻ�����ϵͳ��PLC�����������ȡ���̵���-�Ӵ������Ƹ����ӵĿ��ơ������ִ������ĺ���������ϵͳ����Ҫ���ֲ��õ������ǵ¹��������ӹ�˾������PLCϵ���е�S7-200��Ϊ����ϵͳ����������Ϊ�ִ������е�����Ҫ�IJ��־���������������Ӳ��������Զ��˶����ƣ�ʹ���ϼ�⣬�Զ��������ķ����ά���DZ�֤�Զ����ӻ����������У���Ч������ˣ�ͬʱ���˷����ֶ�����������һЩ��Ϊ���Ŷ����ֵ�ʧ�������ȡ������Ч�Ĺ�����������Ч��
�ؼ��ʣ�PLC���Զ����������������ӡ�
��һ�� ����
Ŀ¼
��һ�� ���� 1
1.1ǰ�� 1
1.2�������Դ 1
�ڶ��� ���ӻ�������� 3
2.1������� 3
2.1.1ƽ�����˴����Ļ��� 3
2.1.2�ݸ���ĸ���� 4
2.1.3������ 4
2.2���� 5
2.2.1��դ��������λ 5
2.2.2 ������������λ 6
������ ����ϵͳ��Ӳ����� 8
3.1 PLC�ͺŵ�ѡ�� 8
3.2��·Ԫ������� 10
3.2.1 ��·��� 10
3.2.2I/O����� 13
3.2.3����ͼ 14
������ ��������������� 15
4.1�������� 15
4.2�������������� 16
4.3PLC������� 20
�����½��� 22
5.1��������� 22
����� 23
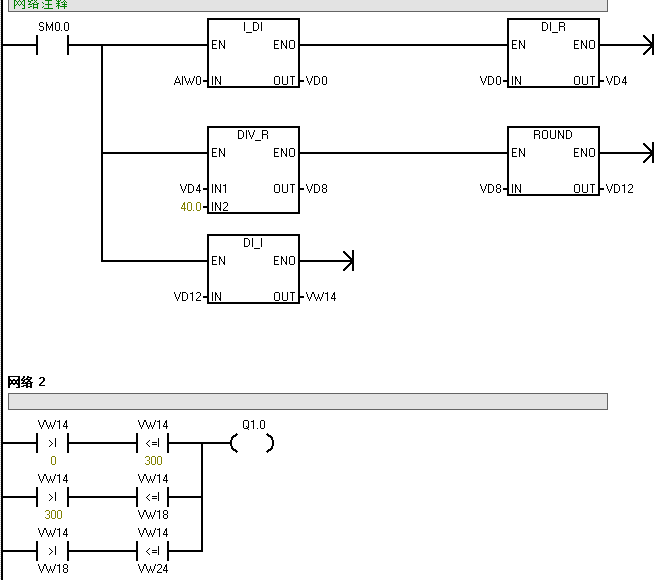
��¼PLC��������ͼ 24
1.1ǰ��
��ε��������ԭ�еĻ����ǸĽ��ģ�ԭ�к��������˹����Ź���ȥ���ӵģ������ĺ������ں��ӵ�ȫ���̶����ˡ�������ԭ�еĻ����ϸĽ���Ļ����ں��ӵ�ʱ��ֻҪ�˰ѹ����ŵ���̨��������ʼ���ͻῪʼ��������������л�����ʵ�ָı��������ٶȺͺ��¿��ơ�
1.2�������Դ
��ʵϰ�ڼ�Ӵ���һЩ��ѧУ�Ӵ������Ļ�е������˾ʵϰһ��ʱ�䱻����������ȥ���ڹ�˾ʵϰ���ʱ����Ӵ���һЩ�Զ�������Զ����ĺ��������ҵĿ������Դ�ڹ�˾ʵϰ���ʱ��������á�
�Զ����ӻ�����Ҫ��������Զ����ӣ�������Ǻ��������ȣ����Ե㺸���ϡ��Զ���������Ӧ�õ����Ƚ���PLC���Ƽ�����ʹϵͳ�����ٶȸ��죬ͬʱϵͳ�������õ��˻��������棬��Ч�������������Ч�ʡ�
�����ڵĹ�ҵ��Ʒ���кܶ�IJ�Ʒ���õ����Զ��˶����ƵĶ�����������Ҫ���������Ҳ���Զ��˶����Ƶ�Ҫ��
1�Ȱѹ���Ҫ�õ��Ĺ�����ѹ�Ӻá�
2��ͼ����ĺ�ɫ�Ŀ��ؿ�������ͨ�������¡�
3������Ҫ��ɵĹ���Ҫ����¶ȵ���������������¶ȡ���������Ŀ��ذ�ť��ʱ����Ե�����λ�ϵ����֣��ٰ�������Ŀ��ذ�ť��ʱ����Ե���ʰλ�ϵ����֣��������ΰ�������Ŀ��ذ�ť��ʱ����Ե�����λ�ϵ����֣����ֿ��Ե����Ĵ�С�ķ�Χ���㵽�ţ��¶ȵ������Ժ�������Ŀ��ذ�ť�¶Ⱦͻ��ڼ������ļ��������������������������õ��¶ȣ����������Ҫ��ȥ���Ϳ����¶ȵ����ˡ��¶��ϵ�������Ŀ��ذ�ť���¶��µ����м�Ŀ��ذ�ť��
4�������ٶ��ǿ��Ըı�ģ��ı��������ٶȿ�������ߵ���ť���ı䡣
5��һ���IJ�Ʒ��Ҫ�ĺ����СҲ�Dz�һ���ģ����Ժ���Ĵ�С��Ҫ��Ϊ��Ʒ�IJ�һ���Ӷ��ı�ġ��ı亸��Ĵ�С�������ұߵ���ť���ı䡣
����Ĺ���֮ǰ�Ĺ������ú���Ϊ�Ľ�Ҫ���ӵĹ����������ŷŵ����Ⱥõ������·����źú���ͼ�еĽ��̿��ؽ���������ʼ���ӣ����Ӻ��Ժ��ɿ����̿���ֹͣ������
����ͼ����IJ�Ʒ�����źܶ�IJ���ĵط����纸�ӵĹ�����һֱҪ���˲��롣������IJ�Ʒ�Ļ�������Ľ�����������������������Ϳ�����ɺ���ֻҪ�û����������˽�Ҫ���ӵĹ����ŵ����ӵĹ���̨�ϾͿ����ˡ�
��Ҫ�ӹ��Ĺ����ں���̨�Ϸźã������Զ��������������������ƶ��������㣬��̨����ǰ�����ƶ�������λ�����������ƶ�����λ��������ʼ���ӣ���̨������ǰ�ƶ�����ֱ�ߺ��ӡ����ú�ص�ԭ�㲢ͣ��60s��ʱ����и���������Ȼ������µĺ�������Զ������������и���������Ҫ��ʱ��������˻������������ͣ��ʱ��ġ�
�����
[1] ��ɭ��,��е���������������������ʵ�����磬2014.7
[2]����ݥ�������Զ���������Ӧ�á���������е��ҵ�����磬2015.1
[3]����ǿ�����������⼼�����������ߵȽ��������磬2016.1
[4]��ƽ��AutoCAD 2010������ʵ���̡̳���������е��ҵ�����磬2015.1
[5]��������½��½���٣�����������PLC�����������������ʵ�����磬2015.1
[6] ������������ϪС����PLCӦ�ü�����ʵ�������������ӹ�ҵ�����磬2014.12
[7] ��������������S7-200PLC��ȫ��ͨ�̡̳���������ѧ��ҵ�����磬2012.7
[8]��꿣�Ǯ���ң�����������Ƶ���벽��/�ŷ�����������ȫ��ͨ�̡̳���������ѧ��ҵ�����磬2016.3
[9]½ΰ���繤����Ӽ��������̡̳��ɶ������ӿƼ���ѧ�����磬2008.8
[10]��������S7-300/400PLC�����밸����ѡ����������е��ҵ�����磬2010.10.