














苏ICP备112451047180号-6
小车四位置往返电气控制系统设计--采用J-C控制和PLC控制两种方式
一、选题简介、意义
随着工业快速的发展,自动控制生产技术已在各种制造业中运用。生产运输线是自动控制生产技术中重要的一个环节,利用自动化控制技术可以实现更高效的生效率,这就要求生产运输线在加工生产时生产线上的物料能够可靠、及时的运输到指定的位置。在这三年中有许多专业课程需要去学习,有《工厂电气控制设备》、《PLC应用技术》、《组态技术及应用》和《机械零部件的分析与拆装》等。综合所学的知识和实际运用,选的课题是“小车四位置往返电气控制系统设计--采用J-C控制和PLC控制两种方式”,该课题贴合实际,因为现在的大部分企业都是采用自动化控制,自动化技术不仅可以把人在繁重的体力劳动和危险的工作环境中解放出来,而且极大地提高了企业的劳动生产率。
通过此次毕业设计,会进一步提高自己的工程实践能力。毕竟自己独自一人完成此次课题是有难度的,在完成该课题的期间,肯定会遇到各方面的问题,问题就是用来解决的,得把在学校所学到的知识充分的利用起来,来检验自己在课堂所学的知识是不是很好的掌握。本课题的完成,将为我们以后的工作积累很大的经验,也会提升我们不少的自信心。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
(一)主要内容:
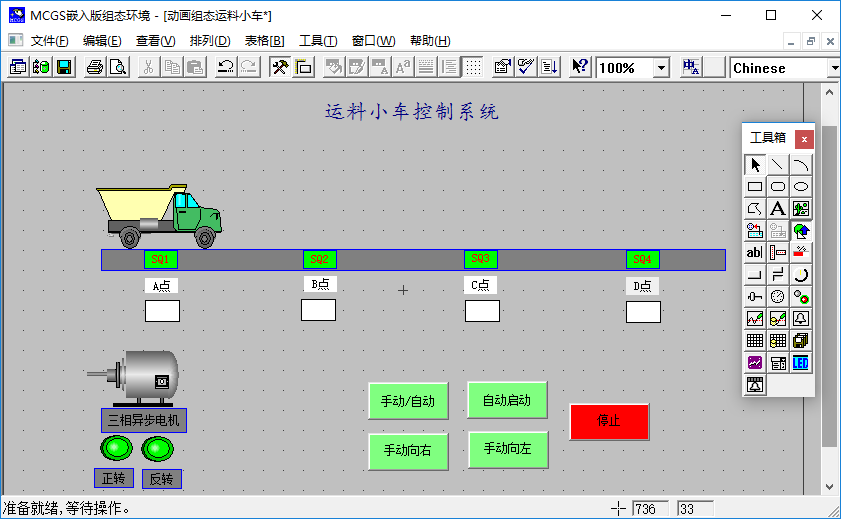
本课题是以生产线上物料运输为设计依据,以J-C控制和PLC控制两种控制方式为基础开发小车四位置往返运输材料的电气控制系统的设计。
1.以J-C控制方式实现
2.以PLC方式实现
(二)拟要解决的主要问题:
1.小车在四个位置往返自动运输的总结构设计;
2.小车在四个位置往返自动运输的硬件构成以及控制板电板设计;
3.小车在四个位置往返自动运输控制系统的电气控制线路图设计;
4.小车在四个位置往返自动运输的PLC程序设计;
5.小车在四个位置往返自动运输的触摸屏的脚本程序设计。
(三)预期目标:
根据项目需求,小车在四个位置之间运输控制必须实现手动和自动控制功能。
(四)研究步骤
本课题的工作步骤分为四个阶段:
第一阶段:查阅文献,去图书馆或上网收集资料,定下课题方案,完成开题报告;
第二阶段:完成系统的设计,进行程序的修改和完善;
第三阶段:去学校的实验室接线来检验系统的正确性,如果有不完善的地方还要进行修改;
第四阶段:整理技术资料,完成毕业设计论文及答辩。
(五)工作方法及措施:
措施:基于本次毕业设计所获得的实践经验,在老师的指导下,以J-C控制
目录
1 绪论 1
1.1课题的来源及研究意义 1
1.2 现状及发展趋势 2
1.3本项目主要研究内容 3
1.3.1 用J-C控制方式控制的要求 3
1.3.2 用PLC控制方式控制的要求 3
1.3.3 需解决的主要问题 4
2 采用J-C方法设计整体方案 5
2.1项目要求 5
2.2项目分析 6
2.3电气原理图设计 6
2.3.1 主电路电气图 6
2.3.2 检测电路电气图 6
2.3.3 控制电路电气图 7
2.4电气原理图分析 8
2.5电路设计硬件选择 8
2.6元器件明细表 10
2.7用CADE SIMU仿真软件进行模拟 12
3 采用PLC控制方式设计整体方案 14
3.1项目要求 14
3.2项目分析 15
3.3 PLC的I/O外部接线图设计 15
3.4电路设计硬件选择 16
3.5 PLC程序编写 18
3.6 HMI相关设定 21
3.7 PLC参数设置 26
3.8实物接线 27
3.9系统调试 28
3.10设备材料表 29
4 结论 30
5 致谢 31
考参文献 32
1 绪论
1.1课题的来源及研究意义
科学技术的不断发展、生产技术的不断改进和提升,尤其是计算机技术在工业生产中的应用,更好的控制概念的提出,在不断的改变和完善电气控制技术的面貌。在控制方式上,从最初的手动控制发展到现在的自动控制;在控制功能方面上,从简单的、简易控制发展到多功能化的智能控制;在操作方面上,从复杂繁琐的人工发展到利用PC、各类电子仪表信息化处理;在控制的原理方面上,从只有简单的有机械触点的硬接线J-C逻辑控制系统发展到以各种给样的PLC、“微机”为中心的网络化自动控制系统。现在的电气控制技术利用Computer Technology(计算机技术)、Communications technology(通信技术)Automatic control technology(自动控制技)、Microelectronic technology(微电子技术)、Intelligent technology(智能技术)、Detection technology(检测技术)、 network technique(网络技术)等很多科学技术综合而成的成果。
由J-C组合而成的控制系统在现在依旧是很常用的基本电气控制方式。在学习更先进的电气控制系统前得先学习基本的继电器-接触器组合而成的控制系统,如自锁控制、点动控制、联锁控制、顺序控制等这些最基本的电气控制。由J-C组成的控制系统主要由继电器、接触器、热继电器、接近开关、熔断器、按钮等元器件组成,因为它拥有控制方便、实用有效、成本较低、容易维护、适用场合较多等诸多优点。但是,它的接线方式基本都是固定的,不能方便改变它的线路、灵活性就因而言有较差,难以适合要求控制要求复杂或程序要求可以改变的控制对象的需求,且它不能用在工作频率较高的系统中,因为高频率长时间工作下来,会使继电器和接触器的触点容易损坏,由此可靠性能而变差。
用软件的方法实现多种控制功能、以微型处理器为为核心的可以用来编程的PLC是1968年美国的一家汽车公司研发出来的一种新型工业控制器。它具备了继电器-接触器控制系统没有的优点,例如,灵活性好,功能完备,编程简单易学,维护工作量小。在后些年间,PLC技术得到了很大的提升,功能也越来越多。
该课题的来源不仅是为了设计出运料小车四位置控制系统,比较利用J-C组成的控制系统和PLC控制系统的优缺点,也是检验我们在三年中所学的知识是不是能够熟练的运用在生产工业上。
1.2 现状及发展趋势
目前,生产线上运输小车一共经历了以下几个阶段:
第一个阶段:手动控制阶段 在1960年-1970年,便有人在工业生产上就利用早期技术还没有成熟的PLC来实现运输小车的控制,所以只能实现手动控制,此外,早期的运料小车控制系统是由J-C组成的繁杂控制系统组成。J-C控制系统存在着设计时间长、需要电器元件多、接线复杂、维修和保养困难、等很多的弊端,而且它几乎没有通信功能和数据处理能力,一定要有人负责监管和运作。
第二个阶段:自动控制阶段 在1980年左右,伴随着PLC的迅速发展,PLC在处理仿真能力、数字计算能力、人机界面能力和网络等方面有已经大大提高。大型工控企业把PLC技术与计算机技术相结合,把PLC技术运用在运料小车控制上,实现了运料小车的自动控制。
第三个阶段:全自动控制阶段(现阶段 ) 此时,PLC应用领域已经从初始的单机、逻辑控制开发到具有网络功能等丰富的控制。PLC技术用于运输小车的全自动控制,可实现运料小车全自动控制。全自动控制运料小车控制起来方便,维护保养简单,硬件接线不复杂,根据人机界面可查看运行的有关数据。
谈到运料小车的自动运输,就不得不提起自动控制中的行程控制。行程控制在自动控制中是很普通很常见的。在运动控制的范围实现中,行程控制可分为曲线和直线,上下与进退,如果细分和观察其特性,则有曲线可分为规则的曲线与不规则的曲线、直线为平面上的前后左右;从行程控制的本质来说,行程控制就是一种运动控制。因为它是运动控制,所以不可避免的涉及到运动和控制的概念。运动控制有三种运动,分别是均速运动、加速运动和匀变速运动,在三种不同的运动方式中,又存在着不同的负荷下不同控制,为了便于理解,只从电路控制的角度来简单的说明行程控制。当控制单元接收到运动命令时,根据要求通过一定的方式给电动机供电,电动机的快速旋转通过变速器来改变其运转速度,驱动行走机构响应完成了运动,并在运动的过程中把有关的信息反馈给控制单元,控制单元经过处理好传输过来的反馈信息后会发出新的驱动命令,让运动的状态改变或者保持。行程控制,顾名思义,在建立行走程序的前提下,得先解决如何行程限位的问题,这一问题不管是对垂直运动或者水平运动的控制对象都是非常重要的,因为它关系到整个运动系统的安全问题,最可靠也是最常用的方法是在行走路程的两端各安装一个限位开关。
1.3本项目主要研究内容
用J-C控制和PLC控制两种控制方式分别实现小车在四个位置之间物料运输,必须实现小车按照所设定的路径运动。
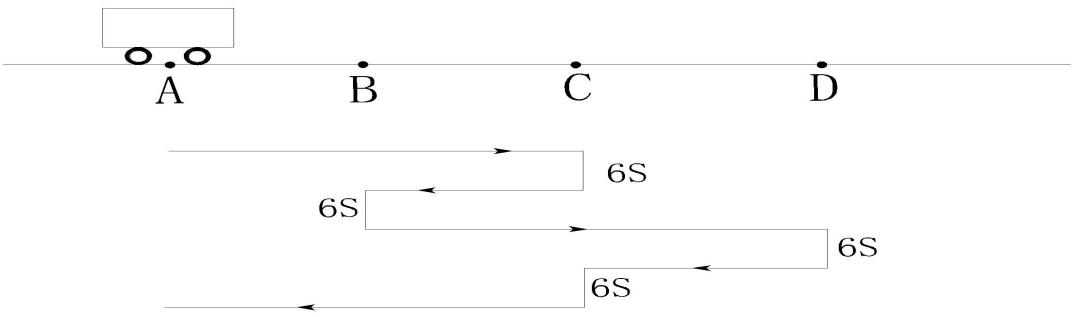
1.3.1 用J-C控制方式控制的要求上电后:
(1)按下启动按钮SB2,运料小车从A点运物料到C点停下,在C点停留6秒的时间;
(2)运料小车从C点运物料到B点停下,在B点停留6秒的时间;
(3)运料小车从B点运物料到D点停下,在D点停留6秒的时间;
(4)运料小车从D点运物料到C点停下,在C点停留6秒的时间;
(5)运料小车从C点返回A点;
(6) 把在手动/自动按钮SA拨到手动档
按下一个点动按钮SB3,运料小车向右运行;
按下一个点动按钮SB4,运料小车向左运行。
1.3.2 用PLC控制方式控制的要求
上电后:
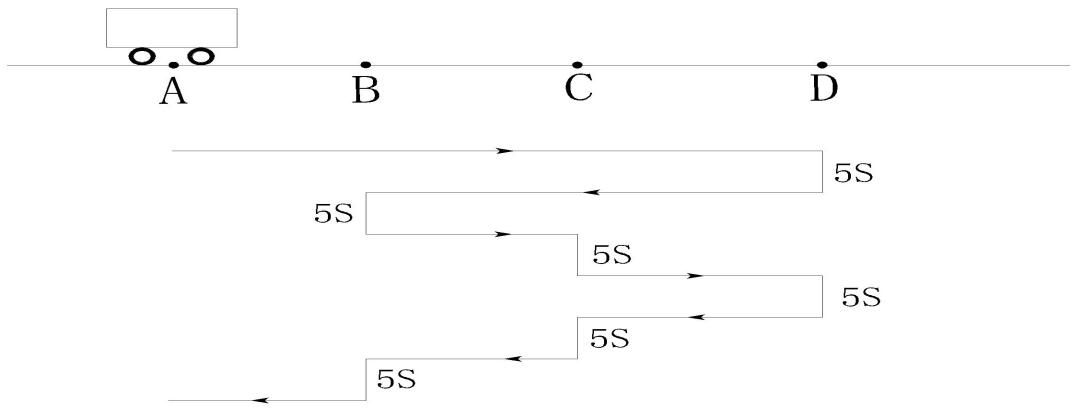
(1) 把手动/自动SA按钮拨到自动档,按下自动启动按钮SB1;
(2) 运料小车从A点运物料到D点停下,在D点停留5秒的时间;
(3) 运料小车从D点运物料到B点停下,在B点停留5秒的时间;
(4) 运料小车从B点运物料到C点停下,在C点停留5秒的时间;
(5) 运料小车从C点运物料到D点停下,在D点停留5秒的时间;
(6) 运料小车从D点运物料到C点停下,在C点停留5秒的时间;
(7) 运料小车从C点运物料到B点停下,在B点停留5秒的时间;
(8) 运料小车从B点返回A点;
(9) 把手动/自动SA按钮拨到手动档,要求运料小车可以手动向右或者向左运行。
1.3.3 需解决的主要问题
当采用J-C控制方式时,要求改变运料小车的运行路径,该如何实现,需要对那些进行改变,需要的时间为多少,J-C控制方式的优缺点。
当采用PLC控制方式时,要求改变运料小车的运行路径,该如何实现,需要对那些进行改变,需要的时间为多少,PLC控制方式的优缺点。
参考文献
[1] 郭琼PLC应用技术[M].北京,机械工业出版社 2014.3.
[2] 张晓娟工厂电气控制设备[M].北京,电子工业出版社 2012.6.
[3] 郝岷自动化生产线设备维修[M].北京,中国电力出版社2011.8.
[4] 张豪三菱PLC应用案例解析[M].北京,中国电力出版社2012.10.
[5] 刘勇组态软件应用技术项目式教程[M].北京,机械工业出版社2015.11.
[6] 李江全三菱PLC通信与控制应用编程案例[M].北京,中国电力出版社2012.1.
[7] 李响初三菱PLC、变频器与触摸屏综合应用技术[M].北京,机械工业出版社 2016.7.
[8] 王娟工厂电气控制技术[M].北京,电子工业出版社2014.8.
[9] 田淑珍工厂电气控制与PLC应用技术[M].北京,机械工业出版社2015.7.
[10] 李宁.组态控制技术及应用[M].北京,清华大学出版社2015.
[11] 郭琼.PLC应用技术[M].北京,机械工业出版社 2009.6.
[12] 高安邦.三菱PLC工程应用技术[M].北京,机械工业出版社2010.10.
[13] 于淑芳.中文版AutoCAD 2007机械制图专业技能培训教程[M].北京,航空工业出版社2006.7.
[14] 何坚强.工控组态软件及应用[M].北京:北京大学出版社,2014.3.