














苏ICP备112451047180号-6
基于PLC控制的自动切管机设计
一、选题简介、意义
传统的工业生产中,长期使用相对落后的手工切割金属管操作,经行批量生产,不仅劳动密集,生产效率不高,质量差的产品,合格率低,导致成本高。在现在的市场上,有两种形式主流的切管机:一种是新型切管机它的运行方式是管子动而打不动,与之对应的是传统切管机,他与前者相反,刀动管子不动。随着机械制造业的快速发展和人民的要求的越来越高,产品,工厂,以提高效率,生产精度,自动切管机的需求已是迫在眉睫。管道切割机企业根据自己的需要,在未来投入产出比作出科学的预测,以便有选择地投资,逐步过渡。多渠道的以提高经营效率的集约化管理,以提高效率为最终目标,走集成化发展道路,一定要做到“低投入,高收益的经营目标,需要从许多方面改变管道切割机企业。
全自动切管机专为满足高精度定长切割需求而设计,更换切具可定长裁切塑料管、橡胶管、复合管、铜管、铝管等各种软硬材料。切管直径∮10-25mm,切管长度:0.5-900M,切管精度:±(0.1%+2mm)。切管线速度每分钟1-150M范围内无级调节。撰切管机具有塑料管的定长切断、单产和班产量的设定功能,实现自动计数达到设定产量值后自动报警等功能。用户通过触摸屏可进行塑料管的切断长度设定、单产和班产量设定、自动和手动切管方式的随意转换以及恢复切刀位置等操作。
二、课题综述
研究的内容:本次研究内容主要是了解自动切管机的使用现状,以及它的发展前景,
然后查阅资料熟悉PLC的基本工作原理和应用以及PLC的I/O点分配和设计原理,
还要了解PLC的日常调试、安装与维护以及学会如何编程。
解决的问题:本次研究要解决如何选择正确的PLC型号、如何设计满足要求的PLC程序、设计过程中应注意的细节、设计出来的作品合不合理,能不能适应市场需求。
预期目标:通过本次对PLC在自动切管机中的应用的设计,了解它的工作原理和使用方法,深入了解PLC的结构特征,提高自身独立开发与设计能力,巩固和提高自身知识水平,加强所学知识的应用和熟练。
研究步骤、方法及措施:本次设计可通过网络、图书馆等途径查找相关资料,基本了解PLC相关知识并与指导老师和企业指导技师交流相关的知识。然后制定详细的设计计划和目标,确认PLC选型和各个组成的选型并编写程序。最后通过Auto CAD绘制流程图、接线图等并制定详细说明书,总结经验。
目录
摘 要 I
一、绪 论 4
1.1 引言 4
1.2自动切管机国内外发展状况 5
1.3 本课题的主要研究内容 6
1.4自动切管机的应用领域 6
二、自动切管机的总体设计 7
2.1自动切管机的整体设计思路 7
2.1.1毕业课题的选择 7
2.1.2选择以PLC作为设计方案 7
2.1.3自动切管机的基本功能 8
2.2系统设计的基本步骤 9
三、系统的硬件设计 10
3.1控制系统结构设计 10
3.2 PLC的选型 11
3.3 电机的选型 12
3.4 I/O端口的分配 14
3.5机械硬件结构的设计 16
四、系统的电路设计 18
4.1电气原理图的设计 18
五、系统的软件设计 20
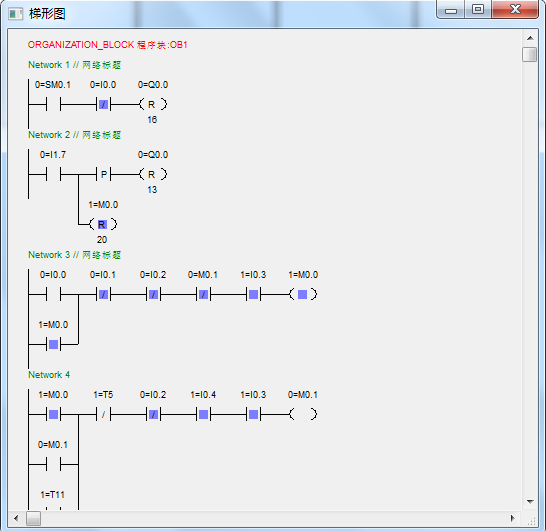
5.1 PLC梯形图概述 20
5.2 顺序图的绘制 21
5.3主程序的设计 21
5.4 运行与调试 23
附录 29
结 论 43
致 谢 45
参考文献 46
一、绪 论
1.1 引言
在现在的市场上,有两种形式主流的切管机:一种是新型切管机它的运行方式是管子动而打不动,与之对应的是传统切管机,他与前者相反,刀动管子不动。
而我们的设计原型还是以传统的切管机来做。
全自动切管机可以做到以下的几项功能:自动夹紧工件、切割刀自动进给、自动上料送料、设置切料的长度,自动计件等功能。这些可以很好的做到减轻工人的劳动量的目的,在自动切管机作用下,还可以大大的提高生产效率。
自动切管机在工作时工作精确,失误率低,位置精准,切削快速,每分钟可以接料十次至五十次。
更可以设置工作需求,在已达到工作量的情况下,使之自动停止。除了一些参数的设置之外,其他没有需要人工进行的操做,这使得一人可以对多个机床进行看护,机电一体化的程度可见一斑。
而另一项功能--工件计数这是另一项特色,在进行了一天或一段时间的工作后,以前的时候工人要求对自己的工件数量进行核对,这又是一项繁复的工作,而在自动切管机的帮助下,工人师傅只要看一下触摸屏上的数据就可以很快的知道自己的工作量。
工人在工作时只要将机床上的按钮都停止在自动状态下,再按下一个开始按钮就可以安安稳稳的在一旁候着就可以了。
而在出现意外的情况下,急停旋钮的出行就很好的解决对于突发状况的处理。在问题解决之后,在控制系统中TONR指令的记忆功能的作用下使得机床可以很好的继续之前的工作状态。
同时在需要对机床进行修正与维护时,单步运行功能的设置就是为了处理这种状况。将自动转换为手动就可以一步步的对其进行修正。在处理完成后在转换成自动加工就可以了。
1.2自动切管机国内外发展状况
随着科技技术的发展,工业类的生产机器在这一大背景下得到了很好的发展,自动切管机这在这一大时代下也得到了句法的发展。自动切管机行业的发展状况也就逐渐被这一行业的相关人士关注。由于我国期货市场的发展,一些大宗商品的期货价格正在逐渐成为国际性价格。就以当今社会地有有色金属为例,铜和铝的期货价格都有一定的独立行情,LME受到这种状况也受到了一定点的影响。使用切割不锈钢管机床消费市场,机械制造的主要产品类别就是通过切割机,不锈钢切管机公司在金属加工行业的各种水平和磨料切割机广泛使用,占市场份额的一部分,已取得了显著的经济效益,但是国内同类管道切割机起一切发展大国比仍然有一定的差距,切割机械制造业的技术水平冉冉需要提升与改进。
切同时,发展切管机企业需要逐渐的从价格竞争的路线中走出来.注重优化产品结构,提高产品质量,掌握核心技术和创新,以及扩大企业品牌影响力。多渠道的以提高经营效率的集约化管理,以提高效率为最终目标,走集成化发展道路,一定要做到“低投入,高收益的经营目标,需要从许多方面改变管道切割机企业。一方面,企业需要不断地提高企业管理水平,改善整体绩效管理,优化部门结构,人力资源,并且避免浪费时间,同时优化内部竞争机制,提高员工的职业素质。 另一方面,切管机企业也可以选择以尝试高科技经营的方式,着重的去发展电机信息技术,通过改良办公工具方式从而提升经营效率。另外,国内切管机行业集中度低、企业谈判能力弱也是造成议价能力低的一个重要原因。 切管机企业紧密结合,发展和加强供应链上下游企业,对管道切割机数控切割机的一些区浓度强竞争力的形成,企业和企业,提高其竞争力,扩大市场份额,具有重要的意义。因此,必须加快产业融合步伐,提高产业集中度,转变经济增长方式,逐步获得国际商品定价的优势。[4]
1.3 本课题的主要研究内容
此次设计的主要内容在于使得传统的切管机之上,通过PLC进行编程,设计出一款能够实现以下功能的自动化机器:
1) 由操作工人将待切割工件送入油缸夹紧的固定位置,(限位块限位)压紧送料油缸,1、2同时伸出将工件夹紧,伺服电机开始送料,第一段送料长度多送20-30mm,送料到位后,切割压料油缸下压,压紧工件,切割进刀油缸,开始进刀切割工件,压紧送料2只油缸返回。伺服电机返回压位,等待切割完毕后的第二次送料。
2) 切割完毕后,进刀油缸返回。切割夹紧油缸返回,卸料气缸推动卸料翻板翻转。将卸料翻板上工件卸入料槽储料框后返回。伺服进行第二轮送料动作,送料长度为实际工件长度。以此循环,循环次数据料棒长度而定。
3) 如解决工件的传送问题,可以几台设备共用一个传送带线,由切割机上的机械手,将切割好的工件加持到传送带上,由传送带上加装计数装置,进行计数装箱。
采用德国西门子的S7-200系列的CPU226做主机。使用S7-200软件来编写程序。在顺序功能图的帮助下利用梯形图的方式来编写程序。
参考文献
[1] 何衍庆.可编程控制器原理及应用技巧.第二版.化学工业出版社.2003.1.[2] 王晓军.可编程控制器原理及应用.化学工业出版社.2010.9.4
[3] 杜荔编.微机原理及其接口.清华大学出版社.2011.3.1
[4] 龚捷.接口技术.化学工业出版社.2009.1.1
[5] 韩九强.传感器与检测技术.清华大学出版社.2010.9.1
[6] 高钦和.可编程控制器应用技术与设计.人民邮电出版社.2004.7.1
[7] 路林吉.PLC应用开发技术与工程实践.人民邮电出版社.2009.4.8
[8] 陈立定.电气控制与可编程控制器.华南理工大学了版社2006.2
[9] 向晓汉.PLC应用技术与实践.电子工业出版社.2014.12.11
[10] 廖常初.可编程控制器的编程方法与应用.重庆大学出版社.2001.2.1
[11] 廖常初.PLC梯形图程序的设计方法与技巧.电工技术出版社.2004.9
[12] 廖常初.PLC梯形图的书许控制设计法与顺序功能图.电子技术杂志.2001.第11期