














苏ICP备112451047180号-6
基于可编程控制器在机械手中的应用研究设计(机械手分拣金属与非金属物品)
一、选题简介、意义
机械手作为能够加快工业自动化进程的新型设备,在很多的生产领域得到了较大范围的投入使用。可编程控制器(PLC)具有强大的工业计算处理能力,可编程控制器在工业生产过程中得到广泛的应用。可编程控制器来控制机械手,能够简单地控制机械手作出各种预期的工序动作,大大地提高了生产效率,改变了工人长时间进行重复繁琐工作的现状。本设计使用西门子S7-200来作为整个系统的控制核心,用西门子S7-200来控制机械手分拣金属与非金属,设计出一套能够真正应用于实际生产的PLC控制系统。设计完成后这套系统能够让机械手在它的自由度限制范围内做出各式各样的动作,并且动作方式千变万化,机械手运行过程流畅无阻。
二、课题综述(课题研究,主要研究的内容,主要解决的问题,预期目标,研究步骤、方法及措施等)
1、研究内容
本设计是将PLC运用在机械手的夹取控制上,使得机械手能够自主地进行无人操作——自动辨别金属与非金属物品,然后夹取放到另一条生产流水线上,从而减轻工人重复性劳作。
2、主要解决的问题
(1)PLC选型
(2)机械手的选型
(3)主电路设计和电气原理控制电路设计
(4)如何编程控制机械手分拣金属与非金属
3、预期目标
通过程序能够在两条不同的生产流水线之间能够自如地分拣金属物品,并将工件放在另一条生产流水线上。
4、研究步骤
(1)首先了解市场上大部分机械手与PLC的种类以及他们的各自优缺点
(2)选择最符合本设计的PLC和机械手
(3)设计主电路
(4)编写程序控制机械手并调试
(5)根据程序画出电气原理图
调研报告
随着机械技术的发展,越来越多的机械手开始进入生产实际领域,机械手渐渐的开始代替某些特殊岗位上的操作工人。1980年代,PLC进入中国市场之后,凭借其强大的工业处理能力,PLC开始应用于一些自动化控制的工业场景中。随着时代发展,机电技术的发展应用,用PLC控制的机械手问世。PLC和机械手两者的各个优点相互结合,立即扩大了机械手的应用范围。
某些地区的一些企业、工场开始使用PLC控制的机械手。在深圳、上海、北京等一些发达地区开始推进“无人工厂”。“无人工厂”并不是完全没有人操作,只是可以能够将90%在流水线上工作的操作工人用机械手来代替。原来操作工人因为情绪、身体等一些不确定的因素导致生产效率、产品质量等不是很理想,而机械手完全不受这些不确定因素的干扰,其准确性、稳定性提高了的生产效率和产品质量。目前,劳动力成本日益上升,生产成本越来越高,企业将会感受到前所未有的生存压力。而机械手的出现就可以解决劳动成本高的问题,虽然前期投入的生产成本比较大,但是一些具有较强竞争优势的企业将会在短时间内收回成本,比起使用劳动力成本会有一定比例的涨幅而言,使用机械手将会划算的多。同时使用机械手代替操作工人这个战略理念,可以一定程度上缓解某些地区劳动力紧张的问题,同时加快工业自动化进程,迫使机械手技术做出更大的突破。
低碳环境理念的深入人心,迫使工业生产开始向环境保护型发展,机械手开始应用一些新材料,例如气动机械手中采用不使用润滑油脂的元件。同时,随着传感器地位的日益提升,用PLC、执行机构传感器组成的自动化控制系统依然占有重要地位,传统的开关控制将会转化为反馈控制,控制精度将会进一步提高。在这短短的几十年中,机械手已经发生了翻天覆地的变化,机械手在工业生产比重中越来越大。如今,机械手的优势更加的明显,机械手开始大幅度的应用于工业生产中。我们可以展望一个美好的未来,机械手将会为其涉及的行业领域做出巨大的贡献。
目录
摘要
一、引言 1
1.1:课题的提出和研究意义 1
1.2:方案设计以及各方案的优缺点对比 2
1.2.1: 方案一:集散控制系统 2
1.2.2:方案二:工业控制计算机系统 2
1.2.3: 方案三:PLC控制系统 2
1.2.4:各方案的优缺点 3
1.3:本设计的主要目标 4
二、可编程控制器的概述 4
2.1:PLC的历史与发展 4
2.1.1:PLC的历史和应用领域 4
2.1.2:PLC的发展趋势 7
2.2:PLC的工作原理及其功能特点 7
2.2.1:PLC的工作原理 7
2.2.2:PLC的功能特点 8
2.3:对于本设计PLC的选择 9
三、西门子S7-200系列PLC介绍 9
3.1:S7-200的硬件组成 9
3.2:S7-200的工作模式 11
四、机械手的概述 11
4.1:机械手的应用和发展 11
4.1.1:机械手的种类和应用领域 11
4.1.2:机械手的发展趋势 12
4.2:机械手的工作原理和功能特点 13
4.2.1:机械手的工作原理 13
4.2.2:机械手的功能特点 14
4.3:对于本设计机械手的选择 15
五、本设计的主要目标和设计主体部分 21
5.1:本次设计要完成的既定目标 21
5.2:对于本次的电气控制设计 22
5.2.1:主电路设计: 22
5.2.3:PLC控制电路 24
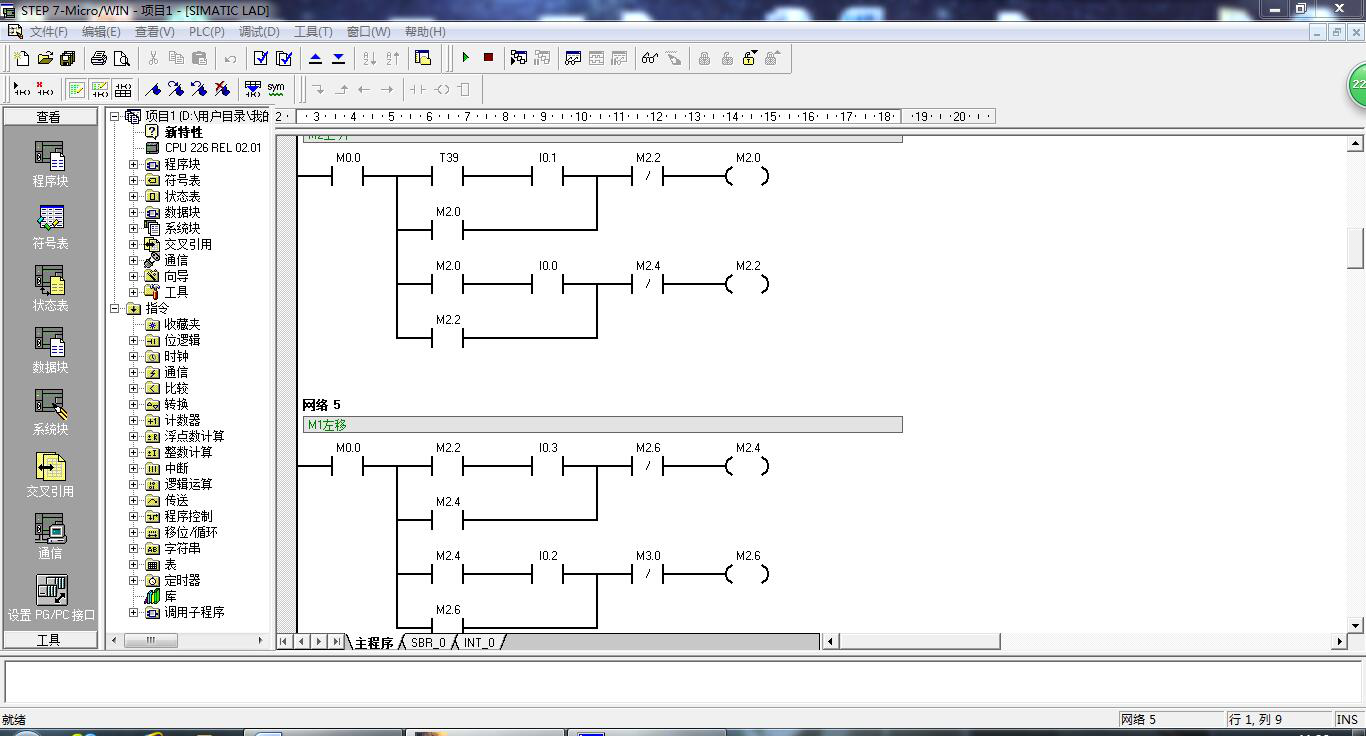
5.3:对于本次设计的程序设计 25
六、总结 30
致谢 30
一、引言
1.1:课题的提出和研究意义
在工业生产和其他生产领域内,由于生产环境的因素,人们经常受到各种对人有害因素的摧残,不仅提高了工人的劳动强度,有时甚至会有生命危险。为了应对各种各样的不利因素,机械手应运而生。机械手的出现,取代了那些在不利生产环境生产的操作人员,一定程度上保护了操作人员的身心健康。使用机械手不仅解放了工人的双手,还能减轻工人的劳作负担,因此越来越多的机械手投入实际生产领域。机械手工作具有准确性,能够胜任各种环境环境条件。通过对机械手的编写程序,控制机械手让它作出与预期动作相符的动作,从而让机械手自动完成整个操作流程。从1960年代开始,人们最初设想使用PLC来控制机械手,到现在能够完全的将其生产出来并投入生产实际应用。随着时代的变迁,对它也在不断地深入研究和功能扩展,使其越来越操作简单,执行可靠。鉴于PLC具有强大的工业计算处理能力,机械手的应用具有加快了工业自动化的进程,解放了生产力,节省了劳动成本,提高了企业之间的竞争力等各种优点。
1.2:方案设计以及各方案的优缺点对比
一个控制系统能否简单可靠地实行,在于它的设计方案是否合理,而最核心的部分是能否选择符合实际的控制方案。
1.2.1 方案一:集散控制系统
集散控制系统的工作原理比较简单:由于集散控制系统只能接受模拟量信号,所以必须使用D/A转换器将外部的数字量信号转变为模拟量信号。转变完成后的模拟量信号才能够被集散控制系统接受, 集散控制系统将传送过来的模拟量信号传送给A/D转换器。进而A/D转换器再将模拟量信号转换为数字量信号,通过数字量信号进而来控制步进电机的继电器线圈的常闭、常开触点。继电器线圈触点的闭合、断开会使各个步进电机的正反转,从而控制机械手的抓取和位置变换。
1.2.2 方案二:工业控制计算机系统
工业控制计算机作为一种专门用于工业生产的计算机,不仅能够总览整个生产过程,还能让所有的生产设备与整个的工作任务相互结合匹配,更好地发挥各个设备的各自功用,改变产品生产周期时间长的不利现状。工业控制计算机在实时实地地集中控制各个设备协同工作、相互配合的方面上,进一步的朝着自动化方向发展。
1.2.3 方案三:PLC控制系统
工作原理是PLC主机实时扫描各个外部开关的状态信号,通过各个外部开关的状态来确定机械手的位置信号,从而控制各个步进电机的继电器线圈触点的通断,通过控制继电器线圈触点的通断来控制步进电机的正反转,从而使机械手在空间内能够自由的抓取、放下物品。机械手的运动状态能够通过程序的运行来实时的监测。
1.2.4各方案的优缺点
集散控制系统是一个较为复杂的控制系统,它的控制器功能强大而且在整个控制系统中占重要地位。而整个集散控制系统中,控制系统最核心的部分是数据公路,是重中之重,所以整体投资需要一次性到位。因此所需代价比较高昂,而且对事后的系统整改难度较大,进一步的改进较为理想化。由于集散控制系统并不是开放式系统,所以它与其他产品的相互兼容性很差,基本上不是同一家公司的产品就不能相互兼容和协同工作。集散控制系统的信息传递大多是二进制或者是模拟量信号的,所以整个控制系统必须配备D/A转换器和A/D转换器这两种装置。虽然该系统可以控制和监测整个工艺的全过程,甚至可以对自身进行自我诊断维护和对硬件进行组态,但是由于存在信号传递是传统的模拟量信号这个致命缺陷,工程师不能够进行远程控制维护,必须到达作业现场才能对整个系统进行整改维修。
采用工业计算机是早期用的比较多的一种工业控制方式,工业计算机通过采用Windows或者其他操作系统,最大限度地利用计算机所提供的各种软件和硬件资源,对工序做出最合理的调配,能够简单地对整个系统进行控制。但是该系统必须要求设计人员设计单独的I/O接口的接线电路,同时还要对整个控制系统开发软件。所以很大程度上,整个控制系统的简便可行取决于设计人员和软件编程人员的能力水平,因此用工业计算机控制整个工序不具有通用可行性。
PLC控制系统体积小,轻量化,控制方式灵活多样,系统运行稳定牢靠,操作容易上手,可在个人计算机上远端监控和维修等特点。由于PLC控制方式的灵活多样性、处理系统模块化,使得整个系统便于扩展,能够根据现场的工作需求来调整、扩充模块。为了应对使用大量中间继电器、时间继电器和其他控制元件而带来的接线繁琐、现场杂乱的情况,现场总线的应用克服了这种现状。现场总线的出现提高了硬件相互之间配合工作的稳定性,大大地加快了整个系统的自动化进程。
所以在本次设计中,通过从整个系统的工作要求、应对现场临时任务的能力以及取得的经济效益与所需付出的成本方面的考虑,所以用PLC控制机械手最符合本次设计要求。没有任何控制方式是完美的,同时也没有任何的控制器是处于绝对的劣势的。选择最优的控制方式要根据现场环境、控制要求以及临时任务添加。在本次设计中,PLC这种控制方式最为适合。
1.3:本设计的主要目标
本文将详细阐述用西门子S7-200系列PLC作为处理核心,对整个控制系统的工作任务的编程设计,控制机械手完成分拣金属与非金属的工作任务。
本设计将会详细阐述机械手的组成部件和如何实现控制机械手做出预期动作。同时还将画出整个控制系统的I/O分配表、外部接线图,以及罗列出各个限位开关、传感器、步进电机具体的位置分布情况,是整个外部接线布局一目了然。