














��ICP��112451047180��-6
С��м��ϵͳPLC���Ƴ������
ժҪ
����Ǹ����еװ������Ҫ�����㲿�������ľ��ȡ����ܡ������Ϳɿ��Զ��������ž����Ե����á�Ŀǰ������г�Ʒ������ļ��������ҵ���������Ŵ�5-10�����˹������Ӿ���⡣���������˹������������Ч�ʵ͡����ȵ͡��������������Ҳ��ܾ�ȷ��ÿһ����У���ʹ�ò��������Ա�������м��ʱ���ɱ����Ҫ�ͱ�������нӴ��������Ա������ɶ������ˡ����ʵ�ֶ���е��Զ���⣬ʹ����������ˮƽ��ߣ���߲�Ʒ����������,�����ش�����塣
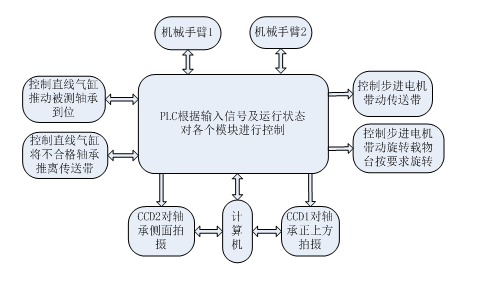
�����������еļ�ⷽ���ͶԼ��װ�õĿ��Ʒ�ʽ���в�ͬ���������Ҫ��ͨ��ŷķ��PLC������ʵ�ֶ���м��Ŀ��ƣ����ô��ʹ���ֱ�����ף���λ����е�ֱۣ����̨��CCD��������������Ӳ���������еijߴ缰����ȱ�ݣ�����ʵ���Զ����Ʒ�ʽ���ֶ����Ʒ�ʽ������ϵͳ���������ܡ�
ʹ��CX-Programmer������д����������������ķ��䣬Ȼ��д�ij������ص�ŷķ��PLC�У�PLC���ݷ�����������������λ���ĸ���Ӳ������һһ��Ӧ���ӡ������Ĺ�����Ҫ�����������Ӳ���ĵ��Թ������Ա�֤������ģ���ʵ�֣��ﵽPLC��С��м����Ƶ�Ԥ��Ч����
�ؼ��ʣ�ŷķ��PLC��������ƣ���м�⣻I/O���䣻��е�ֱ�
Design of PLC Control Program for Small Bearing Inspection System
Abstract
Bearings are important parts of various types of mechanical equipment, its accuracy, performance, life and reliability of the host plays a decisive role. At present, the detection of finished products and the surface of the majority of enterprises to use the microscope to enlarge 5-10 times, artificial visual inspection. This method of relying on artificial random sampling is inefficient, low precision, easy to introduce error, and can not accurately detect each bearing, in the use of measuring instruments on the test object is undetected to be tested and contact with the measured Easy to cause secondary damage to the DUT. So to achieve the automatic detection of bearings, bearing production testing to improve the level, improve the overall quality of the product, with great significance.
At home and abroad for the bearing detection program and the detection device control methods are different, the design is mainly through the Omron PLC program to achieve the control of bearing control, the use of conveyor belt, linear cylinder, station, mechanical arm, Cameras, scrap boxes and other hardware, the size of the bearing and surface defects, can achieve automatic control, manual control, alarm system software functions.
Use the CX-Programmer software to write the program, complete the input and output points of the distribution, and then write the program downloaded to the Omron PLC, PLC according to the assigned input and output points and the next bit of the hardware to connect one by one. In the final process to carry out many times the hardware and software debugging work to ensure that the program function module to achieve the PLC on the small bearing detection control expected effect.
Key Words: Omron PLC; program control; bearing inspection; I/O allocation; mechanical arm
Ŀ ¼
����ժҪ I
Abstract II
��Ҫ���ű� II
1 ���� 1
1.1ѡ��ı��� 1
1.2�����о���Ŀ�ĺ����� 1
1.3�����ⷢչ��״ 2
1.4������Ҫ�о����� 3
2 ��м������巽����� 4
2.1�Զ����װ�õĹ������� 4
2.2ϵͳ����ԭ�� 5
2.3������ 6
3 ŷķ��PLC����ı��� 7
3.1ŷķ��PLC 7
3.1.1 ŷķ��PLC����Ҫ�ص� 7
3.1.2 CP1H PLC��Ӳ����� 7
3.2 ŷķ��PLC��·Ӳ��ԭ��ͼ 9
3.3ŷķ��PLC������� 9
3.3.1PLCִ��ԭ�� 9
3.3.2CX-Programmer����Ӧ�� 10
3.4PLC���������ķ��� 10
3.5״̬ת��ͼ 11
3.6ŷķ��PLC��� 13
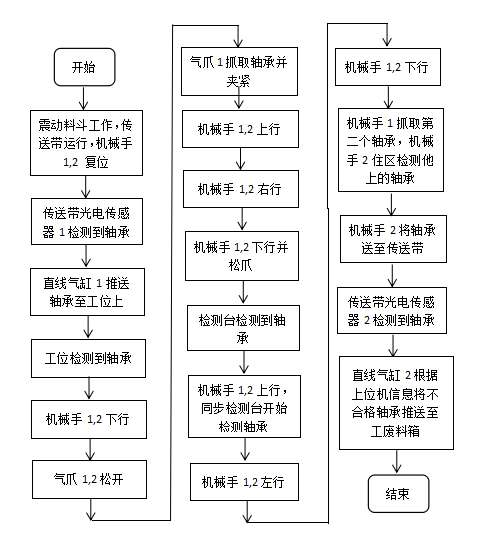
3.6.1�Զ�ģʽ 13
3.6.2�ֶ�ģʽ 17
3.6.3����ϵͳ 18
3.7�������� 19
3.8������ 19
4 ��Ӳ������ 20
4.1������������ 20
4.2Ӧ��ϵͳ��������� 21
4.3������ 22
5 ���� 23
5.1�ܽ� 23
5.2�ĵ���� 23
����� 25
��л 27
��ҵ��ƣ����ģ�֪ʶ��Ȩ���� 28
��ҵ��ƣ����ģ����������� 29
��¼A�����ķ��뼰ԭ�� 30
��¼B��ŷķ��PLC���� 31
5 ����
5.1�ܽ�
�����������������Զ����������Ĵ������������ϣ����ҽ��Ŀǰ��ҵ��ҵ�ֳ�ʹ�õ���м�ⷽ������������С��е������Զ����ķ�������ŷķ��PLC���Ƴ��˳�������ʵ�ʵ���Ӳ�����ԡ������������£�
1�������˹�������������ķ��������������Ҫ���IJ�����ҵ�ֳ�������Ҫ���ƶ�����������Զ�������װ�õ����巽����
2��������Ƶķ�����ȷ����ŷķ��PLC������Ϊ��м��װ�õĿ��Ʒ�ʽ������PLC����ϵͳ��������������ѡȡ��
3���������װ�õĿ������̣�����������Զ����װ��PLC����ϵͳ�������Զ�������ֶ��������ƣ���������������ķ��䡣
4����PLC����ϵͳ������CX-Simulator�������棬���˳�������г��ֵ����⡣
5������Ӧ��ϵͳ��������ԣ�ͨ�����������������PLC��λ��Ӳ��һһ��Ӧ���ӣ����������ص�PLC�н��е��ԣ����Թ��������ų��˴��ڵĴ��������ڽ����г��ֵIJ���ȷ�ĵط�����������һһ���ģ����������м�������PLC����Ŀ����¿��Խ����Զ�ģʽ���ֶ�ģʽ������ϵͳ�IJ������������Ʒ�����Ҫ��
5.2�ĵ����
��εı�ҵ�������ѧ���˺ܶ࣬������ʦ��ͬѧ�Ƕ��ҵİ����ز����٣�Ҳ���ҿ���˳���������α�ҵ��ơ������ڱ�ҵ��ƵĹ������Ǻ��Ѱ�����Ϊ�����������Լ���ǰû�нӴ�����������֪ʶ�����飬����Ҳ���������Լ�ҲҪһ��һ��ij�ʵ�Լ����Ҿ�������Ҫ�IJ����������ϣ����Լ������ܽ�Ϊ���ҵ�֪ʶ��������̻������������������������ȴ�Dz������п�չ�ģ���Ҳ�����˺ܶ�����������˺ܶŬ������ʱ�����Լ��Ѿ����˺ܶ���������������˺ܶ���������ף��������ȴ�Dz���ȷ���߲���ȷ�ģ������Լ���֪ʶ�棬���һ�Ҫ��ѧϰ���Ļ���֪ʶ����ʱ�ĸ�ϰ��������ʵ�������Լ���ѧ����֪ʶ��
��ҵ�����һ��������ʵ�����ϵĹ��̣����ֻ���������Dz����ģ�����Ҫ���������õ�ʵ����ȥ����Ƴ��������Լ����ƵĽ����Ҫ�����Լ���ҵ��Ƶ�Ҫ���̳������ij���Ҫʱ����ij��������λ�����豸����Ҫ����ʱ�������Ҫһ����һ���ȥ�ģ������ǵ�ʵ��ͻ������ʱ��Ҫ��ƿ���Ӧ�ԵĴ�ʩ�뷽������˼��ʵ��Ч��ʱҪ���ǵ����ָ�����ʵ������������ҲҪͻ���Գ����Ż��ģ��õ�һ������Ч�ʵ�ʵ��Ӧ��Ч������Щ����Ҫ������ϸ��
ȥ˼����ȥѧϰ��ȥ��������Ѿ��������Ķ�����Ϊ�������Ĺ�����Ҫ��һ���õĻ������á�
����ƵĹ����У���Ҫͨ�������IJ�������Ե����ϣ�����ѧ�������ȥʹ���ֲᡢ�������ҵ����й����ϣ�ʹ����������ǰ�����Լ���֪����֪ʶ����ǿ�����ҵ�֪ʶ������������Լ����������ϵļ�������Ϣ������������ͬʱҲ������Լ���ʵ�ʶ���������ͨ����С��м��ϵͳPLC���Ƴ�����ƣ�ʹ���˽���ŷķ��PLC��Ӳ����֪ʶ������Ҫ����ʹ���Լ���������PLC�������г���ı�̣�����ʹ��PLCӲ�����ƹ�ҵ���豸���ֶ����Զ��IJ���������֪����PLC���ִ���ҵ��������������ӵľ����á�
�ܵ���˵��ͨ�����һѧ�ڵı�ҵ��ƣ������Լ������������õ�����ߣ��������ҵIJ������������Լ��������յ��������������ҵ���������ǰ������ȷ����Ч�������ȷ�Ľ�����������Ƕ������ҵ�˼ά�����ͽ������Ĵ�����ʶ��Ϊ���Ժ�Ĺ�����ѧϰ����һ���ܺõĻ�����
�����
[1] ���ϴ�ѧ,�����Žݵ�������˾.����Ƕ��ʽ�����Ӿ������ȱ�ݼ�⼼��:�й�, CN101526484[P]. 2009-09-09.
[2] ��ܲ,�������������Ȧ������ȱ���Զ����ϵͳ���[D].���ɹ�:���ɹſƼ���ѧ,2012.
[3] ʷ��,��ߴ����������������ϵͳ����������[D].����:���ִ�ѧ,2005.
[4] �ΰ,���д�����������б���ò�����е�Ӧ��[D].����:����������ѧ,2006.
[5] �տ���,��ʤ��.Բ���߾����������ȱ�ݼ�⼰��ò����[J].����������ѧ��չ, 2014(4):1-2.
[6] ��ϼ.�������Ȧ�Զ�������ѡ����ϵͳ���о�[D].����:����������ѧ,2005:4-5.
[7] ������.���ڼ�����Ӿ���С��������ȱ�ݼ���о�[D].����:������ѧ,2008:2-4.
[8] ����ΰ,��ѧ����.���ڼ�����Ӿ���С��б���ȱ�ݼ�⻯������Һѹ[D].2009,37(9):130-132.
[9] ����.ͼ���ںϼ�����С��б���ȱ�ݼ���е�Ӧ��[D].����:���ִ�ѧ,2011.��
[10] ����,���ȸ�.����ͼ������Ĺ�����б���ȱ��ʶ�����о�[J].������ͨ��ѧѧ��, 2008,25(6)41-46.
[11] ������,���ε�.���ڲ�Ӱ��ģ��ƥ���С��б���ȱ�ݼ��[J].�й���е����, 2006, 17(10):1019-1021.
[12] D Martin, D M Guinea, M C Garcia-Alegre, Multi-modal defect detection of residu-al oxide scale on a cold stainiess steel strip[J].Mach Vis Appl,2010,21(3):653-666.
[13] Timothys, Newwan, Anilk. A system for 3d cad-based inspection using range images[J]. Patt-ern Recognition,1995,28(10):1555-1574.
[14] Sternberg, S.R.Industrial inspection by morphological virtual gauging[J]. Computer Society Workshop on Computer Architectures for Pattern Analysis,1983:237-247.
[15] Joanna Schmit,Sen Han Veeco Instruments. Ball besring measurement withwhite light interf-erometry. Optical Measurement Systems for Industrial Inspection[C].Proc.of SPIE, 2009, 7389,7389OP-1-7389OP-12.
[16] ��ƼƼ.����PLC��������е�ֿ���ϵͳ���[D].�ɶ�:���ӿƼ���ѧ,2013.
[17] ����,����FPGA�����ŷ���λ����ϵͳ���о�[D].�㽭:�㽭��ҵ��ѧ,2012.��
[18] �Ŷ�÷,����PLC����Ϳ�����ˮ�ߵ��¶ȿ�����ʵ��[D].����:������ѧ,2011.
[19] ������,Ƕ��ʽ����ϵͳ����ƽ̨����PLC��ʵ��[D].�人:���пƼ���ѧ,2005.
[20] ��ִ��,����ȫ. ����PLC��У��Ϣʱ�����ϵͳ[J].����֪ʶ�뼼��,2016(35).
[21] https://baike.so.com/doc/2029637-2147604.html.
[22] ����,���,�ڽ�.����CompactRIO�ĵ�Һ�ŷ�����ʵʱ���ƽ̨���[J].Һѹ������, 2013(5).
[23] http://www.aitmy.com/news/201310/29/news_55942.html.