
苏ICP备112451047180号-6
一、说明
(一)发明背景
1、根据权利要求1的序言,本发明涉及垂直式加工中心,这样的加工中心是从JP-4-79001 U而得知的。
2、在这类加工中心,工件被固定在工作台上,并连接到一个垂直主轴下端的工具上。在加工工件时,工件和工具在三个维度(在三个轴方向)彼此相对运动。也就是说,加工中心是执行加工工件相对运动在X轴方向(在左/右的方向),在Y轴方向(前/后方向)的工具,并相对一个工件在一个Z轴的方向(向上/下方向)的运动。
3、参照上述三个轴方向的运动,在X轴方向的相对运动,它一般是相对在X轴方向移动工作台而不是移动一个加工工具(主轴)(见日本的专利申请:出版物数量z000-158217)。
4、但是,如果它有一个在X轴方向移工作台的结构,它很难使整个加工中心在X轴方向(左/右的方向)的宽度变短。换句话说,这类加工中心的问题是,它是很难做出整个部分较短的宽度。
5、这个问题现在做出解释,参照图 4(a),(b)。在这种情况下,一个工件的左端部分附近形成了一个孔H1,在X轴方向最大的行程中加工成了最大的宽度,并在其后,右端面附近形成了孔H2。
6、首先,工件A定位和固定在工作台100上。 如(a)所示,工作台100在X正方向移动,这样才能使工件A需要加工的部分定位在与主轴101高端(低端)相连接的工具102的下面。然后,通过在Z轴的负方向移动主轴101形成孔H1。此后,工作台100在X轴的负方向移动,使一个接下来被加工的工件A的部分定位在工具102的下面。然后,在Z轴的负方向移动主轴101形成孔H2,如在(b)所示。
7、在形成孔H1时,几乎整个工件A定位在主轴101右侧,如图4(a)中所示。另一方面,在孔H2形成时,几乎整个工件A定位在主轴101左侧,在图4(b)所示。也就是说,工件沿X轴方向最大加工宽度内几乎两倍的速度移动。出于这个原因,在整个加工中心X轴方向的宽度至少是最大行程的两倍,所以,使宽度变短是不可能的。这意味着,在一条生产线上X轴方向安排多个加工中心时,整个X轴方向的宽度很长。
8、在这种情况下,需要有在X轴方向上宽度较短的加工中心。同时,需要进一步解决问题,在安排了多个加工中心(如三个或更多)时,在X轴方向有较短的宽度。在X轴方向的一条线上,如维修,工具交换和芯片处理。因此,本发明的目的是限制整个加工中心在其右/左方向(X轴方向)的宽度,这个目的在声明1的加工中心中得到解答。
(二)本发明的概要
9、本发明的加工中心在声明1中得到定义。(向上/向下方向)相对主要的单元并且在X轴方向(左/右方向)不可能移动,在主轴末端有一个工具安装部分。主要单元正面上的转换工作台上,只有在绕C轴方向(绕Z轴旋转)有水平的工件安装面。位于主机上的转动工作台的背面的自动换刀,旋转YZ平面上有一个换刀位置。从主单元独立地形成了分离的控制面板,分离的控制面板位于自动换刀装置的背面。加工执行在C轴方向和主轴,在Y轴方向和Z轴方向的运动转台的旋转工件上的工件安装面,工具在主轴与交换工具之间交换是通过在Y轴方向和Z轴方向的主轴和自动换刀装置之间的相对运动实现的。
10、根据这方面的发明,工件安装面的可选点恰好可放置在工具安装部分的下面,工具安装部分是主轴与在C轴方向的旋转工作台和在Y轴的方向主轴的运动相结合的高端部分,,那就是在C轴方向旋转工作台的工件安装面的旋转和在Y轴方向立轴主轴的运动。当把一个工件装在工件安装面和刀具安装在主轴的工具安装部分,工件的上表面的可选点可以定位在工具的下面。在这种状态下,主轴旋转,并在Z轴方向降低,这样工件上表面的可选位置可以被加工。
11、用这种方法,通过在C轴的方向转台的旋转和在YZ平面上的主轴的运动,工件的上表面的任意位置都可以定位在工具的下面并进行加。从而在X轴方向的主要单元(左/右方向),使主要宽度与其在这个方向工作台的旋转的运动相比较较短。
12、此外,位于主要单元前端的转台,位于背面的自动换刀,和位于ATC背面的分离控制面板,主机上也可以使在X轴方向(左/右方向)的整个加工中心宽度变短。
13、此外,通过在YZ平面上的相对运动,工具在主轴和自动换刀装置之间相互交换,这就是说,两者没有在X轴方向移动,这也因此可以使在X轴方向的整个加工中心宽度变短。
14、这个发明是加工中心自动换刀装置是在Y轴方向移动。
15、根据这方面的发明,自动换刀装置是在Y轴方向移动,当主轴和自动工具在Y轴的方向运动相互比较的情况下,主轴和自动换刀之间交换的时间可以缩短。
16、这个发明是一种加工工件上表面的加工中心,包括:主轴有一个工具安装部分,它相对主要单元在Z轴方向移动,而不能在Y轴的方向和X轴的方向。主要单元正面上的转换工作台上,只有在绕C轴方向(绕Z轴旋转)有水平的工件安装面。位于主机上的转动工作台的背面的自动换刀,旋转YZ平面上有一个换刀位置。从主单元独立地形成了分离的控制面板,分离的控制面板位于自动换刀装置的背面。加工执行在C轴方向和主轴,在Y轴方向和Z轴方向的运动转台的旋转工件上的工件安装面,工具在主轴与交换工具之间交换是通过在Y轴方向和Z轴方向的主轴和自动换刀装置之间的相对运动实现的。
(三)图纸简介
图1是根据“具体化一”由平行于YZ面的平面剖开的加工中心的右视图;
图2是剖去柱18、Z轴方向的滚珠丝杆43和伺服电机48得到的加工中心1的俯视图;
图3是一个加工中心操作示意图;
图4(a)(b)是传统的加工中心操作示意图;
图5根据“具体化二”与对应图1相对应的加工中心1A。
(四)首选体现的说明
36、参照附图是本发明的实施例的解释。
37、在各自的数字元素中,给出相同的参考数字、相同的结构和相同的操作,从而省略了逐个解释各个元素。
(后略)
三、 声明
1、加工工件(W)的加工中心(1)包括:与Y轴方向相对主机(10)的可动主轴运动方向相对水平方向和Z轴方向是正交的Y轴的方向,主轴(11)是不可能在X轴方向移动的,其中X轴方向也是一个与Y轴的方向正额方向,有一个旋转轴和一个主轴的工具安装部分(51)(11)。位于旋转工作台(12)的前端的主机,有水平工件安装面(52),它可以绕与Z轴方向的旋转的转台(12)平行的C轴旋转。(13)是工具转换器,主机(10)有一个基板(16)和一个正面的控制面板(14),其中加工工件(W)在所谓的工件安装面(52)旋转转台(12)上执行。C轴和运动的主轴(11)在Y轴的方向,并在Z轴方向运动,其中说,工件安装面(52)不能在X轴方向移动,并表示工件安装面(52)只能左右旋转。C轴的换刀(13)特点是一个自动换刀装置(13),自动换刀装置(13)位于上侧后方,转台(12)在主机(10)右侧和换刀位置(P)YZ平面上,即表示自动换刀(13)工具(53)在形状为光盘上旋转和驱动的。刀库(53)工具是特有的外边缘附近的部分(55),主轴(11)和一个旋转轴刀库(53)是平行于Z轴表示的旋转轴位于分开的控制面板背面。工具交换主轴(11)和自动换刀装置(13)之间的相对运动轴(11),表示自动换刀装置(13)在 Y轴方向和在Z轴方向的运动,即在控制面板(14)是一个独立形成主要单元的控制面板(14),该基板从正面看时在Y方向的剖面有一个门的形状和一个空格。自动换刀装置(13)被安排在空间(0)中为Y轴方向上形成的基板的(20,21,一对导轨)上部(16)。
2、根据要求1,其特征是加工中心自动换刀(13)在Y轴方向是可动的。
3、据声称1,加工中心的特征有,转台(12)是一个正方形的转台,加工中心(一)在X轴方向的宽度等于一个正方形转台的对角线长度,X轴的方向是左/右移动的方向。
(后略)
附图:(见下页)
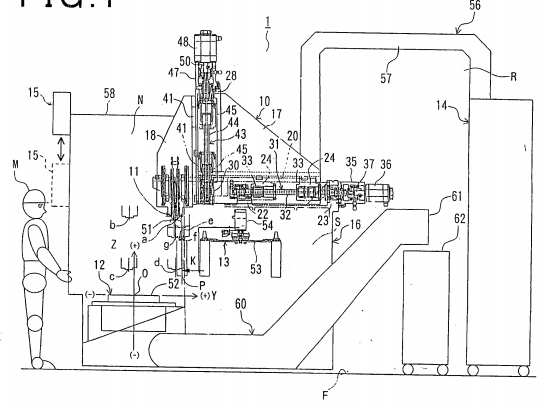
图1 平行于YZ面的平面剖开的加工中心的右视图

图2 加工中心1的俯视图