














苏ICP备112451047180号-6
基于PLC的自动扩孔装置的电控设计
摘要:本次设计的主题为基于PLC的自动扩孔机装置的电控设计,用步进电机驱动X、Y轴使工作台水平运动,气缸部分完成扩孔。在硬件部分,绘制了扩孔机电气控制系统的电气原理图,电气原理图包括系统电源的启动与停止部分,PLC的I/O外部接线图部分。在软件部分,设计了流程图,运用三菱可编程控制器GX works2编程软件编写了三菱FX系列PLC的控制程序,并制作了触摸屏画面。
与我们平常常见的继电器控制的扩孔机控制电路相比,基于PLC控制的自动化控制系统能够使扩孔机运行更稳定,不仅如此运用将自动化技术运用于扩孔机控制生产后还提高了扩孔机的生产效率,降低了设备的磨损。并且PLC属于梯形图语言编程,在后期的维护扩展上成本更低。在工业控制中,PLC是早已应用成熟的工业控制器,PLC的开发成本低,开发周期短,后期修改维护更加方便,因此运用PLC可编程控制器的这些优点,相比于单片机或者继电器系统成本要更低。
关键词:步进电机;PLC;自动控制
目录
一、 绪论 1
1.1课题来源以及研究意义 1
1.2自动扩孔的现状、缺点及改善方法 2
1.2.1自动扩孔的现状 2
1.2.2传统平面扩孔机的缺点 2
1.2.3改善方法 2
1.3本课题研究的主要内容 3
1.4选择方案 3
1.4.2 PLC控制 4
1.4.3继电器-接触器控制与PLC控制相比较 4
二、基于PLC的自动扩孔装置的结构设计 5
2.1PLC简介 5
2.1.1 PLC的产生与发展 5
2.1.2 PLC的主要产品 5
2.1.3 PLC的基本结构 6
2.2自动扩孔装置概述 7
2.3自动扩孔装置的硬件设计 8
2.3.1接近开关的设计 8
2.3.2 开关电源设计 8
2.3.4 触摸屏设计 8
2.3.3扩孔单元设计 9
2.3.4步进电机的设计 11
2.3.5PLC设计 13
三、自动扩孔装置控制系统的软件设计 15
3.1PLC控制系统软件设计 15
3.1.1PLC控制流程图 15
3.1.2PLC外部接线 16
3.1.3PLC的I/O分配表 17
3.1.4 PLC编程设计 18
3.2触摸屏软件设计 21
3.2.1 组态含义 21
3.2.2 组态软件的功能与特点 21
3.2.3 MCGS软件 22
3.2.4 MCGS软件结构 22
3.2.5组态设计 23
3.2.6程序运行 24
总结 25
致谢 26
参考文献 27
附录 28
一、 绪论
1.1课题来源以及研究意义
本课题来源于工厂,随着工业的发展,对工件的加工有很多步骤,工厂中对孔的加工也有很多,本课题研究的是如何把金属板上的孔扩大这个部分。随着我国改革开放以来,自动化控制技术被广泛运用于工业控制领域,无论是各种普通的自动化生产线上的控制,还是高端科技的远程控制都离不开自动化PLC的身影。目前,将自动化控制技术与机械设备相结合,提高了机械设备的智能化水平与生产效率,直接加速了我国工业化水平的发展,自动化技术能够使机械设备的控制更为方便更加灵活,机械控制系统的性能更加的可靠,大大提高了高精度机械加工设备的发展。随着工业水平的不断进步,市场对工业生产提出了更高的要求标准;随着自动化技术的引入,电气高精度控制技术得到了迅速的发展,特别是航天事业的发展,对机械高精度的加工要求更高;特别是扩孔机设备,作为机械加工的最后一道工序,决定着一个部件加工的成功与失败,目前国内外都在大力开发研究高性能扩孔机。尤其在高温、高压、低温、低压、粉尘、易爆、有毒气体和放射性等恶劣的环境中,它代替人进行正常的工作,意义更为重大。
1.2自动扩孔的现状、缺点及改善方法
1.2.1自动扩孔的现状
有人认为,使用机器只是节省劳动力,对于劳动力丰富的情况,机器自动化不一定符合国情。这句话中节省劳动力是肯定的,但是在自动化日益发展的现在,机器的自动化是符合的,生产中应用自动化扩孔机可以提高生产的自动化水平和降低产品的次品率,将劳动者从繁重而恶劣的生产环境中解放出来。对于本次设计的扩孔机,提高了扩孔的准确率,降低了扩孔加工过程中的次品率,实现了机械化设备的安全生产;因此,将可编程控制器运用于机械精加工领域,正在各国得到越来越广泛的引。
1.2.2传统平面扩孔机的缺点
传统平面扩孔机是由继电器控制的,传统继电器控制的扩孔机虽然动作简单,但是控制复杂,接线庞大,这样的系统相对运行起来是不稳定。传统继电器控制缺乏必要的保护的话,容易发生生产事故,给企业带来不必要的损失。并且继电器控制过于死板,很难对扩孔机进行改造,往往一个小小动作的升级改造,就需要牵一发而动全身的修改。这样在工厂生产中是不合理的,会导致工厂损失很多利益。所以这种使用继电器控制的扩孔机已经不能满足企业生产的需求
1.2.3改善方法
正对上述缺点,本课题研究了自动扩孔装置的电控设计,来改善传统基于继电器控制的扩孔机的缺点。用PLC来控制会安全方便很多,根据已知的金属板上孔的位置,移动工作台到用于扩孔的转头下面,进行扩孔。用步进电机、异步电机、气缸来实现金属板移动、钻头下降、钻头旋转扩孔的要求。这样的设备满足了这几年提倡的自动化控制,解决了传统继电器控制的扩孔机的牵一发而动全身的缺点。
1.3本课题研究的主要内容
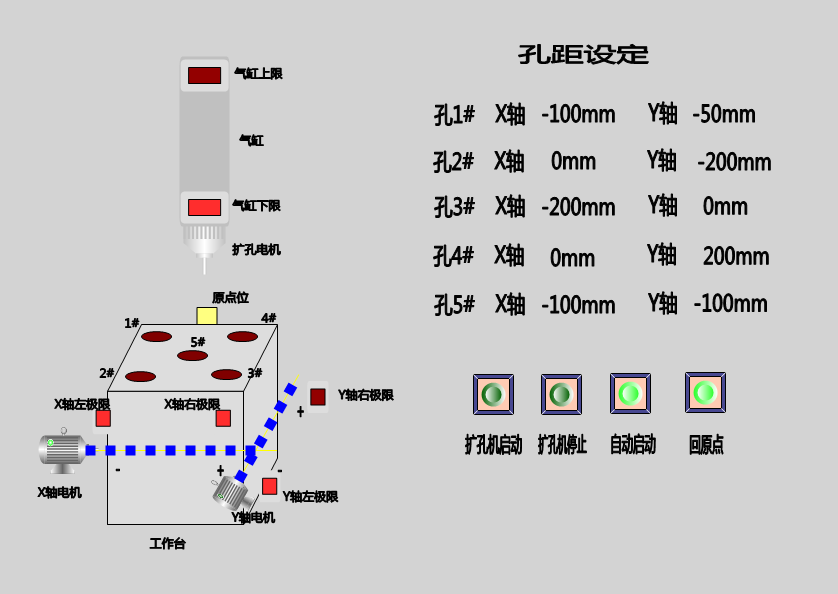
本课题结合了液压气动、工厂电气控制设备、PLC、组态技术、传感技术等多门课程的知识点,以金属板上五个孔的位置为设计依据,以PLC为基础开发的自动扩孔装置。如图1-1所示为我设计的自动扩孔装置的结构图,根据项目需求设计了300*300的金属板,金属板上有五个孔需要从Φ6扩成Φ8,本次设计主要是定位和扩孔,工作台由X轴Y轴带动把孔移到到转头下方进行扩孔,气缸压缩把转头向下压,然后由电机带动转头旋转进行扩孔。然后根据五个孔的位置一个一个扩孔,完成后再回到原点。

参考文献
[1] 葛永.三菱可编程序控制器原理及应用.北京:电子工业出版社,2007.1
[2] 胡学林.可编程控制器教程(提高篇).北京:电子工业出版社,2005.8
[3] 胡学林.可编程控制器教程(实训篇).北京:电子工业出版社,2004.7
[4] 殷培峰.基于PLC的机床控制系统的设计与实现[J].淮海工学院学报.2016(1)2022
[5] 龚仲华.三菱FX/Q系列PLC的应用[M].北京:人民邮电出版社,2006
[6] 王永华.现代电气控制与PLC应用技术[M].北京:北京航空航天大学出版社,2003
[7] 刘洪涛.PLC应用开发从基础到实践[M].北京:电子工业出版社,2007
[8] 王永华.现代电器及可编程技术[M].北京:北京航空航天大学出版社,2002
[9] 陈立定.电气控制与可编程控制[M].广州:理工大学出版社,2001
[10] 戴一平.可编程控制器技术[M].北京:机械工业出版社,2002
[11] 机电一体化系统设计第二版.北京:高教出版社,2001.8