














苏ICP备112451047180号-6
一种CIP(原位清洗系统)的控制系统的设计
一、选题简介、意义
传统的清洗方式耗时费力,产品质量难以达到要求。目前在食品加工企业,特别在乳制品企业中的应用越来越广泛。食品加工企业在产品生产过程中,加工设备及管道的清洗非常重要.加工设备及管道在使用后会产生一些沉积物,如不及时、彻底地清洗,将直接会影响产品的质量。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
研究内容
CIP(原位清洗系统)能够自控制清洗液进行自动检测.加液.排放.显示与调整,对其运行可靠
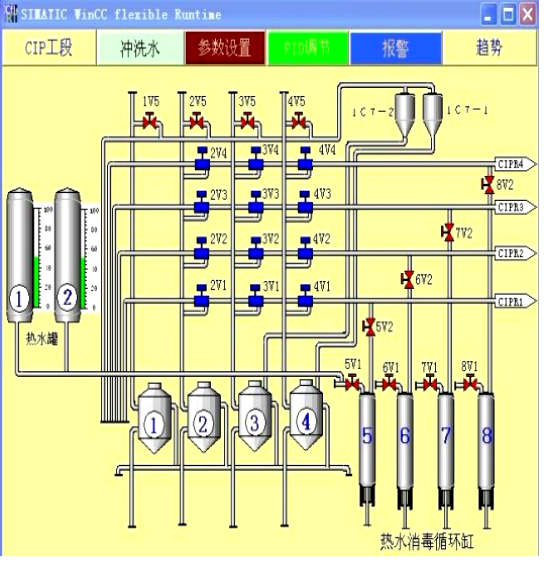
稳定的CIP清洗,采用人机界面图象显示
CIP清洗清洗程序
拟解决的主要问题
CIP清洗系统的总体结构设计
清洗系统PLC的硬件构成及控制板电路扩展设计
触摸屏控制系统的软件设计
清洗周期和顺序清洗液种类,验证CIP清洗是否清洗干净
预期目标
根据项目需求,实现机器自动进行CIP清洗,并设置验证是否清洗干净。且能够远程控制
研究步骤
了解国内外CIP清洗的现状
熟悉CIP清洗的流程
重点讨论CIP清洗系统怎样自动控制机器清洗和清洗的时间和顺序
怎样实现CIP清洗远程控制
方法和措施
本课题主要采用实验法
图书馆查阅相关书籍,期刊,杂志。通过上网查询相关资料,查看当代对该技术的研究成果和最新的动态。最后通过对资料的学习和研究进一步熟悉和理解CIP清洗的有关知识。在设计过程中及时与指导老师沟通,对不了解的问题,及时请教。
目录
第一章、引言 1
1.1课题来源及研究意义 1
1.2 CIP在线清洗的研究现状 2
1.3 PLC与继电器控制系统的发展 2
第二章、CIP系统工艺设计 3
2.1 CIP应用领域的介绍 3
2.1.1 加工的生产线介绍 3
2.1.2 CIP清洗及其优点 3
2.1.3影响清洗的因素 4
2.2基于PLC的CIP清洗系统的构成 5
2.2.1CIP清洗主要工艺设备 5
2.2.2 控制系统硬件构成与软件设计 6
2.3 CIP的清洗工艺的流程设计 7
2.3.1程序设计 7
第三章、基于PLC的CIP清洗控制系统硬件构成及通信 9
3.1CIP清洗控制系统的硬件设备构成 9
3.2CIP清洗控制系统的PLC模块说明 10
3.2.1主要智能仪表说明 10
3.3在线清洗控制系统的通信网络 13
3.3.1S7-300PLC通信基础 13
3.3.2SIEMENSS7-300PLC通信网络 13
4.1CIP清洗应用软件的介绍 15
4.1.1 STEP7编程软件 15
4.1.2SIMATIC WINCC组态软件 15
4.2 CIP清洗控制系统程序设计框图 15
4.2.1在线清洗工艺流程控制要求 15
4. 2. 2CIP清洗控制流程图 16
4.3CIP清洗控制系统的程序编写与调试 17
4. 3.1 STEP7的程序编程方法 17
4. 3. 2程序块的分类 17
4. 3. 3CIP清洗控制系统的程序部分 18
4. 4CIP清洗控制系统的触摸屏画面的设计 18
第五章、小结与致谢 21
参考文献 22
附录 23
第一章、引言
1.1课题来源及研究意义
近年来在我国发生一系列关于食品卫生安全没有做到位的事件,让人们对食品卫生安全有了更多的关注,同时也引发了人们对食品卫生安全背后的深深的思考。虽然这些事件当中大部分是企业为逃避对产品严格的检测,迎合各项成分指标而伪造成分参数,从而人为地添加各种食品添加剂。有些添加剂对人们的身体健康有着极大的危害。但当与人们生活息息相关的食品实行规模化的流水线生产后,每个生产环节实行严格监管,各个流通环节的监控步步跟进,而企业管理层对食品安全有更强的责任心,这些恶劣的食品安全事件应该会少发生很多。随着我国不断发展,大多数人的生活品质也得到了很大的提高,人们在吃的观点也发生了很多很多的变化,不仅仅需要吃饱,人们更多的从营养、卫生等方面来权衡食品的品质。在牛奶被生产加工设备进行处理的过程中,生产加工设备从开始的传统的清洗消毒慢慢的变化成到基于继电器的清洗控制系统这种清洗方法,但是因为我们企业需要的东西越来越多,这两种清洗方法已经不再适用一些大型的企业了。这些清洗方法在清洗时有可能达不到国家制定的食品卫生安全的标准,还有各种各样的牛奶制品在不断更新口味,可以从不同的方面去比较。而对食品生产设备清洗的要求也是其中的一个点。基于继电器的控制系统在改变功能方面比较差,渐渐地被边缘化了。基于此提出CIP控制系统的PLC设计方法,这种方法使牛奶厂的生产线上的生产加工设备能够被工人控制来实现自动清洗,帮助工人减少了生产设备的清洗时间并提高了清洗效率。
传统的清洗方法存在着很多的局限性和弊端,生产加工设备有可能存在一些不容易清洗的角落并且人的体力是有限的过重的劳动还容易出现安全事故。在从前时工厂采用继电器的清洗控制系统来清洗生产加工设备。这个系统采用采用硬件接线,系统构成后,想再改变功能比较麻烦,系统可靠性和可维护性较差。CIP 在线清洗指的是在生产加工设备在清洗的过程中,工人不需要对生产加工设备本身进行任何的操作,只需要考虑怎样才能利用做才能清洗干净生产加工设备然后在PLC上设置合适的压力、流量、温度及配置好所需要的浓度的清洗液,利用清洗液在高温下所产生的热能和清洗液与加工设备上化学能和清洗液在设备中产生的运动能,对牛奶生产加工设备进行直接有效的清洗,并对已经用过的清洗液进行回收并且再利用或者把用过的废弃的清洗液来直接排地。
1.2 CIP在线清洗的研究现状
CIP清洗技术和清洗设备的发展开始于二十世纪五十年代美国,经过六七十年的发展,在线清洗技术以及相关的仪器设备也发展的十分迅速。人们按照清洗方法的不同来分类,故在线清洗技术主要分别是包括化学清洗、干冰清洗、高压清洗、超声波清洗等等。各个行业根据自身的特点而选择相应的清洗方法。
1.3 PLC与继电器控制系统的发展
在 PLC 诞生之前,基于继电器的控制系统已经广泛的应用于工业生产的个领域,并且取得了很好的使用效果。基于继电器的控制系统在传统的工业生产活动中曾经扮演着非常重要的角色,但是随着现代企业生产所需要的工作设备要求精细程度越来越高,这种系统不再适应企业的生产了。因为继电器控制主要是针对某一固定的动作顺序而设计的,为了满足生产需要而对生产工艺进行调整,之前的控制系统就不再适用了,再改造的话要花费很长的时间。
二十世纪六十年代末,数字电路的发展。1968 年,美国通用汽车公司(GM)提出了设想:一种通用控制装置。1969 年,美国出现了第一台可编程序控制器 PDP—14。二十世纪八十年代以后,随着微处理器技术越来越成熟,使得 PLC 的处理速度迅速的提高。与传统的继电器控制系统相比,在完成比较复杂控制系统时,基于 PLC 的控制系统具有的优势。现总结如下:
1、体积小、能耗低
2、编程方法简单
3、可靠性高,抗干扰能力强
4、功能强大,通用性强
5、系统设计、调试周期短
参考文献
1.任振辉,马永鹏等 . 电气控制与 PLC 原理及应用[M].中国水利水电出版社.2008
2.于 颖,田耀华,黄 娟 . 在线清洗(CIP)新技术及设备[J] . 中国制药装备. 2010
3.顾佳升 . 液态乳加工工艺概要[J] . 乳品加工 . 2009
4. 张永成,王 沂等 . 食品工厂设备清洗系统 CIP 的原理与发展前景[J] . 中国农学通报 . 2006
5.姚智宇,潘文彪,时献江 . 乳品厂原地清洗(CIP)设备工控机监控系统[J] . 中国乳品工业 . 1998
6. 廖常初主编 . PLC 编程及应用[M] . 北京: 机械工业出版社. 2002
7.SIEMENS AG. Standard software for S7-300 and S7-400 Standard function Part 2 Reference Manual, 2002
8. SIEMENS AG. Working with STEP 7 V5.2 Getting Started, 2002
9.宋伯生主编. PLC 编程理论、算法及技巧[M].北京:机械工业出版社.2004
10.卢建华.使用 WinCC 实现过程监控[J].武汉科技大学学报.2000(23)
11. 焦志刚,崔瀚.基于 WinCC 的 S7-200PLC 试验系统设计[J].制造业自动化.2011(3)
12. 王晓远,杜静娟,齐利晓,常斌.基于工业组态软件 WinCC 的化工工业监控系统[J].化工自动化及仪表.2006[5]