
��ICP��112451047180��-6
ժҪ������ʮ����,���ź�����ҵ�ķ�չ,�������İ�ȫ�ԺͿɿ���Խ��Խ�������ǵ�����,�ر������ÿͻ�,һ����������,����Ӱ��ɻ�������,�����������,����������롣�������Ƿɻ������࣬��������������ת��֤�˷ɻ��İ�ȫ�����ڷɻ��������ֽ���̣����нϸߵľ���Ҫ����ϸ�ļ���ָ�꣬���ڹ�����Ա��˵����������Ͻ��Ĺ������磬���ȶ��Ĺ���̬�ȣ����ڷɻ������������������а����˺ܶ��ѵ㣬��Щ�ѵ��ڷֽ�����У���еԱ���������� ͨ��ά���ֲ��ָ������Ӳ��ϴ��µļ������֮���ศ��ɣ�ѭ�����ѵ�һһ���ƣ������չ�˾����ʵ���Եľ������棬Ҳ��֤��ÿ��ĺ��࣬�ܹ�˳����ɡ��ɻ��������ֽ�ĸ�������һ�������ԵĸĽ�����û���յ㣬��Ҫ��ʵ�ʹ�������ȡ���飬�������������������ֽ��������ʵ���ԵĸĽ���
������Ҫ�����˹�����õķɻ����տ�A320��ʹ�õ�CFM56-5B�ͷɻ��������Ľṹ������Ԫ��ֽ�����Լ����Ļ�����Ԫ��ֽⳣ�����Ϻͷ��������Ļ���Ԫ���Ƿɻ���������ؼ��IJ���֮һ���������Ĺ�������������ӣ����ڴ��ڸ��¸�ѹ��״̬����ˣ����ڶԷ�����ʹ�ð�ȫ�ԺͿɿ��ԵĿ��ǣ��������Ļ��ڲ��ᡢ�̡�ҶƬ�����������Դﵽ�ʺ�������������㲿�������Եõ�����,�������ܹ��������ǿ��Եõ�������չ�ģ������ӳ���������ʹ��������Ϊ���չ�˾���ӷɻ��ľ����ԡ��ڼ�Ҫ�����˷���������ʷ�����˷������ĵ�Ԫ��ṹ�Լ���Ԫ������ԡ�Ȼ��Է���������Ԫ��ֽ���������������ܣ����Ժ��Ļ�����Ԫ��ֽⳣ�����Ͻ����˼�Ҫ�ķ��������շ��������ִ�����������Ҫ����װ�ã����ṩ�ɻ����������������ṩʹ�ɻ�����ֹͣ�Ķ���������������װ�ã�������Ͽյ�����ѹϵͳ�ͷ���ϵͳ�ṩ���������Դ��Һѹϵͳ�ṩ����������
�ؼ��ʣ��ɻ������������Ļ���Ԫ�壬��������
1 �����
1.1���շ�����ά������չ����
���շ��������ִ�����������Ҫ����װ�ã����ṩ�ɻ����������������ṩʹ�ɻ�����ֹͣ�Ķ���������������װ�ã�������Ͽյ�����ѹϵͳ�ͷ���ϵͳ�ṩ���������Դ��Һѹϵͳ�ṩ���������������÷ɻ����øߺ����ȵ����ַ��ȷ�������Ϊ��������ͬ���Ͳ��ò�ͬ���͵Ķ���װ�á��ڷɻ���������ʹ�ú�ά�������У�ά����������ʱ������ƣ��ȹ���ǰ���µļ���ȡ���ϵļ������µĻ���ȡ�����ϵĻ��͡�
���ź���ά����ҵ�����IJ��ϼӾ磬���ͺ���ά����ҵ�䲢���������ʱ���������Ƶ������������ĺ���ά��������ҵ���������Ӷ���ҵ�г����о����ر��Ƕ���ҵ��չ�����Ϳͻ��������Ʊ仯�������о�������Ϊ��ˣ�һ������������ĺ���ά��Ʒ��Ѹ��������Ϊ����ά����ҵ�е��̳�!
Ŀǰ���й���ά����ҵ�ĺ���������ά������������Ƚ�ˮƽ�Ƚ����нϴ��࣬һЩ��Ҫϵͳ�Ĺؼ���������ά������Ƿȱ���ڹ����������Ҫ��ߡ���Ʒ����ֵ�ϸߵ�ά����Ŀ�У�����ά����ҵ���г�ռ���ʽϵͣ��ҹ�����ά��λ������29%�IJ�����ά��������ȫ��ҵ�е���ά��ֵ�����г��ܲ�ֵ��25%���й���70%���ϵķ�����������ά���ҽ��з���������ʹ�ڹ�����ɵķ��������ޣ�����IJ��������ά�����������⡣���⣬��ά����������������������ѵ�������ƻ�����Ϊ��־��ά���̹��������������ˮƽ���ڽϴ��ࡣ
����ά�������IJ��㣬����ά��λ����һ���̶ȵĵͲ��ά�������ظ������������ά��λ�ں���������ά���������������Լ��У������ά���������費�㣬�������ڵͲ�εijɱ�����״̬������ά���������������ʷ�������д���һ���IJ�ࡣ���⣬������ά����ҵ��ģ�ձ��С�������з��봴��������ǿ������ά����ҵ��ά������г���ʶ�����������ȷ��滹�д���һ����ߡ�
�ݡ��й�����ά��ҵ�г�ǰհ��Ͷ��ս�Թ滮�������桷����������ʾ������2010��ף��й���ӵ�и�������ɻ�1639��(�������м����ݷ�����3600��̨)��ͨ�ú�����1010�ܡ���ά����ҵ��ģ��չѸ�٣�2010���й���ά���г������ﵽ23.2����Ԫ��ռ����MRO�г���5%����Ϊȫ������������ά���г������з�����ά��Լռ������40%������ά�����ɻ�������װ����������������ռ20%���ҡ�[6]
1.2���շ�����ά�����Ķ���
����ά����ָ�Էɻ������ϵļ���װ�����緢�������е�ά����������ȷ���ɻ��İ�ȫ������ά���Ƿɻ�ʹ�õ�ǰ��ͱ�Ҫ������Ҳ�Ǻ���ҵ����Ҫ��ɲ��֡������շ������Ƿɻ������࣬���շ�����ά���Ƿɻ�ά��һ���֣�Ҳ�Ǻ��ջ���������Ҫ��ɲ��֡�
1.3���շ�����ά�����ں���ҵ��Ӧ��
���շ�����ά����Ҫ�ԣ���Ҫ�����ں��շ��������ɶ��������㡢������ɵĸ��ӻ������ڸ��¡���ѹ����ת�ټ����ӵĻ������ϱ任�Ĺ���״̬�й�����Ҫ�������ᡢ�������͵͡������ɿ������������ɱ��ͣ����ҷ������ṹ��Ҫ���ϸ��£����º��շ�����ά����ռ�ı���Ҳ���ϵļӴ�
�������������豸���ϵ�Ӧ�����¿Ƽ��ɹ������ܸ��������������ۺϣ��ṹҲ���Ӹ��ӣ��������豸�Ķ���ά�ޡ�����ά���ر��Ǵ������ܴ���ս����ˣ������⺽�շ�������ά��װ�����ֶ�Ҳ�ڲ��Ϸ�չ���Ƴ³��£�ʹ���շ�������ά���ֶθ����ִ������{�Ƽ�������ҵ�ڿ�����˳�Ϊ���շ���������õ�ά���װ����
���շ��������������ϵ�����Ϊ��ѹѹ������ȼ���Ҽ���ѹ���֡���ͳ�Ժ��շ������ļ�⡢ά�ޣ�����ͨ���ֽ�ķ������м�⣬���������ķ�ʱ�䡢���������������ҶԷ�������Ȿ���Ժ��շ�������˵Ҳ��һ�ֺܴ������ͺ��շ�������ʹ��������
2 ��������
2.1 CFM56-5B���������[4]
CFM56-5B�����ַ��ȷ�������һ��ߺ����ȵ���������������ͼ2-1��ʾ����Ҫ����A320����ĺ�������CFM56�����ַ��ȷ�������1993��5�±��״���֤����������CFMI��������SNECMA��������GE������ҵ�����졣CFM56�ͷ�������Ϊһ��ģ�黯�ķ����������죬���Դ�ͬ�������ѡ����ϲ�ͬ�ͺŵķ������������������̴���������ʱ�䡣CFM56�ͷ�������3������Ԫ����17���ӵ�Ԫ����ɡ�
������ͨ�òο����ݣ� ����2.94��
����2.14��
���أ�2381ǧ��

ͼ2-1 CFM56-5B������
2.2 ��Ԫ��ṹ[8]
3������Ԫ��ֱ�Ϊ��1����������Ԫ�壻2�����Ļ�����Ԫ�壻3����ѹ��������Ԫ�壬��ͼ1-2��ʾ��
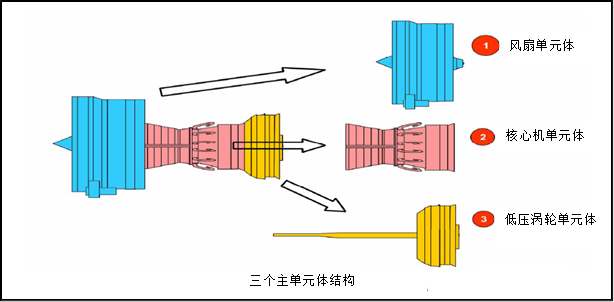
ͼ2-2 CFM56-5B������������Ԫ��ṹͼ
2.3 CFM56-5B����������Ԫ��ֽ����
2.3.1��ѹ��������Ԫ��ֽ����Ҫ�㣺
1����ͼ2-3��ʾΪ��ѹ���ֵ�Ԫ��ֽ����ת�����ӹ̶�����һ��Ҫ��װ��λ����������ת������ҶƬ�����������ҶƬ��
2���ڲ�ж��ѹ��������Ԫ��ǰ��һ��Ҫ�ù�װ������ѹѹ����ת�ӡ�
ͼ3-1 CFM56-5B��ѹ�����ڲ�������λ��ʾ��ͼ
3.3���̴�ʩ����������취
�����ֺ��Ļ�ҧ�������ʦ���û�����Ա�����Ӵ�3�����������ñ������ߵ�����ֱ��400�߰��������Dz��ܲ�����Ļ�������Ҫ��ȡ������ʩ��
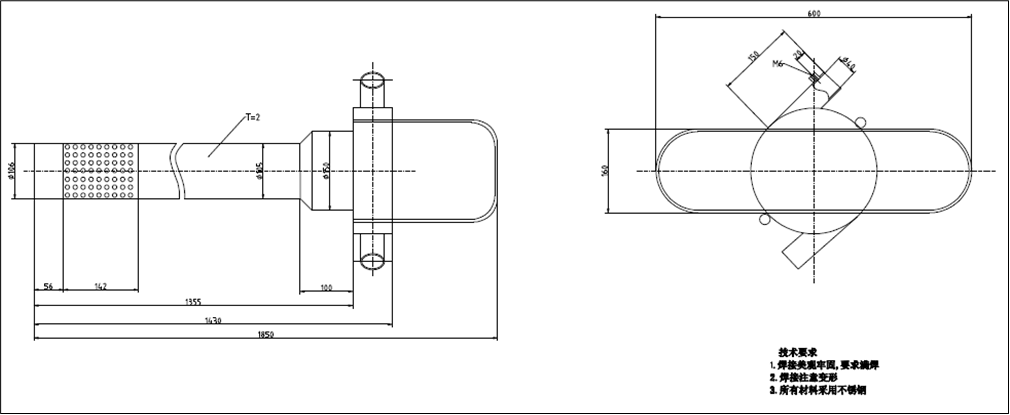
����һ�����ȸ�ѹѹ����ǰ����3����й�ӯ����档����Ƶ�������ȹ��ߣ��Թ�ӯ�������м��ȣ�ʱ��Ϊ45���ӣ�ʹ��ѹѹ����ǰ����3�����ͬʱ���͡�֮��������ǰ���ڼ���ɱ����Ǹ�ѹѹ����ǰ�ἱ����ȴ��ʱ��ԼΪ3���ӡ���������������ԭ����ʹ�ù�ӯ����淢��Щ���ı䡣�����ٰ�װ3�����������ñ������߳��Բ�����Ļ�����Ԫ�壬���Ծ����������������������
ͼ3-2Ϊ������Ƶļ��ȵ��ܡ�
ͼ2-1 CFM56-5B������
2.2 ��Ԫ��ṹ[8]
3������Ԫ��ֱ�Ϊ��1����������Ԫ�壻2�����Ļ�����Ԫ�壻3����ѹ��������Ԫ�壬��ͼ1-2��ʾ��
ͼ2-2 CFM56-5B������������Ԫ��ṹͼ
2.3 CFM56-5B����������Ԫ��ֽ����
2.3.1��ѹ��������Ԫ��ֽ����Ҫ�㣺
1����ͼ2-3��ʾΪ��ѹ���ֵ�Ԫ��ֽ����ת�����ӹ̶�����һ��Ҫ��װ��λ����������ת������ҶƬ�����������ҶƬ��
2���ڲ�ж��ѹ��������Ԫ��ǰ��һ��Ҫ�ù�װ������ѹѹ����ת�ӡ�
ͼ2-3 CFM56-5B��������ѹ���ַֽ�ʾ��ͼ
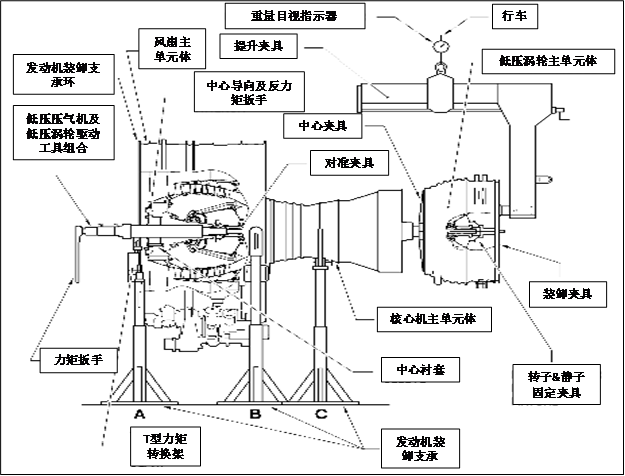
2.3.2���Ļ�����Ԫ��ֽ����Ҫ�㣺
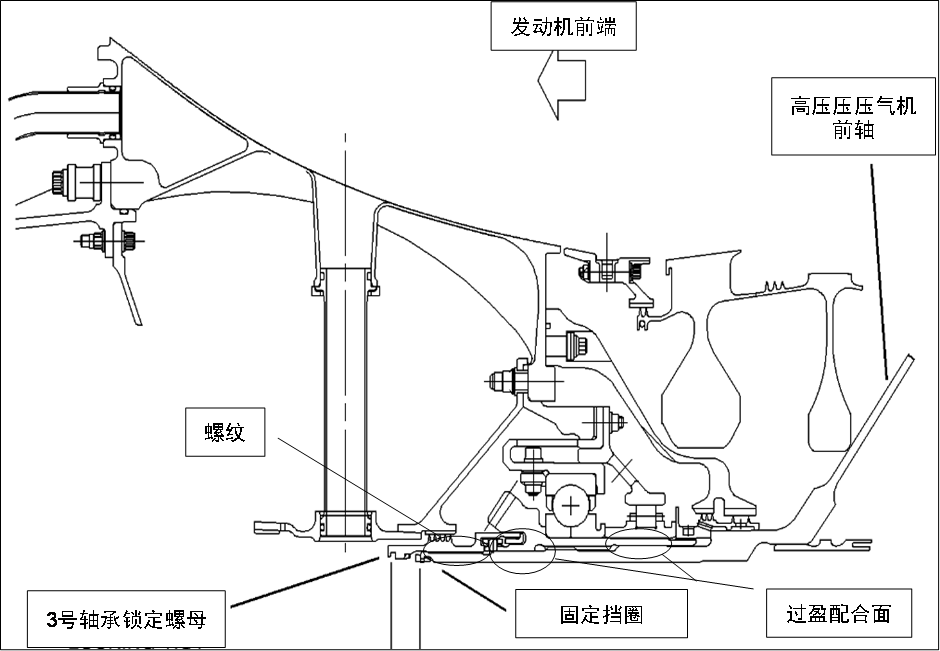
��ͼ2-4��ʾΪ���Ļ���Ԫ��ֽ����װ3�����������ñ������ߡ���ѹѹ������ǰ������3�����������ñ����̶����ڴ���ʹ�õĹ�װ���Ƚ��̶���Ȧ�ſ���ͨ����ת3�����������ñ������ѹѹ����ת�����������ת���뾲���Ѿ��̶��������������Ļ�����Ԫ���ӷ�������Ԫ�������˹���Ҳ�Ѿ������ģ�ԭ���ҵĹ�������2��̨��3�����������ñ��ϣ������ڷֽ��������̫����ʹ̨���ѣ��������������м�װ��2��̨��4��̨���Է�ɢ�������ã����ٹ��ߵ���Ƶ�ʣ�Ҳ�������������ĸ��ʡ�
ͼ2-4 CFM56-5B���������Ļ��ֽ�ʾ��ͼ
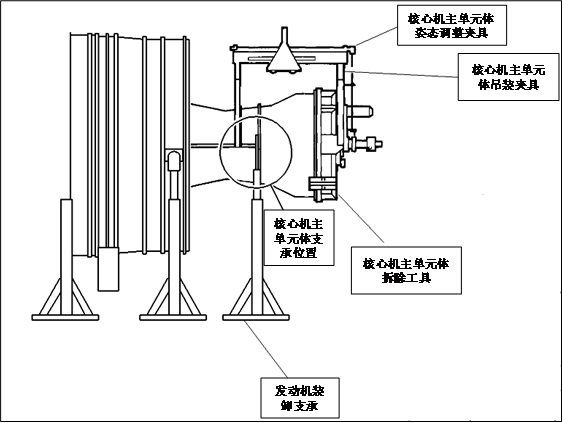
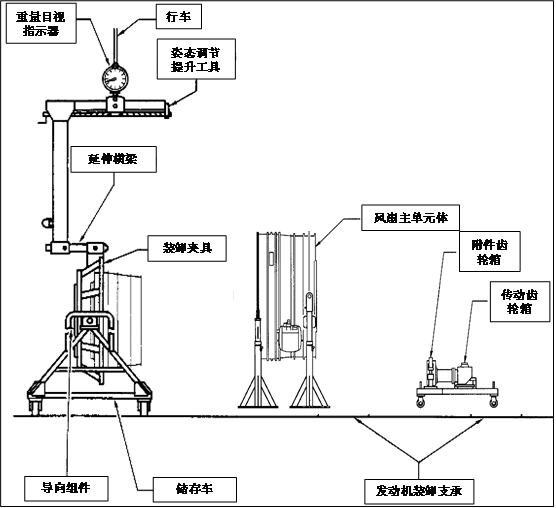
2.3.3��������Ԫ��ֽ����Ҫ�㣺
1����ͼ2-5��ʾΪ���ȵ�Ԫ��ֽ����װ��ѹѹ����ת�����ӹ̶�����ʱ�����뽫ת�ӵı�ǵ���ת��12��λ�ã��ڲ����������Ҫ������Ȼ�ϻ�ڵĹ̶���ĸ�����Ƴ���ѹѹ����ʱ�����ܻᵼ�¹̶���ĸ�����弶���ӱ�Ե����
2��ֻ���ڲ���˴����������ſɲ���ڳ����䡣
ͼ2-5 CFM56-5B���ȵ�Ԫ��ֽ�ʾ��ͼ
3 ����·��
��һ�������ҹ�����ɻ��������ֽ��ȱ���������������£������õ����� ����������
�ڶ����������ɻ��������ֽ�����д��ڵ�ȱ�㼰���Ͻ��������
3.1��������
����CFM-5B�ͷ��������Ļ�����Ԫ���ڷֽ������ʱ������ֺ��Ļ�ҧ����������ת3�����������ñ�������ʱ������ֵ����280�߰�������ת����������أ�ת��ǰԼΪ3700�߰���������������������������Ҫֹͣ�ֽⲢ֪ͨ����ʦ����ʾ�˺��Ļ����ܻ����ҧ������������Ԫ���������������̲����Ӱ������Ч�ʡ���һ����������20%���ҡ����ָ�������ò��ӷ�����ǰ�˲��3�����������ñ�������������ѹѹ�����Լ�1&2�����֧���������Щ�������Ĺ���ָ���Ҫ������Ȼ�ϻ�ڵĵ�Ԫ�壩������ʱ��������Ҫ�г���ñ����ɺ��չ�˾����Ҫ����ʧ��ͬʱҲ��Ӱ�쵽�������İ�ʱ������
3.2ԭ�����
CFM56-5B����������ɹ����У���ѹת��ת����14000ת/�����ң�Ѳ��״̬��13000ת/�����ң�ͬʱ���Ļ�����Ԫ���ѹѹ��������3�����������ñ������������Ϲ�ϵ�����ڳ�����ˮƽб�����ǹ�ӯ��Ϲ�ϵ����ͼ3-1��ʾ�����dz���ҧ���������Ҫԭ����װ������У���Ҫ�����ڳ�����ˮƽб���֣���ǻ���¶ȴﵽ243���϶Ȳ��ҳ����¶ȴﵽ163���϶Ȳſ���װ���Ļ�����Ԫ�塣ͨ������ҧ����������Ҫ�ǹ�ӯ��������ϵ�̫����������ת��ñʱ��������������ѹѹ�������������ο�����3�����������ñ���ѹѹ�������������ʹ�ú��Ļ����������ֽ⡣
ͼ3-1 CFM56-5B��ѹ�����ڲ�������λ��ʾ��ͼ
3.3���̴�ʩ����������취
�����ֺ��Ļ�ҧ�������ʦ���û�����Ա�����Ӵ�3�����������ñ������ߵ�����ֱ��400�߰��������Dz��ܲ�����Ļ�������Ҫ��ȡ������ʩ��
����һ�����ȸ�ѹѹ����ǰ����3����й�ӯ����档����Ƶ�������ȹ��ߣ��Թ�ӯ�������м��ȣ�ʱ��Ϊ45���ӣ�ʹ��ѹѹ����ǰ����3�����ͬʱ���͡�֮��������ǰ���ڼ���ɱ����Ǹ�ѹѹ����ǰ�ἱ����ȴ��ʱ��ԼΪ3���ӡ���������������ԭ����ʹ�ù�ӯ����淢��Щ���ı䡣�����ٰ�װ3�����������ñ������߳��Բ�����Ļ�����Ԫ�壬���Ծ����������������������
ͼ3-2Ϊ������Ƶļ��ȵ��ܡ�
ͼ3-2 CFM56-5B���Ļ��ֽ���ȵ���
��������������Ȼ�ϻ�ڵĵ�ѹѹ������1&2�����֧�������3�����ǰ���ϣ�Ȼ��װ�ӷ�����ǰ�˲���ڳ������������顣����Ҫע����ǣ����մ˷�������ڳ����䡣�����Ȳ�����������䣬ͬʱ�ں��Ļ���ϻ����Ȼ�ϻ���ӷ������ϱ�����Ȱ�װ����12���ݶ������Ű��շ���һ�ķ�ʽ��������ȴ��ѹѹ����ǰ����3����С�����ȴ����ǰ����ת3�����������ñ����ڳ����䡣��ǰ�����س���500�߰���ֻ�ܲ��÷�������
���������г�3�����������ñ��
�ġ����Ȱ���
��6�� 1��---7��5�գ� ��һ�������ҹ������й�CFM56-5B�������ļ��ͷ�����ϵͳԭ��������
��7��6��---7��30�գ� �ڶ��������ҹ������й�CFM56-5B�������ڷֽ�����д��ڵ����⣬�����������ࣻ
��7��31��---8��16�գ� �������������ض��IJ��չ��̽��з�����
��8��17��---8��31�գ� ���IJ����Բ����̽��иĽ���
��9��1��---9��15�գ� ���岽����Ʋ��ߣ�
��9��16��---10��15�գ� �������������Ľ���Ĺ���ͼ��
��10��6��---11��1�գ� ���߲��������ļ����ֹ���ͼ������ģ�����硣
�塢�ο�����
1����CFM56 Full Work scope�� PRATTY WHITNEY Customer Training 2009.1
2����CFM56 Family�� PRATTY WHITNEY Customer Training 2009.1
3����Engine Shop Manual�� CFMI Task72-00-03-020-001 LPT Removal
Task72-00-02-020-001 CORE Removal
Task72-00-63-020-001 AGB removal
Task72-00-01-030-001Fan MM Disassembly
4����CFM56-5B���շ������� �ٶȰٿ�
5����dz��CFM56ϵ�з�����ʹ���еľ����ԡ��ٶ��Ŀ�
6�����й�����ά��ҵ�г�ǰհ��Ͷ��ս�Թ滮�������桷��͢�� �й�����ѧԺ
7����dz̸CFM56�����������е�ʱ�ټ����ơ� �й����ú���ά��Э��
8�������շ��������졷 ������ ������ҵ������ 1980��
9��������ȼ�����ַ�����ԭ���� ���ٷ� �Ͼ����պ����ѧ
10����CFM56-5B������71-80�¡� �ٶ��Ŀ�
11����ȼ�����ַ������� ������ ������ҵ������