
苏ICP备112451047180号-6
基于螺丝/螺栓检验和包装过程生产线自动化系统的构建
Abstract
摘要
In this paper, a packing automation system was constructed and a prototype was manufactured to test its performance for the inspection and packing process automation of a screw/bolt production line. The packing automation system is composed of an automated inspection system and an automated packing system. An inspection system using machine vision inspection and the slant method was proposed, developed and applied. The system was also developed and applied as the MICOM system in the PLC system to improve inspection errors due to the delays in the inspection process. The feeder to supply work to the inspection device was proposed, developed and applied as a slide feeder by applying a vertical transfer mechanism. The slide method was designed to minimize friction and thus improve upon the disadvantages of the existing bowl feeder. An automated packing system based on a one-station method for two-sided vinyl automatic packing was proposed, developed and applied. The one-station method maximizes the speed of the packing processes, such as automatic supply, cutting, spreading, charging, closing and sealing, that occur over a short distance. Performance of the system was evaluated by producing a prototype and setting up a packing automation system. The performance test was validated based on the inspection handling speed, transfer speed of the slide feeder, packing speed of the automatic packing system and charging accuracy, verifying the applicability and practicality of the automated system for the screw/bolt production line.
在本文中,一个用于包装的自动化系统构建和原型制造以测试其螺丝/螺栓生产线的过程自动化检查和包装的性能。衬垫自动化系统是由一个自动检查系统和一个自动包装系统组成。检测系统利用机器视觉检测和倾斜的方法被提出、开发和应用。该系统也被开发并作为MICOM系统中的PLC系统,以提高检测应用误差由于在检查过程中的延迟。供应工作,检查设备馈线和为滑动料器通过施加垂直传送机构被提出、开发、应用。滑动方法的目的是要尽量减少摩擦,从而改善在现有进料器的缺点。一个基于一站双面乙烯自动包装方法的自动包装系统被提出、开发和应用。一个站的方法最大化包装过程的速度,如自动供应、切割、铺展、充电时,闭合和密封,这发生在一个短距离。该系统的性能由制造原型和建立包装的自动化系统进行评估。性能试验进的验证基于该检查处理速度、滑动料器的传输速度、自动包装系统的速度和准确度的充电,验证自动系统螺钉/螺栓的生产线的适用性及实用性。
Keywords: Screw/bolt shape inspection; Screw/bolt packing system; Machine vision inspection; One-station packing system; Slide feeder
关键词:螺杆/螺栓形状检查;螺杆/螺栓包装系统;机器视觉检测;一站式包装系统;滑块进料器
1. Introduction
A screw/bolt is a key mechanical factor widely used for combining and fastening parts from large machines to small electronic appliances. The screw/bolt uses mass production of many part types because the sizes are different for each applied element and there are a variety of part types. Thus, the mass production of many part types has resulted in deteriorated quality and limitations in productivity in the inspection process and packing process. The existing defect sorting inspection of the screws/bolts is based on subjective awareness and an inspector’s defect standard. Therefore, it is difficult to perform the inspections with consistency and there are limitations to the inspection of large quantities of many part types over a long period, although the inspection of a small quantity in a short period is possible. Accordingly, efforts continue to develop a machine vision inspection system for the screw/bolt inspection process that enables better real-time inspection, as the non-contact method is easily applied to the mass inspection of many part types and can flexibly cope with the inspection of various shapes.
1.简介
螺钉/螺栓是一个关键机械要素广泛用于合并和紧固零件大型机器到小型电子设备。螺杆/螺栓是采用大量生产许多部件类型的,因为每个应用元件大小不同,也有各种部件类型。这样,大量生产许多部件类型已经导致质量劣化以及限制在检查过程和包装过程的生产率。现有的对于分类检查螺丝/螺栓的缺陷是基于主观意识和检查员的缺陷标准。因此,难以进行与一致性检查以及有大批量多部类型的检查要经过一段长时间的限制,虽然少量在短时间内检查是可能的。因此,继续努力开发一种机器视觉检查系统的螺杆/螺栓的检查方法,能够更好地实时检测,作为非接触式方法是很容易应用到很多类型的部件的质量检查,并且可以与检查的各种形状灵活地对应。
2. System buildup and performance verification
2.1 System organization and characteristics
The screw/bolt production line consists of manufacturing, inspection/packing and shipment stages. The manufacturing stage goes through molding processes, such as forging or rolling, processing, heat treatment and surface treatment (plating and anti-corrosion). The inspection/packing stage consists of defect screening inspections of shape, length and size by type along with unit packing and box packing according to quantity/measurement.
2.系统建设和性能验证
2.1系统的组织和特点
螺杆/螺栓生产线包括生产、检验/包装和运输阶段。制造阶段经过模制工艺,如锻造或轧制、加工、热处理和表面处理(电镀和防腐)。检查/包装阶段包括对形状、长度和大小类型的筛选检查以及按量/计量单位包装和装盒。
This automatic inspection and packing automation system(hereinafter referred to as the packing automation system)process follows. Parts are transported by a bucket conveyor to a vertical supply device supply that raises a screw/bolt up to the slide feeder; the slide feeder transfers and supplies by arranging the screw/bolt for the inspection device, and then the machine vision system inspects and measures/calculates the screw/bolt supplied from the slide feeder. The auxiliary conveyor supplies the automatic packing machine where packing is performed at the same time by batch charge after loading the screws/bolts that have completed inspection. Next, the box magazine supplies empty boxes so that the packing work can continue to be performed and the conveyor system transfers and loads by discharging the completed package boxes. The composition and layout of this packing automation system is shown in Fig. 1.
这种自动检查和包装的自动化系统(以下简称为包装的自动化系统)的过程如下。由斗式输送机输送部分由一个螺丝/螺栓到滑板送料器垂直补给装置供应;滑板送料器传输和供应通过配置螺杆/螺栓的检查装置,然后机器视觉系统检查和测量/计算从滑动送料器供应的螺丝/螺栓。辅助输送供给的地方是同一时间在已经完成螺丝/螺栓的检查后通过自动包装机批量进料。接下来,弹匣供应空箱,这样的包装工作可以继续执行以及输送系统接送和排放完整的包装盒。这种包装的自动化系统的组成和布置示于图1。
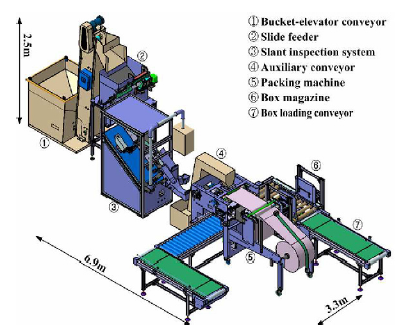
Fig. 1.Composition and install layout of the packing automation system.
图1.包装自动化系统的组成和安装布局
The slant transfer device is the core technology of this inspection system, designed to enable quick and stable transfer as the shot inspection objects freely fall when a slant of 55° or more occurs for two tempered glasses in the V shaped structure. The sorting discharger discharges defective objects by receiving a signal from the MICOM according to the decision of the inspection system. The discharge speed must not exceed the inspection, time as the location of the object to be discharged is detected by an optical sensor and the discharger is activated. The machine vision inspection section is composed of a camera, light, controller and PC. A dark room was employed to avoid the effect of uneven light at the worksite, as the quality of the camera is greatly affected by light.
倾斜输送设备是该检测系统的核心技术,旨在实现快速、稳定传输当55°以上的倾斜产生在V形结构2回火玻璃时拍摄的检测对象能够自由掉落。分拣排放排出不合格对象通过从微机接收的根据检测系统决定的信号。机器视觉检测部分由一个摄像头、光线、控制器和PC组成。黑暗的房间被用来避免在工作场所不均匀的光的影响,因为摄像机的质量受光的影响很大。
The PC program for image analysis and inspection processing includes an image view, work settings view, teaching view and start/shutdown function. The image view shows an image of the inspection object from above and the sides. The work settings view has the inspection environment settings tab, and the teaching view is the program area to teach the inspection standard model and save/recall the teaching file. The machine vision inspection performs distinctions according to similarities in pattern matching using the line-scanning method for detecting the boundary of bright and dark areas according to differences in the pixel brightness along the circle. This scanning method detects the differences in varying brightness because the shapes are different inside the area where the circular tool is installed.
图像分析和检查处理的PC程序包括图像查看、工作环境视图、教学视图和启动/关机功能。图像视图显示了从上面和侧面检查对象的图像。工作设置视图有检验环境设置选项卡以及教学视图的程序区用来教检验标准模型和保存/召回教学文件。机器视觉的检测从使用线扫描方法根据在沿着圆的像素亮度差亮区和暗区的边界检测与使用图案匹配来区分。这种扫描方法能检测出不同亮度的差,因为形状与安装了圆形工具所在区域的不同。
2.2 Performance test and discussion
There are no test standards for performance or evaluation relating to the inspection or packing systems presented in this paper. Therefore, the performance test of this packing automation system was performed according to an independently prepared standard. The performance validation of the screw/bolt sorting inspection system using this machine vision method measured the inspection handling speed and screening accuracy on each screw/bolt type. The inspection target objects were limited to 500 of each type, with 480 normal products and 20 abnormal products.
2.2性能测试和讨论
没有测试标准与本文提出的检验和包装系统的性能或评估。因此,这种包装的自动化系统的性能测试,根据独立制定的标准进行。使用这种机器视觉方法螺丝/测量每个螺丝/螺栓型的检查处理的速度和精度筛选使螺栓分拣检测系统的性能得到验证。检查的对象被限制每种类型在500中具有480正常的产品和20异常品。
As the inspection handling speed is performed with image processing and signal processing according to the software inspection process, hardware measurements are impossible. Therefore, measurements of the inspection handling speed were calculated by analyzing the signal processing time between each system saved to a log file for the debugging of the program operating the inspection system.
由于检查的处理速度与执行图像处理和根据软件检测过程的信号处理,硬件的测量是不可能的。因此,检查处理速度的测量被计算通过分析每个系统之间的信号处理时间被保存到一个日志文件以供调试运行检查系统的程序。
The transfer speed of this slide feeder is the transfer speed of the inspection object transferred and inserted into the inspection system, which is impossible to track by the naked eye as it is very fast. Therefore, the transfer speed of this slide feeder was evaluated by counting the quantity per unit time of the inspection objects passing through the inspection system.
此滑板送料器的传送速度是传送并插入到检查系统的检查对象的传送速度,这是不可能通过肉眼来跟踪,因为它是非常快的。因此,该滑动给料器的传送速度通过单位时间内通过检验系统的检验对象的数量进行评价。
3. Conclusions
This study has constructed and verified the performance of the production automation system for automatic packing and the automatic inspection system for the shape inspection of the screw/bolt production line. The inspection system applied machine vision sorting using the slant method, and the automatic packing system applied a one-station, two-sided vinyl automatic packing mechanism where calculation, charging and sealing successively take place at one location at the same time as inspection. The results gained through this study are as follows:
3.结论
本研究已构建并验证了生产自动化系统用于螺钉/螺栓生产线的形状检查的进行自动包装和自动检查系统的性能。检查系统应用机器视觉采用倾斜法分选,并在自动包装系统应用的一台,双面乙烯基自动包装机构,其中的计算,充电和密封依次发生在一个位置,同时作为检查。为螺丝/螺栓生产线建立这种包装自动化系统将极大地促进生产力和质量的提高。通过这项研究获得的结果如下:
(1) The image acquisition time of this machine vision inspection system was 50ms/pc and the inspection handling speed with the application of MICOM exclusively was 51.3ms/pc for a 46.6% improvement compared to the inspection handling speed of the existing PLC system (110ms/pc).
(1)本机器视觉检查的图像采集时间系统为50毫秒/ PC和检查处理速度与MICOM的应用专门为51.3MS / PC的46.6%提高相比检验现有的PLC系统的处理速度(110毫秒/件)
(2) The transfer speed of this slide feeder averaged 6.6pc/s for a 12% improvement compared to the bowl feeder, and the inspection efficiency was improved as almost no dust was created from the friction between transferred parts.
(2)该滑动送料器的传输速度平均为6.6件/秒,对于碗型进料器提高了12%以及因为在传送部件之间的摩擦几乎没有灰尘产生使检验效率得到提高。
(3) The sample packing speed of this one-station packing system was 178 packs per hour, approximately 4.5 times the productivity of the manual operation. Additionally, the charging accuracy of the packaging was 99.86%.。
(3)这一个站的包装系统的样本包装速度为每小时178包,生产率是手动操作的约4.5倍。此外,在包装的充电准确率为99.86%。
(4) The packing speed of this packing automation system with connected inspection and packing systems was 38.5packs per hour for a productivity 3.2 times that of the manual operation.
(4)本包装自动化系统与检查和包装系统的结合,包装速度为每小时38.5packs,生产率是人工的3.2倍。
(5) The packing material consumption of this packing automation system exhibited 30% savings compared to the manual operation.
(5)该自动化系统的包装材料消耗与人工操作节约了30%。