
苏ICP备112451047180号-6
一、 SBR污水处理工艺概述
为了更好地理解SBR法,必须首先提及活性污泥法,活性污泥法是传统的污水生物处理技术的一种,其机理是:由鼓风机向污水中通入空气(曝气),经过一段时间后,使栖息着的大量微生物群的絮花状泥粒均匀分散并悬浮于反应器(曝气池)中,把这些微生物群的絮花状泥粒就叫做活性污泥。这些活性污泥与污水充分接触,在有溶解氧的条件下,并在生物酶的作用下,对污水中含有的有机物进行合成和分解活动,有机物被微生物所利用,得以降解、去除。在这个生化过程中微生物自身得以良好的生长、繁殖,又有大量新的微生物产生补充,维持反应器中所需的工作主体——微生物(活性污泥),同时废水也得到了无害化处理。活性污泥从外观上看,犹如矾花那样的絮绒颗粒,静置时,它们立即凝聚成为较大的绒粒而下沉,易于沉淀与污水分离,并使污水得到澄清。活性污泥工艺产生于20世纪,因其处理效率较高且运行稳定可靠,在污水处理中得到了广泛应用,在新世纪的今天也是城市污水处理的主要方法。在近一个世纪的发展中,以活性污泥为核心,其处理工艺也有了许多变种。SBR法就是活性污泥法的一个变种[1]。
SBR法是序批式间歇活性污泥法英语单词的简称,是近年来在国内外引起广泛重视和研究应用的活性运行方式,具有一系列优于传统活性污泥的特点。传统的连续活性污泥法处理工艺是指污水进厂至处理完后的清水出厂是连续作业的。每一个工序过程都有一个相应的反应池。SBR法的核心思想是不变的,只是为区别于传统的连续处理工艺,它对污水处理的工艺是分批次完成的[2]。
SBR间歇式活性污泥法的主要反应器,即曝气池的运行操作是由充水、生化反应、沉淀、排水、闲置五个工序组成。
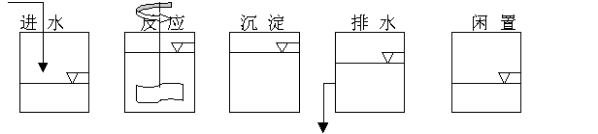
阶段1为进水期,污水连续进入处理池内,直到达到最高水位;阶段2为曝气期,在该期内既不进水也不排水,但开启鼓风系统给池水曝气,使污水进行生化反应;阶段3为沉淀期,在该阶段停止曝气,反应池处静止状态,活性污泥自然重力下沉淀,使泥水分离;阶段4为排水期,在该阶段使反应池上部分清夜连续排出;阶段5为排泥期,将池中污泥部分排出[3]。
传统工艺的连续运行方式为空间上的变化,污水顺序自然流到下一个单元,因而不需要太多的运行操作,而SBR工艺为时间上的连续运行,需要进行多次开停操作,但这些操作均为时间顺序控制且特别适于自动控制。SBR工艺可以根据不同的水质情况进行不同的时间调节,而且可以通过适当改变运行程序来实现生物脱氮、生物除磷[4]。
SBR法是一种按连续进水、间隙排水周期循环。间隙曝气式活性污泥水处理技术。该工艺集调节、初沉、曝气、二沉、生物脱氮等过程于一池,按不同的时间顺序进行各种目的的不同操作,全过程都在一个池体内周而复始地进行,工艺流程简洁,布局紧凑合理,是一种先进的污水处理系统。SBR工艺对污染物降解是一个时间上的推流过程,集反应、沉淀、排水于一体,是一个好氧——缺氧——厌氧交替的运行过程,因此具有一定脱氮除磷效果。能有效的去除污水中的BOD5和悬浮固体SS,将污水中的氮化合物转化成为硝酸盐,进而转化成为氮气,使出水的氨氮(NH3—N)含量大大降低。它的污染物去除机理和连续流入式活性污泥法基本相同,仅运行操作不同,从冲水开始到闲置结束为一个周期[5]。
SBR系统是一种封闭系统,反应器中基质和微生物浓度是随时间变化的,在污水和生物污泥接触混合及曝气反应过程中,污水中基质的去除应由反应时间决定,SBR其反应模式在时间上是推流式,在空间上是完全混合式,对水量、水质变化的适应性强,有机物去除效率高。间隙式进水和排水有调节缓冲作用,使SBR系统运行稳定。在SBR系统运行周期内微生物生存环境,它包括氧利用范围从厌氧经缺氧到高溶解氧状态[6]。
二、可编程控制器(PLC)概述
可编程控制器(Programmable Logic Controller)简称PLC或PC,国际电工委员会(IEC)对可编程控制器定义是:“可编程控制器是一种数字运算逻辑操作的电子系统,专为在工业环境下应用而设计。它采用可编程的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的命令,并通过数字式、模拟式的输入和输出,控制各种类型的机械和生产过程。[1]可编程控制器及其相关设备,都应按照易于与工业控制系统联成一体,易于扩充功能的原则进行设计。PLC在现代工业控制中占有重要地位,是公认的现代工业三大技术支柱(PLC、CAD/DAM、机器人)之一[7]。
PLC的产生及发展:
(1)在制造工业(以改变几何形状和机械性能为特征)和过程工业(以物理变化和化学变化将原料转化成产品为特征)中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。传统上,这些功能是通过气动或电气控制系统来实现的。1968年美国GM(通用汽车)公司提出取代继电气控制装置的要求,第二年,美国数字公司研制出了基于集成电路和电子技术的控制装置,使得电气控制功能实现的程序化,这就是第一代可编程序控制器,英文名字叫Programmable Controller(PC)[8]。
(2)随着电子技术和计算机技术的发生,PC的功能越来越强大,其概念和内涵也不断扩展。
(3)上世纪80年代,个人计算机发展起来,也简称为PC,为了方便,也为了反映或可编程控制器的功能特点,美国A-B公司将可编程序控制器定名为可编程序逻辑控制器Programmable Logic Controller(PLC),并将“PLC”作为其产品的注册商标。现在,仍常常将PLC简称PC。
(4)上世纪80年代至90年代中期,是PLC发展最快的时期,年增长率一直保持为30—40%。在这时期,PLC在处理模拟量能力、数字运算能力、人机接口能力和网络能力得到大幅度提高,PLC逐渐进入过程控制领域,在某些应用上取代了在过程控制领域处于统治地位的DCS系统.
(5)近年,工业计算机技术(IPC)和现场总线技术(FCS)发展迅速,挤占了一部分PLC市场,PLC增长速度出现渐缓的趋势,但其在工业自动化控制特别是顺序控制中的地位,在可预见的将来,是无法取代的。
(6)目前,世界上有200多厂家生产300多品种PLC产品,主要应用在汽车(23%)、粮食加工(16.4%)、化学/制药(14.6%)、金属/矿山(11.5%)、纸浆/造纸(11.3%)等行业。
PLC具有以下特点:
(1) 可靠性高,抗干扰能力强;
(2) 编程简单,方便使用;
(3) 设计安装容易,维护量少;
(4) 功能完善,通用性强;
(5) 体积小,能耗低;
(6) 性能价格比高。
随着技术的发展和市场的增加,PLC的结构和功能也不断的改进。PLC的发展有两个趋势:其一是向体积更小,速度更快,功能更强,价格更低的微型PLC方面发展;其二是向大型网络化,高可靠性,好的兼容性,多的功能方面发展[9]。
三、污水处理控制系统简介
国外污水处理自动化技术已有数十年的发展历史,先后经历了仪表检测、仪表闭环调节、智能单回路(多回路)控制、计算机集中控制、PLC控制以及分布式计算机(DCS)等多个发展阶段。在污水处理控制领域,西方发达国家已经走出了一条从探索到相当成熟的道路。
七十年年代中期,随着微处理器的飞速发展,结合计算机网络技术,相继出现了用于污水处理过程的计算机分布式控制系统、分散式控制系统和集散式控制系统,提高了整个控制系统的稳定性,可靠性,使计算机控制在污水处理中真正普及开来。这方面的代表是日本的日立公司的AQUAMAX—80X系列控制系统,英国WITNEY、AVNNMOUTH的污水处理厂、美国的WEST POINT污水处理厂也相继采用了这一控制系统[10]。
进入80年代,国外污水处理业一直在探索使用计算机技术来增强操作过程控制和管理水平。人工智能的突破,多媒体技术的出现,网络技术的发展,这些计算机技术的成果都为计算机控制提供了更高效的条件和可能。当前的污水处理控制领域,将最新的计算机技术,如专家系统、模糊控制、网络技术等运用到过程控制中已成为一股热潮,如美国ENOS.STOVER 等开发了一种用于污水处理厂的专家系统,提供专家的诊断和管理功能,日本也设计了一种知识库系统,用于污水处理长的管理。
我国的水处理自动化起步较晚,70年代开始应用集中巡查,至80年代随着国家工业水平的提高,计算机水平的提高,使污水自动化控制技术得以发展,特别是从国外引进自动控制技术以来,国家污水处理自动化水平才有了很大提高。
目前,我国大型污水处理厂多采用DCS系统或PLC与PC组成的集散式控制系统,而小型污水处理厂和企业污水处理的部分单元操作有的采用自动控制,但几乎很少使用全过程自动控制系统[11]。
DCS控制系统诞生于1975年,我国化工系统1981年首先应用,它由多台计算机和现场终端连接而成,适用于连续过程生产控制。该系统软、硬件齐全,响应时间短,对于模拟量和回路调节具有强化功能。哈尔滨三水厂、南通狼山水厂都是采用这种控制系统。
PLC+PC的集散式控制系统具有DCS控制的功能,可集中、分散、现场三级控制、实时性、可维护性和软件开发较强。
四、污水处理控制系统在国内外的研究状况
近些年来我国政府开始密切关注环境污染问题,特别是提出了可持续发展战略以后,政府在经济快速发展的同时也注意环境保护和治理工作。近几年环境治理来看,我国的环境理论、工艺研究和应用与国外差距不大,差距比较大的是环保单元设备和自动控制系统。我国污水处理厂自动控制的现状是:手动与自动兼备,自制与引进并举[12]。
国内污水处理厂所采用的检测仪器大部分是精确度和可靠性较差的离线仪表,监测手段也是靠取样后测量,然后根据测量结果去调整设备运行状态,因此很难进行快速和有效的实时控制,从而导致出水水质的不稳定。
国外发达国家,在研究新的理论和工艺的同时,也非常重视污水处理的自动控制系统的研究。这些国家先后投入研究高效型、智能型、集约型的污水处理设备和自动控制仪表。如意大利开发出一系列在先水质监测控制仪表,美国艾姆科(EMICO)公司1996年成功开发了多元组合式智能型一体化生活处理装置,美国米顿罗(MIDUNRO)公司也相继开发一系列在线监测仪。由于这些水处理设备自动化程度、智能话程度相当高,能连续运行,所以达到令人满意处理效果[13]。
主要参考文献:
[1] 赵红忠.SBR污水处理工艺及自动化控制[J] .电气传动自动化,2003,(2).
[2] 李明.西门子S7—300 PLC在县级中小城市污水处理厂中的应用[J] .工业计算机,2006
[3] 李海.城市污水处理技术及工程实例[M] .北京:化学工业出版社,1999
[4] 饶姗姗.SBR工艺和自动化控制技术的结合[J] .甘肃科技,2004,(1).
[5] 柏景方.污水处理技术[M] .哈尔滨 :哈尔滨工业出版社,2005
[6] 陈东升.小城镇污水处理采用SBR工艺的控制系统[J] .中国给排水,2006
[7] 吴中俊.可编程序控制器原理及应用[M] .北京:机械工业出版社,2000
[8] 求是科技编著.PLC应用开发技术与工程实践[M] .北京:人民邮电出版社,2001
[9] 王建华.电气工程师手册[M] .北京:机械工业出版社,1999
[10] 王学礼.PLC在污水处理控制系统中的应用[J] .山东纺织经济,2006,(3).
[11] 董国日.采用PLC实现废水处理工艺[J] .电气时代[J] .2003,(12).
[12] 洪俊明.PLC控制ASBR/SBR工艺处理屠宰废水.中国给排水,2005,(8).
[13] 吴凌云.基于PLC的SBR法污水处理控制仪.石油仪器,2002,(16).
[14] A.L.C.C.Magallaes and R.C.Mesquita Requirments for a solid mondeler coupled to finite-element generators. IEEE Transactions on Magnetics 1998,10,pp.3447-3450